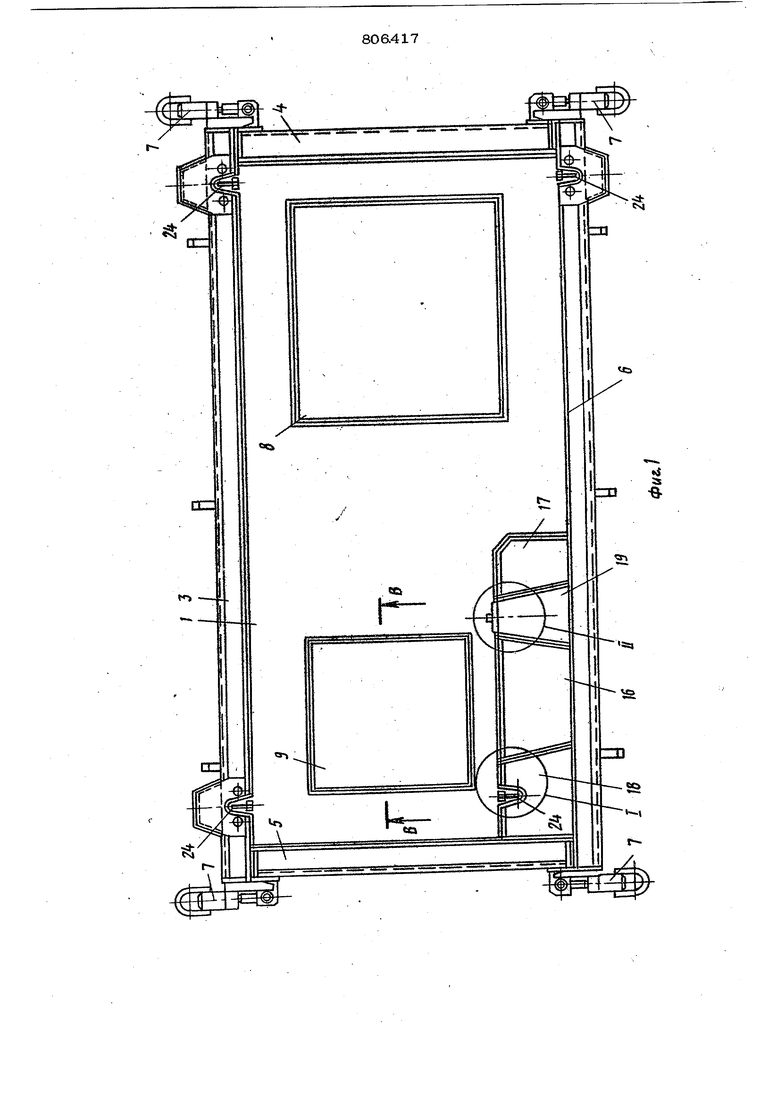
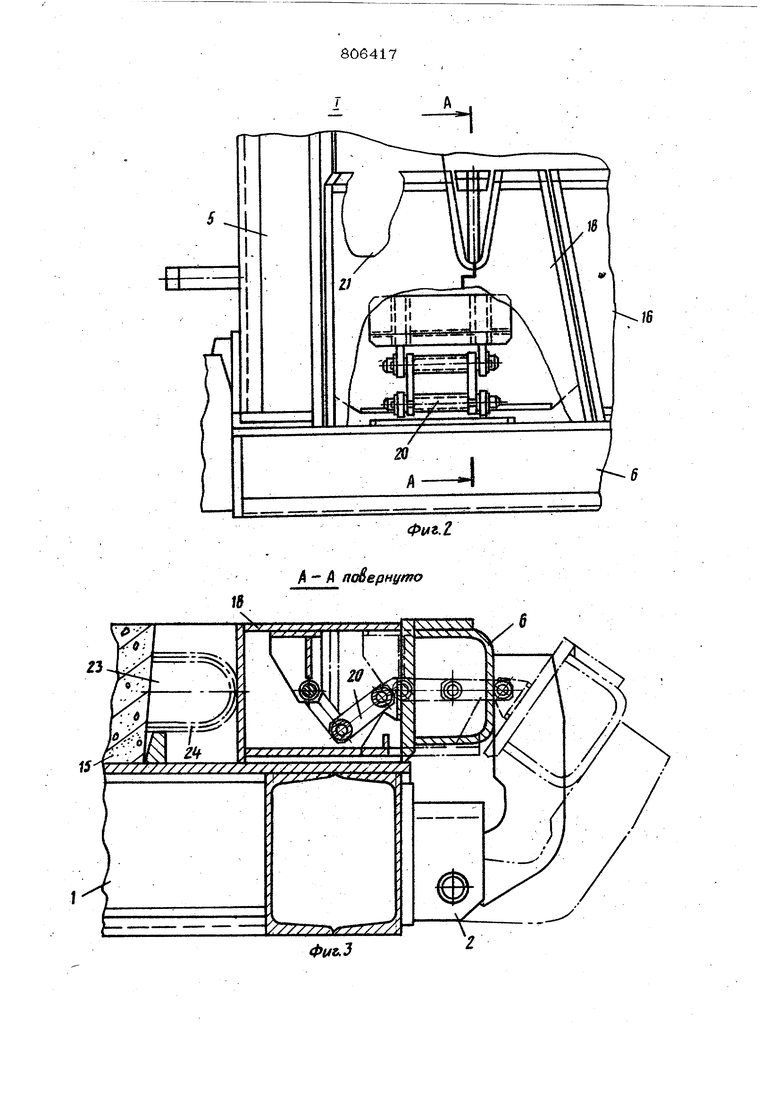
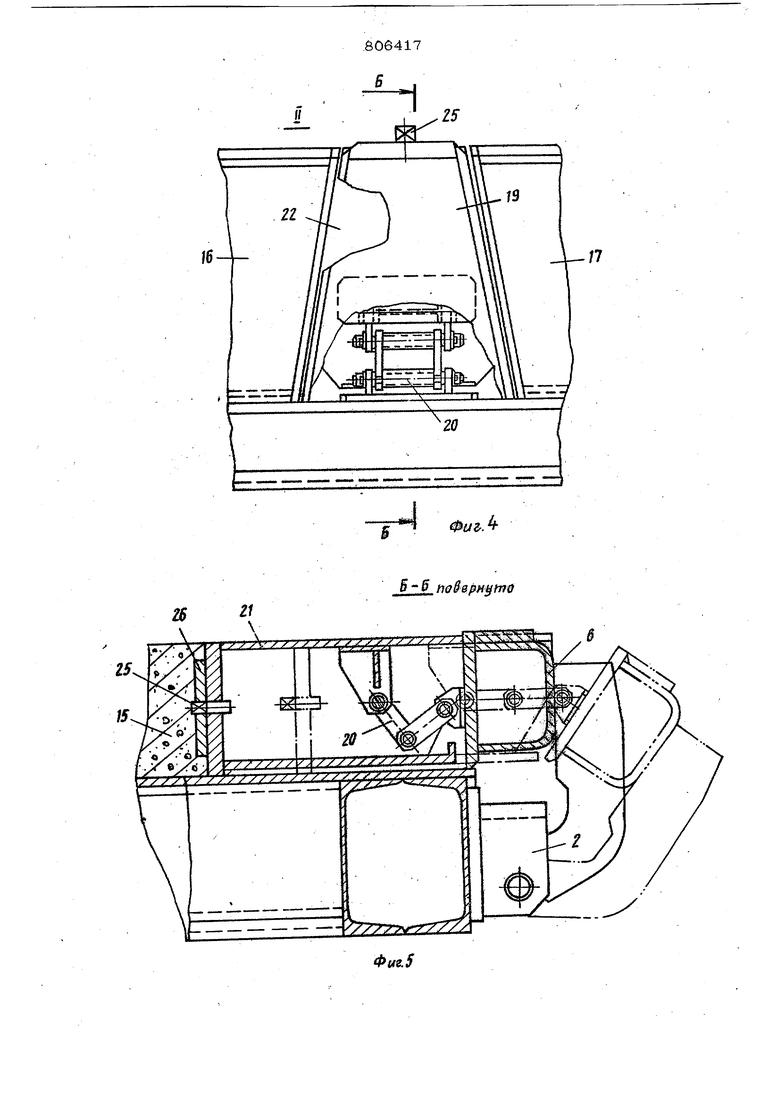
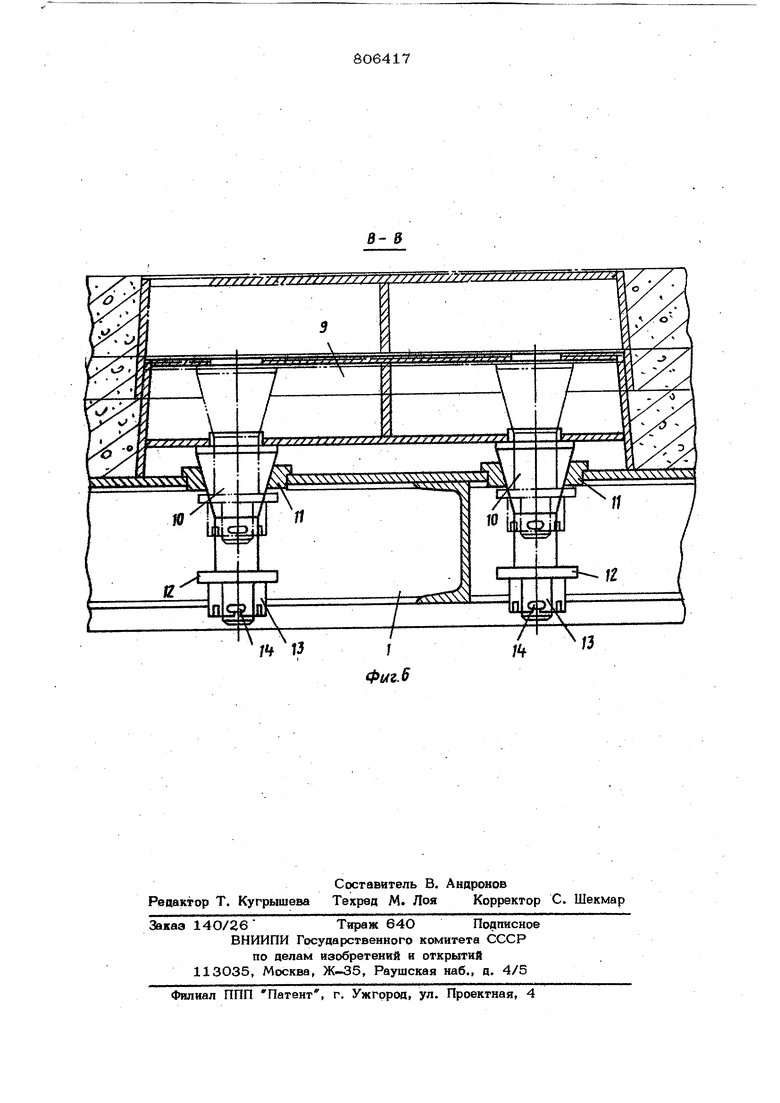
г Изобретение относится к стальной опалубке сборного железобетона и может найти применение в промышленности строи тельных материалов и других отраслях промышленности, связанных с формовкой железобетонных изделий. Известна форма для изготовления железобетонных изделий, включающая поддон с шарнирно укрепленными на нем бор тами и проемообразователь с направляющими штырями, причем, для повышения , степени автоматизации обслуживания формы под поддоном шарнирно установлен прижим в виде Г-образного рычага l. Недостатком этой формы является то, что вследствие подъема проемообразователя вместе с отформованным изделием значительно увеличивается трудоемкость извлечения проемообрааователя из изделия. Наиболее близким к изобретению по технической сущности и достигаемому результату является форма для изготовле ния железобетонных изделий, включающая поддон, шарнирно соединенные с поддоном борта и составной проемообразова- тель, содержащий неподвижные и подвижные части, первые из которых соединены с поддоном, а вторые с бортом . Недостатком известной формы является то, что при формовке железобетонных изделий сложного профиля с петлями в торце изделия и с закладными деталями процесс распалубки значительно услохшя- ется за счет необходимости предотвраще;ния деформации подъемных петель и фиксации закладной детали формуемого на