Обычная обработка плашек представляет собой или фрезеровку резьбы или ее шлифовку.
Изготовление плоских плашек в больших количествах путем нарезки на них резьбы шлифовальным кругом оказалось рентабельным, так как резьба вышлифовывается на плашках уже после термической обработки, т. е. когда плашка уже закалена, что значительно упростило и удешевило изготовление, так как операция закалки являлась всегда основным источником брака. При закалке, кроме оплавления резьбового профиля, не меньший вред приносит как обезуглероживание режущей кромки, так и изменение профиля и шага самой резьбы. Доводка резьбы после закалки довольно сложна и не всегда дает желаемый результат. Способ же вышлифовки резьбы после закалки оправдал себя. Плашки со шлифованной резьбой нашли широкое применение и при изготовлении метчиков. При этом резьба по своему качеству не только не уступает нарезанной на специальных резьбонарезных станках, но даже превосходит их как по точности резьбового профиля, так и по чистоте получаемой поверхности резьбы.
Однако, шлифовка резьбы на существующих резьбошлифовальных станках не позволяет итти ниже шага 1 мм
и даже уже шаг 1 мм трудно поддается обработке из-за малого радиуса закругления во впадине резьбы, что вызывает выкрашивание гребня шлифовального круга. Для выполнения такой резьбы употребляется обычно очень твердый круг, который, как известно, не позволяет давать достаточную подачу из-за .поджогов резьбового профиля, чему сопутствует отжиг резьбовой поверхности. Поэтому до сих пор не имелось возможности воспроизводить резьбу с шагом ниже 1 мм. Это ограничивало распространение плашек во многих отраслях промышленности, употребляющих мелкую резьбу.
Предлагаемый способ позволяет изготовить шлифовкой все резьбы как мелкометрической, так и метрической и остальные резьбы с малыми шагами. При этом, несмотря на мелкий шаг резьбы, производительность увеличится в два-три раза, так как вся трудность изготовления малого радиуса во впадине резьбы отпадает. Резьба может иметь закругление весьма большого радиуса, так как в работе плашек будет участвовать только половина глубины резьбы увеличенного шага и плашки будут работать своми боковыми поверхностями резьбы, которые, пересекаясь, образуют резьбовой профиль на изделии. Плашки могут резать совершенно острую
резьбу при диаметре изделия выше номинального размера, не подрывая как обыкновенно, когда плашки начинают работать своими внутренними закруглениями во впадинах резьбы.
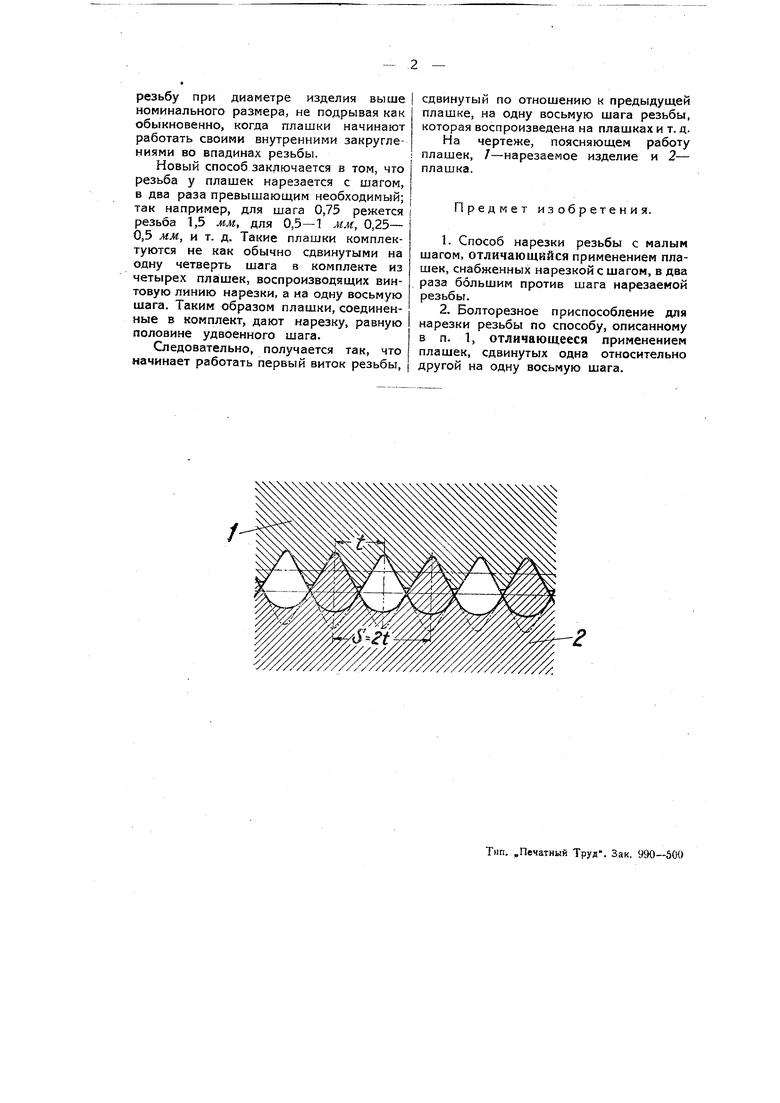
Новый способ заключается в том, что резьба у плашек нарезается с шагом, в два раза превышающим необходимый; так например, для шага 0,75 режется резьба 1,5 мм, для 0,5-1 Л1м, 0,25- 0,5 мм, и т. д. Такие плашки комплектуются не как обычно сдвинутыми на одну четверть шага в комплекте из четырех плашек, воспроизводящих винтовую линию нарезки, а на одну восьмую шага. Таким образом плашки, соединенные в комплект, дают нарезку, равную половине удвоенного шага.
Следовательно, получается так, что начинает работать первый виток резьбы.
сдвинутый по отношению к предыдущей плашке, на одну восьмую шага резьбы, которая воспроизведена на плашках и т. д. На чертеже, поясняющем работу плашек, /-нарезаемое изделие и 2- плашка.
Предмет изобретения.
1.Способ нарезки резьбы с малым шагом, отличающийся применением плашек, снабженных нарезкой с шагом, в два раза большим против шага нарезаемой резьбы.
2.Болторезное приспособление для нарезки резьбы по способу, описанному в п. 1, отличающееся применением плашек, сдвинутых одна относительно другой на одну восьмую шага.
| название | год | авторы | номер документа |
|---|---|---|---|
| Державка для плоских резьбовых плашек | 1936 |
|
SU50994A1 |
| Способ изготовления плашек к резьбонарезным патронам | 1930 |
|
SU28385A1 |
| Самораскрывающаяся резьбонарезная головка | 1934 |
|
SU43788A1 |
| Инструмент для накатки резьбы | 1990 |
|
SU1759511A1 |
| Самораскрывающаяся резьбонарезная головка | 1935 |
|
SU49736A1 |
| Клупп | 1934 |
|
SU44770A1 |
| СПОСОБ ШЛИФОВАНИЯ РЕЗЬБЫ У РЕЗЬБОВОГО ИНСТРУМЕНТА С РАСПОЛОЖЕНИЕМ НИТКИ ЧЕРЕЗ ШАГ | 1949 |
|
SU84962A1 |
| МНОГОЗАПОРНЫЙ ПРЕВЕНТОР ПШЕНИЧНОГО | 1991 |
|
RU2013520C1 |
| Резьбошлифовальный станок Ткачика | 1990 |
|
SU1754358A1 |
| Резьбонарезная головка | 1936 |
|
SU50652A1 |

