Обычно формование голенища сапога . на обувных фабриках производится вручную на специальных деревянных колодках, на которых растягиваются голенища сапога и затем выстаиваются продолжительное время. Подобный метод формования ограничивает возможность перехода на непрерывный производственный поток и тем самым лищает возможности использования конвейера по всей линии технологического процесса. Вместе с этим требуется большая производственная площадь для размещения изделий и специальное колодочное хозяйство.
Для устранения указанных недостатков предлагается мащина для формования голенища сапога, в которой известные сами по себе раздвижные шарнирные колодки помещены на цепном транспортере и растягивают голенище под действием наклонной плоскости, помещенной под цепью транспортера и поднимаюя№й выступающие из колодок стержни. Для равномерного растягивания голенищ нажимная плоскость выполнена в виде наклонного рычага, нагруженного пружиной.
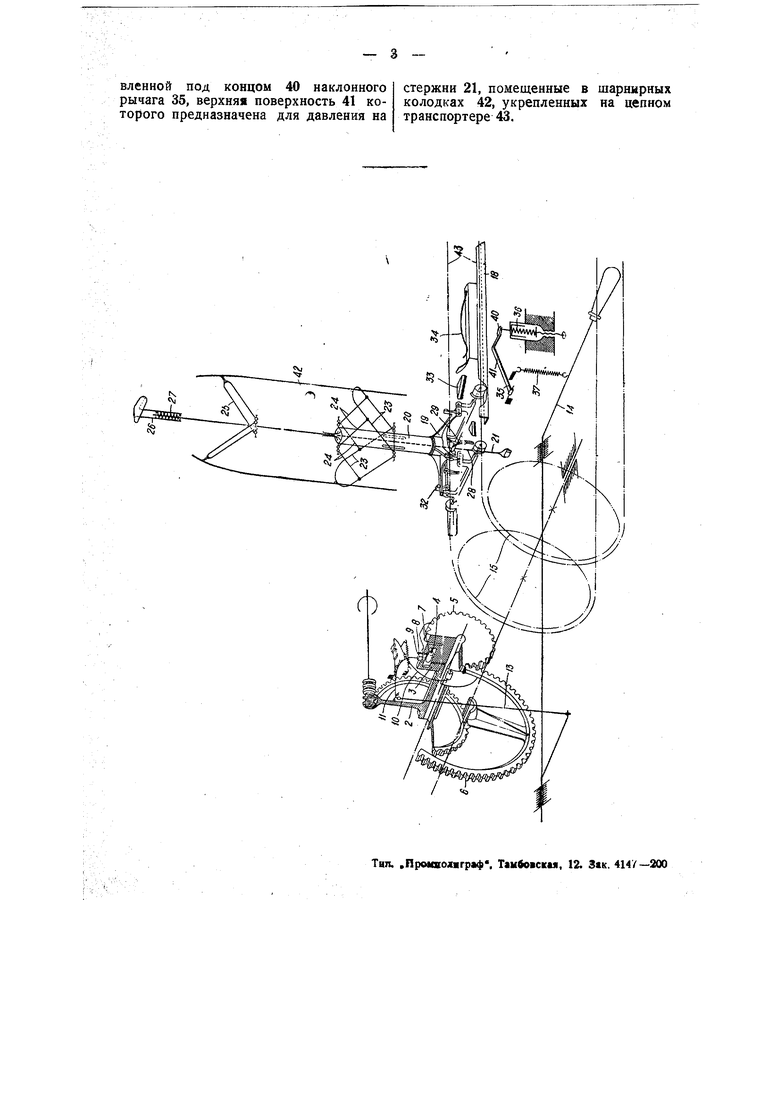
На чертеже изображена в перспективе общая схема машины.
Предлагаемая машина имеет следующее устройство. Шарнирные колодки 42, образующие в совокупности форму голенища, укреплены к коромыслам и тягам 23, 25. Последние, в свою очередь, укреплены к стержню 21, на одном конце которого посажен ролик, а на другом-пяточный упор 26 и пружина 27.
На этом же стержне расположена зубчатая рейка 28.