определенном (проектном) уровне. Цель изобретения - облегчение процесса распалубки. Эта цель достигается тем, что в форме цпяизготовления железобетонных изделий, включающей поддон, шарнирно соединенные с поддоном борта и составной проемообразователь, содержащий неподвижные и подвижные части, первые из 38 которых соецниены с поддоном., а вторые с бортом, соедивенве подвижной части ироемообразоватепя с бортом выполнено в виде двухзвенных тяг с возможностью перемещения в горизонтальной плоскости, причем одна из связанных с бортом час- тей имеет паз под подъемную петлю, а другая - фиксатор в виде стержня для взаимодействия с закладной деталью муемого изделия. На фиг. 1 показана форма, общий вид; ва фиг. 2 - узел 1 на фаг. 1; на фиг. 3разрез А.-А на фиг. 2} на фиг. 4 - узел И на фиг. 1; на фиг. 5 - разрез на фиг. 4; на г. 6 - разрез В-В на фаг. 1 Форма содержит поддсш 1, на котором шарнирно закреплены на петлях 2 борта 3 - 6 с возможностыо их фиксааии замками 7. .На поддоне 1 установлены проемообразователи 8 и 9 для внутренних проемов. CtaH жестко связаны с направляющими штырями 1О, которые закрешгены в их нижней части. Штыри 10 пропущены через направляющие втуЛки 11 в поддоне 1 и снабжены ва концах упорами 12 в виде ограничительных шайб, закрепленных гайками 13 и шплинтами 14. Внутренвие проемообраэователи 8 и 9 могут вертикально перемешаться вместе со штырями 10 при подъеме сформованного изделия 15 до упора шайб 12 с нижней поверхностью поддона 1. Форма снабжена проемообразователем для наружных проемов, который вьтолнен из составных частей 16 -. 