1
Изобретение относится к электрохимической размерной обработке и может быть применено на предприятиях машиностроения при изготовлении деталей типа труб, полых валов, когда необходим высокий класс чистоты обрабатываемой поверхности.
Известны катодные устройства для обработки )енних поверхностей труб, содержащих рабочую и заходную части, диэлектрические направляющие и заходную часть. Однако такие устройства не могут обеспечить электрохимическую размерную обработку фуб большого диаметра (Ф-80250 и более) с применением вращения из-за повышенного износа диэлектрических направляющих и возникновения коротких замыканий.
Цель предлагаемого устройства - уменьшение износа диэлектрических направляющих.
Для этого заходная часть диэлектрических направляющих выполнена в виде вращающейся буксы из антифрикционного материала.
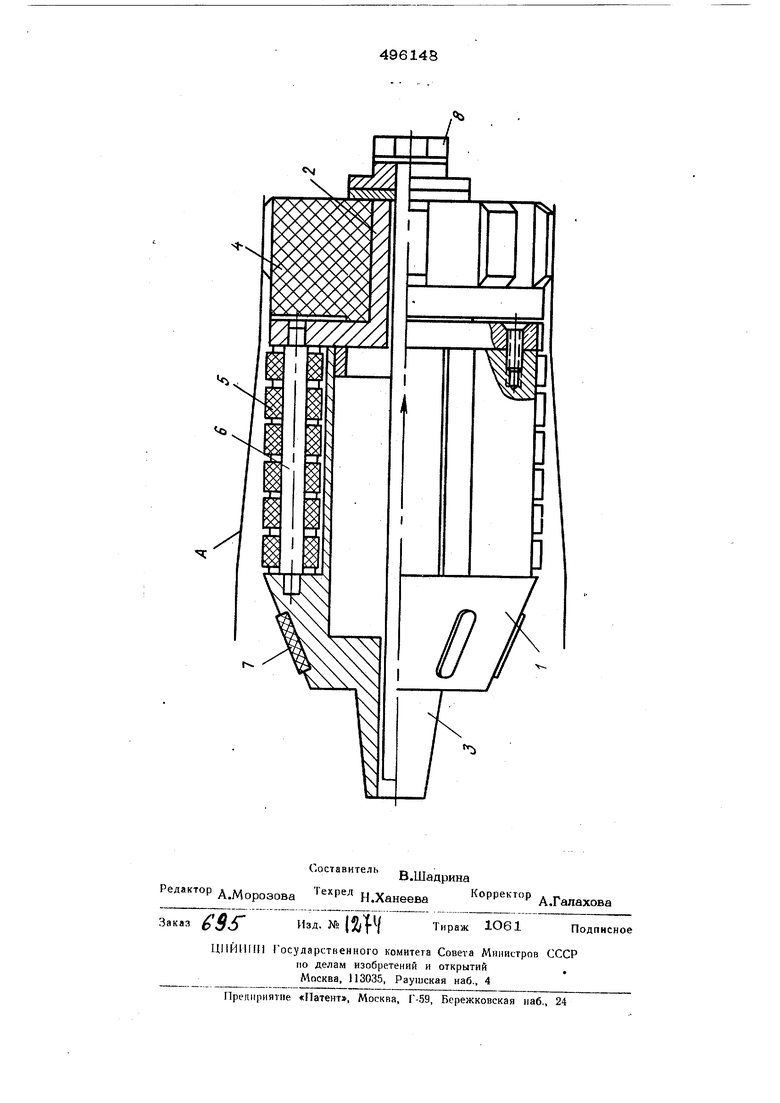
На чертеже показан предлагаемый алекТрод-инструмент, общий вид.
Электрод-инструмент состоит из корпуса 1 с цапфой 2 и посадочным конусом 3, диэлектрических направляющих, включающих заходную часть - буксу 4, установленную на цапфе 2 с возможностью вращения относительно корпуса 1, роликов 5, расположенных на осях 6 по окружности корпуса и вставки 7 из диэлектрического материала. Направляющие выступают над рабочей поверхностью на величину наименьшего межэлектродного зазора, обеспечивая нормальное протяжение процесса ЭХО. Болт 8 служит для крепления катода на токоведущей штанге.
Электрод-инструмент работает следующим образом.
Катод, закрепленный на штанте станка вводится в зону обработки детали, подается электролит, включается механизм вращения детали и источник технологического тока и производится процесс ЭХО путем перемещения инструмента вдоль изделия. При этом вес катода и усилие от провисающей штанги воспринимаются заходной | буксой 4, поскольку она базируется по меньшему отверстию Направление подачи показано стрелкой). Ролики 5 все время находятся в отверстии большего диаметра, поскольку идет процесс анодного растворения. Условно граница анода А показана линиями.
Заходная часть диэлектрических направляющих может быть на любом конце катода в зависимости от направления подачи не сключена возможность установки по концам катода двух букс, когда по условиям производства обработку могут производить 1 при различных направлениях подачи инструмента.
Поскольку при вращении детали (анода А ) совместно с ней вращается заходная букса 4 относительно цапфы 2, износ изоляторов, соприкасающихся с обрабатываемой поверхностью, резко уменьшается, чем обеспечивается нормальное течение процесса ЭХО. Центрирование рабочей ча4
л
сти катода происходит в цапфе 2, которая выполнена с высокой чистотой поверхности и работает при пониженных окружных скоростях, что также способствует незначительному ее износу.
Величина снимаемого припуска при ЭХО предлагаемым электродом-инструментом зависит от выбранных токовых . нагрузок и скорости подачи.
Предмет изо
е т е н и я
Электрод-инструмент для электрохимической обработки внутренней поверхности полых валов и труб, содержащий рабочую и заходную части, диэлектрические натфавляющие, отличающийся тем, что, с целью уменьшения износа диэлектрических направляющих, заходная часть последних выполнена в виде вращающейся буксы из антифрикционного материала. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимической обработки ступенчатых валов | 2015 |
|
RU2623971C2 |
| Электродный блок для электрохимической обработки кольцевых канавок в отверстии трубчатой заготовки с винтовым зубчатым профилем | 2022 |
|
RU2784617C1 |
| Электрод-инструмент | 1978 |
|
SU865590A1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275994C2 |
| Шпиндельный узел расточно-отделочного станка | 1984 |
|
SU1456284A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОАКТИВАЦИИ ВОДЫ | 2009 |
|
RU2401807C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ ПРЕИМУЩЕСТВЕННО НА КОНТАКТНЫЕ ПОВЕРХНОСТИ РАЗМЕРНОГО ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ РЕЗЬБ | 1998 |
|
RU2129480C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |