СО
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбошлифовальный станок | 1991 |
|
SU1808545A1 |
| Резьбошлифовальный станок | 1990 |
|
SU1830317A1 |
| Резьбошлифовальный станок для обработки метчиков | 1978 |
|
SU732117A1 |
| Резьбошлифовальный станок | 1979 |
|
SU867612A1 |
| Резьбошлифовальный станок | 1989 |
|
SU1764949A1 |
| Резьбошлифовальный станок | 1989 |
|
SU1685641A1 |
| Резьбошлифовальный станок | 1985 |
|
SU1268327A2 |
| Резьбошлифовальный станок | 1986 |
|
SU1355451A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Зубошлифовальный станок | 1987 |
|
SU1581488A1 |
Использование обработка резьбовых и зубчатых изделий. Сущность изобретения заключается в расширении технологических возможностей станка за счет шлифования прямозубых зубьев мелкомодульных колес Резьбошлифовзльный станок снабжен механизмом, в корпусе которого размещен шпиндель, предназначенный для установки обрабатываемого зубчатого колеса. Механизм содержит также реечную передачу, рейка которой установлена в центрах передней и задней бабок с возможностью перемещения в направляющих корпуса, а шестерня передачи размещена на упомянутом шпинделе. Согласование вращения червячного шлифовального круга с перемещением стола станка обеспечивает поворот обрабатываемого зубчатого колеса на один зуб. 2 ил.
Изобретение относится к оборудованию для обработки металлов резанием, в частности к шлифовальному, и может быть использовано для шлифовки как резьбовых, так и зубчатых изделий
Цель изобретения - расширение технологических возможностей станка за счет шлифования прямозубых зубьев мелкомодульных колес.
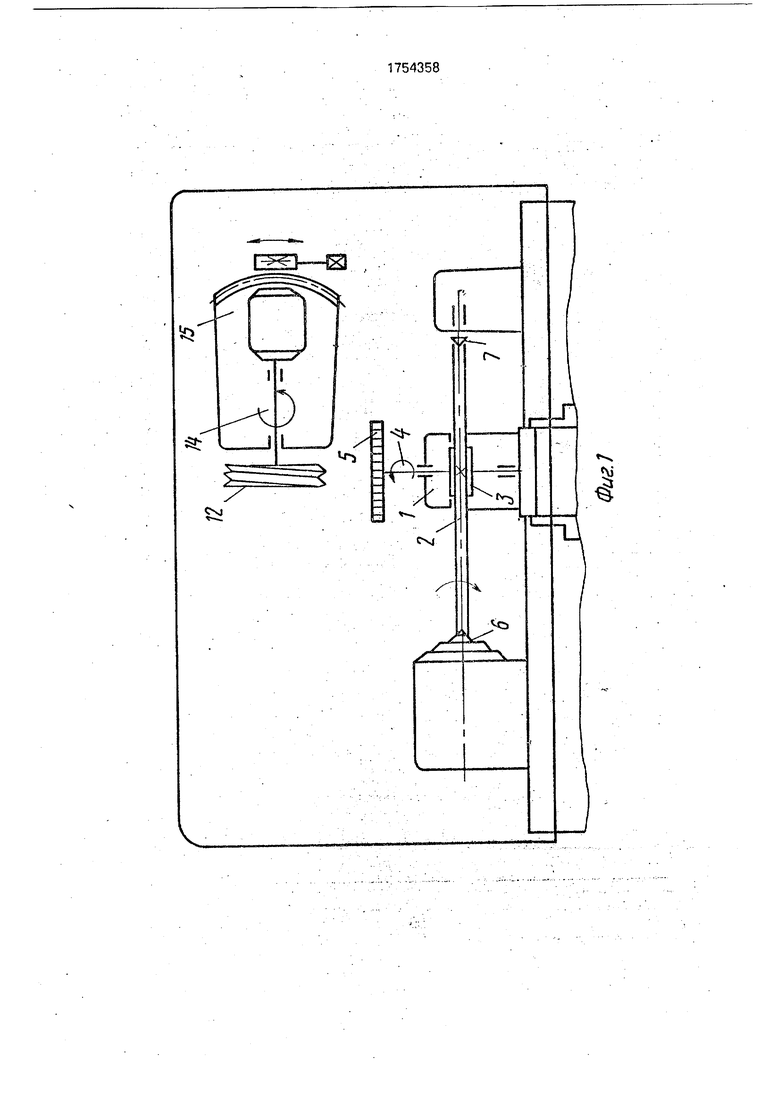
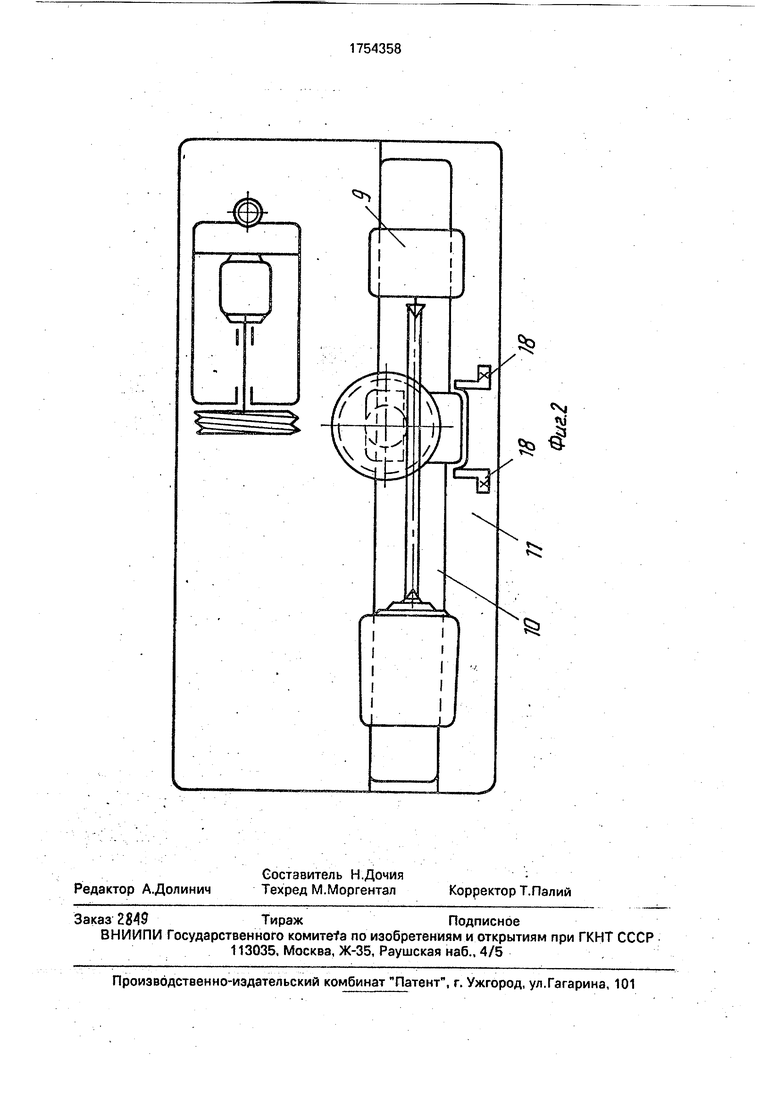
На фиг.1 показан резьбошлифовальный станок, вид спереди; на фиг,2 - то же, вид сверху.
Резьбошлифовальный станок содержит механизм, состоящий из жестко установленного на станке корпуса 1, в котором размещена реечная передача, квадратная рейка 2 которой смонтирована на роликах и входит в зацепление с цилиндрической шестерней 3, жестко связанной со шпинделем 4, установленным в корпусе 1 и предназначенным для установки изделия 5, при этом рейка 2 кинематически связана центровыми
элементами 6, 7 с передней бабкой 3, задней бабкой 9, гитарой шлифовки модульной резьбы и столом 10 резьбошлифо- вального станка 11, а шпиндель 4 с изделием 5 расположен так, что зубья изделия входят в зацепление с червячным шлифовальным кругом 12, шаг ниток которого выполнен по соотношению
Л Рнар
где Онар - наружный диаметр зубчатого колеса;
z - количество зубьев.
Корпус 1 закреплен на станине станка с помощью кронштейнов 13 и поддерживается с помощью квадратной рейки 2 в центрах 6, 7 передней 8 и задней 9 бабки и роликовых опор рейки и стола 10. Шлифовальный червячный круг 12 установлен в инструментальном шпинделе 14 шлифовальной бабки 15. Стол 10 перемещается относительно
XI ел
GO СЛ 00
корпуса 1 устройства, контактируя с ним через роликовые вращающиеся опоры.
Работа резьбошлифовального станка заключается в следующем.
В центрах 6 и 7 бабки изделия 8 и за- дней бабки 9 устанавливается квадратная рейка 2, входящая в зацепление с цилиндрической шестерней 3. Гитару шлифовки резьбы настраивают на модельную резьбу, например, МЗ, шагом 9,42 мм, по зависимо- сти
гит
где М - модуль шлифуемых зубьев.
Сменные шестерни гитары следующие
JB Г
72 95
94 32
Заготовка изделия 5 имеет предварительно профрезерованные и закаленные зубья с припуском на шлифовку. В инструментальном шпинделе 14 шлифовальной бабки 15 устанавливают червячный шлифовальный круг 12 эвольвентного профиля. Направление захода шлифовального червячного круга 12 выбирают одинаковым с направлением поворота шлифовальной бабки 15. Угол Подъема винтовой линии червячного круга 12 определяют из соотношения:
tg/
лгЦ
tp
где, S - шаг нарезки;
DCp - средний диаметр по делительной окружности. .
Например, для шлифовального круга 400 мм шириной 40 мм
9 42 tg ff . 394 ° 07553 и соответст-
венноЈ 4°19 .
Абразивный червячный круг 12 вводят во впадину между зубьями, приводят во вращение шлифовальный круг, а через гитару шлифовки резьбы - стол 10 станка 11. При
5 0
5
0
5 0
5
0
5
0
продольном перемещении стола 10 совместно с квадратной рейкой 2 осуществляется поворот шестерни 3 и соответственно шпинделя 4 с изделием 5. В результате согласованного перемещения стола 10 и через него поворота изделия осуществляют шлифовку зубьев червячным шлифовальным кругом 12. В процессе шлифования зубьев происходят совмещенную правку шлифовального круга 12 с трех сторон.
Согласование вращений инструмента червячного шлифовального круга 12 и заготовки 5 обеспечивают в результате придания вращательного движения заготовки 5, когда при заданном движении стола заготовка 5 зубчатого колеса осуществляет поворот на один зуб, т.е. соответствующему повороту на шаг t я т. На резьбошлифо- вальном станке 11 перемещение стола 10 на величину шага резьбы соответствует повороту изделия 5 на один зуб,
Направление захода червячного круга 12 должно совпадать с направлением поворота шлифовальной бабки 15 для того, чтобы этим поворотом совместить по направлению нитки червячного круга и впадины между зубьями шлифуемого изделия.
Для шлифовки резьб корпус 1 демонтируют, для чего его открепляют от кронштейнов 13, а квадратную рейку 2 освобождают от закрепления в центровых элементах б и 7 передней 8 и задней 9 бабок.
Формула изобретения Резьбошлифовальный станок, содержащий несущую шлифовальную бабку станину и размещенный в ее направляющих стол, на котором установлены передняя и задняя бабки с центрами, отличающийся тем, что, с целью расширения технологических возможностей станка за счет шлифования прямозубых зубьев мелкомодульных колес, станок снабжен жестко установленным на станине корпусом, в котором размещены шпиндель, предназначенный для установки обрабатываемого зубчатого колеса, и реечная передача, рейка которой установлена в центрах передней и задней бабок с возможностью перемещения в направляющих корпуса, а шестерня передачи размещена на упомянутом шпинделе.
х
t
/
%
X
«м
J
& sfc
| Ермаков Ю.М | |||
| и др | |||
| Металлорежущие станки, М.: Машиностроение, 1985, с.269 - 273. |
