(54) КОМБИНИРОВАННЫЙ ДАТЧИК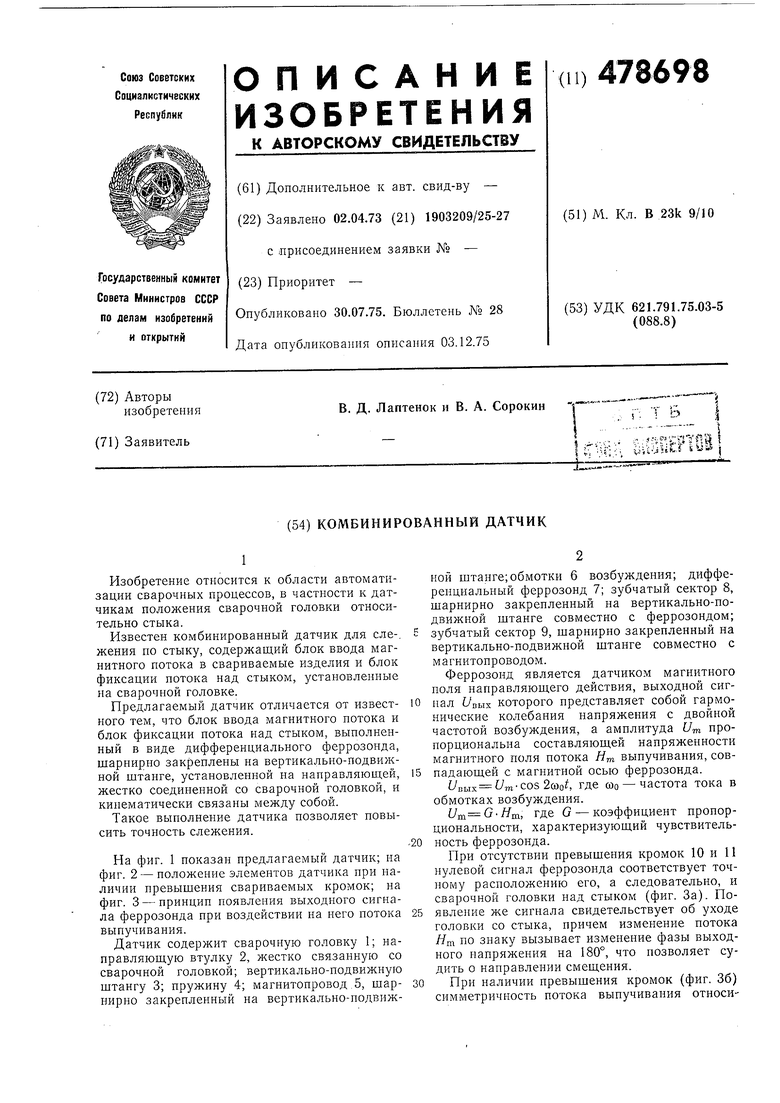
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство слежения за стыкомСВАРиВАЕМыХ дЕТАлЕй | 1979 |
|
SU810408A1 |
| БЕСКОНТАКТНЫЙ КОМБИНИРОВАННЫЙ ДИФФЕРЕНЦИАЛЬНЫЙ ДАТЧИК | 1967 |
|
SU191710A1 |
| Комбинированный датчик | 1977 |
|
SU715250A2 |
| Комбинированный датчик | 1974 |
|
SU499069A1 |
| ФЕРРОЗОНДОВЫЙ ДАТЧИК ДЛЯ СЛЕЖЕНИЯ ЗА СТЫКОМ СВАРИВАЕМЫХ ДЕТАЛЕЙ | 2010 |
|
RU2457476C2 |
| Электромагнитный датчик для слежения за свариваемым стыком | 1974 |
|
SU556910A1 |
| Феррозондовый датчик для слежения за стыком свариваемых деталей | 1980 |
|
SU941056A1 |
| Устройство для электродуговой сварки вертикальных стыков | 1986 |
|
SU1411115A1 |
| Электромагнитный дифференциальный датчик | 1976 |
|
SU650747A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1988 |
|
SU1593821A1 |
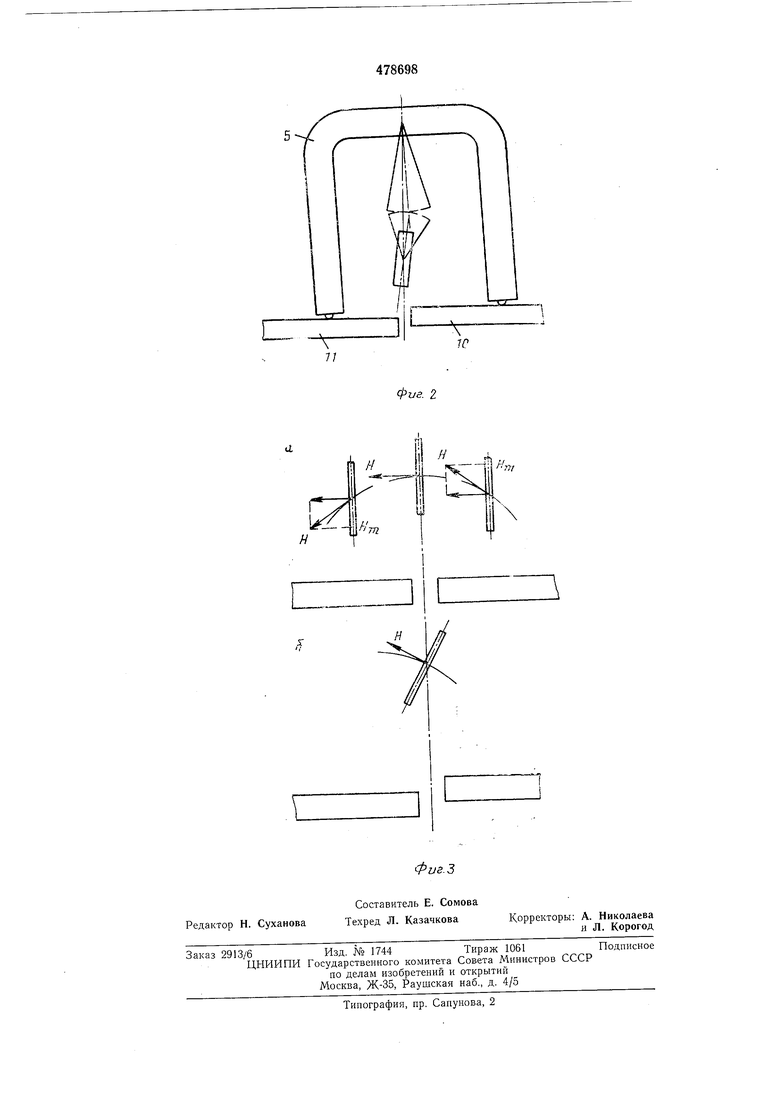
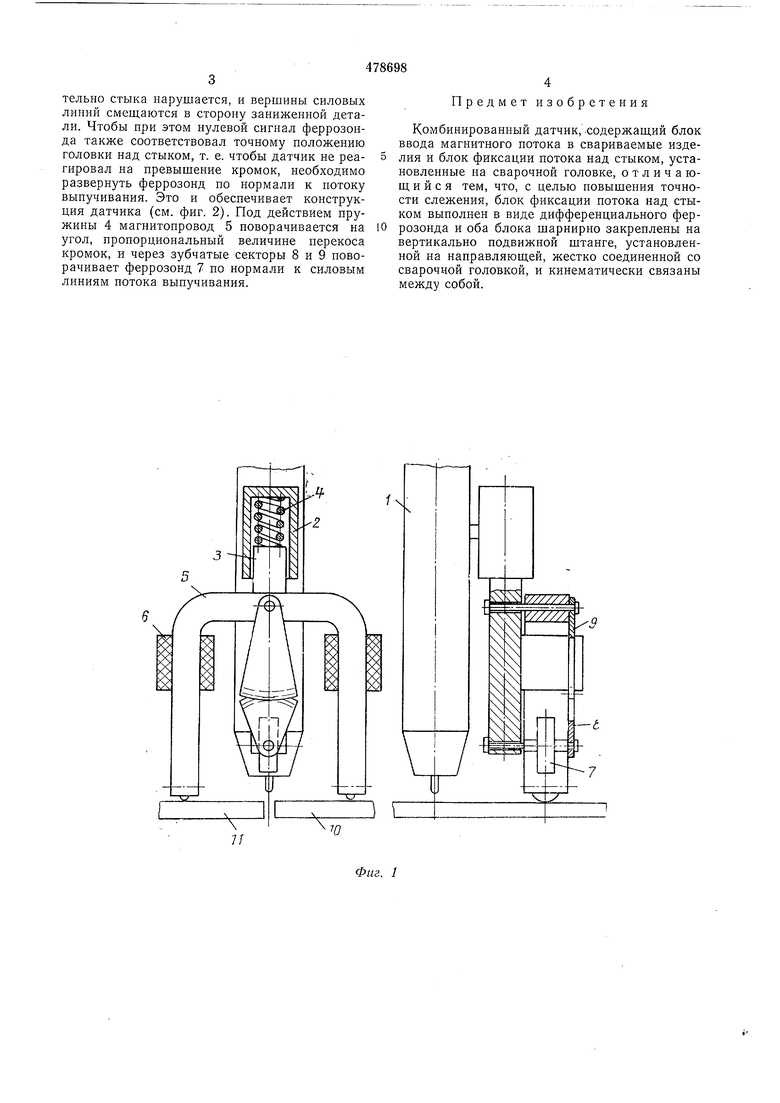
Изобретение относится к области автоматизации сварочных процессов, в частности к датчикам положения сварочной головки относительно стыка. Известен комбинированный датчик для ележения по стыку, содержащий блок ввода магнитного потока в свариваемые изделия и блок фиксации потока над стыком, установленные на сварочной головке. Предлагаемый датчик отличается от известного тем, что блок ввода магнитного потока и блок фиксации потока над стыком, выполненный в виде дифференциального феррозонда, шарпирпо закреплены на вертикально-подвижной штанге, установленной на направляющей, жестко соединенной со сварочной головкой, и кинематически связаны между собой. Такое выполнение датчика позволяет повысить точность слежения. На фиг. 1 показан предлагаемый датчик; на фиг. 2 - положение элементов датчика при наличии превышения свариваемых кромок; на фиг. 3 - принцип появления выходного сигнала феррозонда при воздействии на него потока выпучивания. Датчик содержит сварочную головку 1; направляющую втулку 2, жестко связанную со сварочной головкой; вертикально-подвижную штангу 3; пружину 4; магнитопровод .5, шарнирно закрепленный на вертикально-нодвижной штанге; обмотки 6 возбуждения; дифференциальный феррозонд 7; зубчатый сектор 8, шарнирно закрепленный на вертикально-подвижной штанге совместно с феррозондом; зубчатый сектор 9, шарнирно закрепленный на вертикально-подвижной щтанге совместно с магнитопроводом. Феррозонд является датчиком магнитного ноля направляющего действия, выходной сигнал t/Bbis которого представляет собой гармонические колебания напряжения с двойной частотой возбуждения, а амплитуда Um пропорциональна составляющей напряженности магнитного поля потока Нт выпучивания, совпадающей с магнитной осью феррозонда. f-Ebix f n-cos 2(йо, где (Оо - частота тока в обмотках возбуждения. Uia G-Hai, где G - коэффициент пропорциональности, характеризующий чувствительность феррозонда. При отсутствии превышения кромок 10 и 11 нулевой сигнал феррозонда соответствует точному расположению его, а следовательно, и сварочной головки над стыком (фиг. За). Появление же сигнала свидетельствует об уходе головки со стыка, причем изменение потока Ят но знаку вызывает изменение фазы выходного напряжения на 180°, что позволяет судить о направлении смещения. При наличии превышения кромок (фиг. 36) симметричность потока выпучивания относи-тельно стыка нарушается, и вершины силовых линий смещаются в сторону заниженной детали. Чтобы при этом нулевой сигнал феррозонда также соответствовал точному ноложению головки над стыком, т. е. чтобы датчик не реагировал на превышение кромок, необходимо развернуть феррозонд по нормали к потоку выпучивания. Это и обеспечивает конструкция датчика (см. фиг. 2). Под действием пружины 4 магнитопровод 5 поворачивается на угол, пропорциональный величине перекоса кромок, и через зубчатые секторы 8 и 9 поворачивает феррозонд 7 по нормали к силовым линиям потока выпучивания.
Предмет изобретения
Комбинированный датчик, .содержаш,ий блок ввода магнитного потока в свариваемые изделия и блок фиксации потока над стыком, установленные на сварочной головке, отличаюш, и и с я тем, что, с целью повышения точности слежения, блок фиксации потока над стыком выполнен в виде дифференциального феррозонда и оба блока шарнирно закреплены на вертикально подвижной штанге, установленной на направляюш,ей, жестко соединенной со сварочной головкой, и кинематически связаны между собой.
L