19. Части 16 и 17 жестко соединены, например при помощи сварки, с поддоном 1 и являются неподвижными относительно поддона, а ча ти 18 и 19 кинематически связаны с бор тами, например с бортом 6, при помощи двух Женных тяг 2О с возможностью переыещения в гнездах 21 и 22 в горизонтальной плоскости и являются подвижными относительно поддона 1. Одна вз кине матически связанных с бортами часте | 18 выполнена с пазом 23 под подъемную петлк) 24 формуемого изделия 15, а другая часть 19 - с фиксатором 25, выпол7ненным в виде стержня, который входит в зацепление с закладной деталью 26 панели 15. Затем сформованную панель 15 начинают извлекать из формы краном за подъемные петли 24. При этом отрывается ее нижняя поверхность от поверхности поддона 1 и боковые ее поверхности, прилегающие k боковым поверхностям неподвижных частей 16 и 17 проемообразователя. При дальнейшем подъеме панели 15 вместе с проемообразователями для внутренних проемов 8 и 9 последние отрываются от панели 15 в результате взаимодействия упоров 12 с поддоном, и под воздействием своей силы тяжести, направляемые штырями 10, опускаются на 1. Такое выполнение формы позволяет значительно упростить процесс распалубки изделий сложного профиля с подъемными петлями и закладными элементами. Формула изо р е т е н и я Форма ОЛЯ изготовления железобетонных изделий, включающая поддон, шарнирно соединенные с поддоном борта и составной пробмообразователь, содержащий неподвижные и подвижные части, первые ящ которых соединены с поддоном, а вторые - с бортом, отличающаяся тем, что, с целью облегчения пропвсса распалубки, соединение подвижной части проемообразователя с бортом выпопнэво в виде двухзвенных тяг с возможностью перемещения в горизонтальной плоскости, причем одна из связанных с бортом частей имеет паз под подъемную петлю, а другая - фиксатор в виде стержня для взаимодействия с закладной деталью формуемого изделия. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 493359, кл. В28 В 7/00, 1974. 2.Авторское свидетельство СССР № 554157, кл. В 28 В 7/О4, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления железо-бЕТОННыХ издЕлий | 1979 |
|
SU806414A2 |
| Форма для изготовления стеновых панелей из бетонных смесей | 1985 |
|
SU1293030A1 |
| Форма для изготовления объемных блоков из бетонных смесей | 1988 |
|
SU1544577A1 |
| Форма для изготовления изделий из бетонных смесей | 1987 |
|
SU1489992A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ МНОГОПУСТОТНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2101170C1 |
| Форма для изготовления железобетонных изделий | 1981 |
|
SU977174A1 |
| Форма для изготовления стеновых панелей | 1984 |
|
SU1194685A1 |
| Форма-вагонетка для изготовления железобетонных изделий | 1977 |
|
SU707800A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037405C1 |
| Кассетная форма для изготовления железобетонных панелей | 1986 |
|
SU1423396A1 |
f( Д а(Аернуто
Ф14Ъ.З
л
-«ч в б пввврн то
Фиг. 5
