Предлагается для изготовления плашек к -резьбонарезным патронам закреплять заготовки для них в пазах диска с возможностью обработки их с одного установа с трех сторон, а резьбу на них производить перемещающимся гребенчатым резцом.
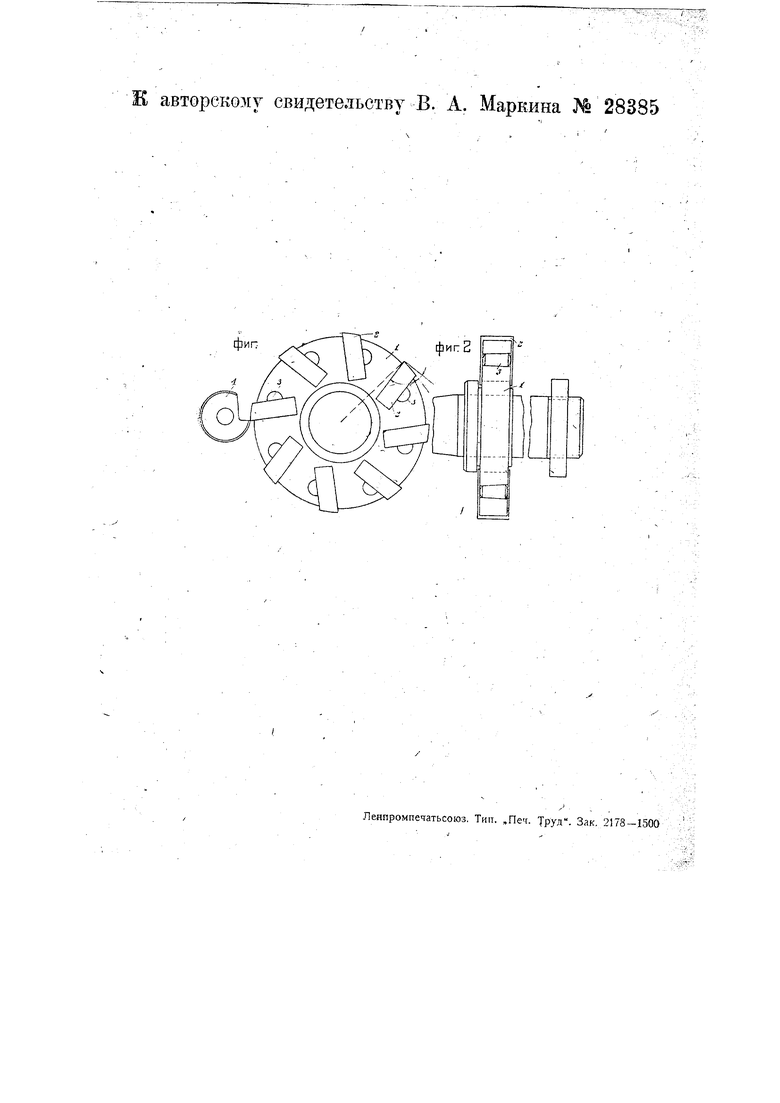
На чертежах фиг. 1 слева изображает диск с закрепленными в ней восемью заготовками для плашек и гре-. бенчатым резцом; фиг, 2 - вид справа.
В диске 1 (фиг. 1 и 2) делаются по наружной окружности прорезы, расположенные под углом к радиусу, соответствующим заднему углу плашек. В эти прорезы вставляются . предварительно обработанные с двух широких плоскостей заготовки для плашек 2 - 2 и закрепляются в-них шпильками 3-;3. Затем диск закрепляется на оправке на шпинделе станка и производится проточка и подготовка торцовой поверхности заготовок плашек для нарезки резьбы и обраб.отка боковых плоскостей пла1пек, По окончании проточки диск снимается и надевается следующий. Диски с обработанными таким образом заготовками плашек поступают затем на токарный станок для нарезки резьбы. Нарезка производится сразу нескЬльких дисков, закрепленных на общей оправе гребенчатым резцом 4 (фиг. 1), перемещение которого при одном обоЛ. С.
роте патрона является кратным шагу его режущих элементов, чем достигается требуемый наклон резьбы плашек.
Такой способ изготовления плашек дает возмон ность при на.1ичии резьбошлифовального станка исследовать им резьбу .плашек.
Диски 1 можно изготовлять для обработки сразу большего количества плашек (4-12), чем при обычном способе обработки их фрезами.
Предмет изобрете НИ я
1.Способ изготовления плашек к резьбонарезным патронам, отличающийся
таким.закреплением заготовок плашек в обычном патроне, при которо допускается одновременная обработка одного или нескольких комплектов заготовок с одного установа с трех сторон: с двух боковых и торцовой поверхностей и нарезания, резьбы на последней.
2.Применение для осуществления способа по п. 1 гребенчатого pearia, перемещение, которого при одном обороте патрона является кратным тагу его режущих элементов в целях получения нормального, для нзготовлег1кн плашек, наклона резьбы.
3.Применение для осуществления способа по п. 1. наждачного круга с соответственным фигурным профилем.
фип
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезки резьбы | 1935 |
|
SU49916A1 |
| Державка для плоских резьбовых плашек | 1936 |
|
SU50994A1 |
| Самораскрывающаяся резьбонарезная головка | 1934 |
|
SU43788A1 |
| СБОРНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2229964C2 |
| Самораскрывающаяся резьбонарезная головка | 1935 |
|
SU49736A1 |
| Станок для нарезания метчиков | 1935 |
|
SU51061A1 |
| Резьбонарезная головка | 1936 |
|
SU50652A1 |
| СПОСОБ ОБРАБОТКИ КОНИЧЕСКИХ РЕЗЬБ ТРУБНЫХ МУФТ | 2001 |
|
RU2214320C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Способ изготовления фасонных резцов для зуборезных фрез | 1921 |
|
SU318A1 |