Стержень 21 покоится в направляющих, размещенных в трубчатой стойке 20, к которой также прикреплены тяги 24, определяющие собой траекторию движения колодок. Трубчатая стойка ввернута в чугунный корпус 19, укрепленный к тяговому органу машины-цепям транспортера 43. Корпус 19 крепится шарнирами и собачкой 32.
Рабочий процесс происходит следующим образом. Рабочий надевает голе-нище сапога на колодки 42 и приводит машину в движение. Механизм, несущий колодки, будучи укреплен к цепям, перемешается на ходовых роликах по направляющим 18. На пути ролик стержня 21, встречая наклонный рычаг 35i начинает подниматься по его верхней поверхности 41 вместе со стержнем 21, который разводит коромысла
и тяги 23, 25 до тех пор, пока колодки растянут голенище до принятых пределов напряжения материала голенища.
Положение растянутого голенища фиксируется собачкой 29, укрепленной в корпусе 19 и входящей в зацепление с рейкой 28. При дальнейщем перемещении механизма хвост собачки 32 отводится клином 33 и весь механизм может быть отклонен в сторону рабочего на 90°. В это время машина автоматически останавливается и механизм при опрокидывании опирается лапками на рессорную поверхность 34. После производства ряда технологических операций механизм с растянутым на нем голенищем возвращается в первоначальное положение и при вторичном включении машины перемещается дальше, дав место следующему. На пути передвижения в обмотке сопротивления, укрепленного в колодках, проходит электрический ток, нагревая полости до температуры 80°. Таким образом, формовка голенищ происходит при совместном действии растяжения и температурного эффекта, что воспроизводит аналогию с утюжкой. Сапог находится в машине в течение около 5 мииут. К цепям укреплены по пятнадцати механизмов в два ряда.
Для достижения равномерного растягивания голенища конец 40 наклонного рычага 35 опирается на пружину 36, тогда как другой конец его укреплен шарниром к корпусу. Так как прогиб пружины изменяется прямо пропорционально силе, на .нее действующей, то по этому же закону изменяется усилие, действующее вдоль стержня 21. Таким образом при растяжке голенищ всех размеров сила растяжки остается величиной постоянной.
Привод машины состоит из двух пар передач-червячной пары и пары цилиндрических шестерен. По условию работы машины необходимо, чтобы она автоматически останавливалась после каждой четверти оборота приводного вала. Для достижения этого червячное колесо 2 снабжено удлиненной ступицей, на котооой укреплен диск 3, имеюший ряд отверстий. На валу червячного колеса свободно посажены кулачок 4
и шестерня 5. В теле кулачка высверлено гнездо, куда вставлен штифт 7, стремящийся быть вытолкнутым пружиной. Штифт имеет палец 8, опирающийся на плоскость клинового рычага 9, который не позволяет штифту войти в одно из отверстий дкска 3. Для включения машины необходимо поднять клиновой рычаг 9 путем нажима пускового рычага 14 и опускания тяги 13. При этом рычаг включения П поворачивается и приподнимает клиновой рйчаг 9 через остановочный рычаг 10, который укреплен на клиновом рычаге и зубчатой пластинкой зацеплен с рычагом включения 11. После того, как клиновой рычаг 9 поднят, штифт 7 проникает в одно из отверстий диска и передает вращение паре шестерен 5 и 6. Один оборот шестерни 5 соответствует одной четверти оборота шестерни 6, сидящей иа одном валу с приводными звездочками 15. Кулачок 4, вращаясь, своим большим радиусом отводит плечо остановочного рычага 10, который, выйдя из зацепления с рычагом включения 11, опускается под действием собственного веса и силы пружины вместе с клиновым рычагом 9. Клин опускается на боковую поверхность кулачка 4 и выключает штифт 7 из диска 3 в то время, когда иа клиновую плоскость начнет находить палец 8. Для вторичного пуска машины необходимо поднять пусковой рычаг, что достигается пружиной 37, после того как рукоятка рычага освобождена от руки рабочего; при этом тяга 13 поднимается и заводит зуб рычага включения И под зуб рычага останова 10, после чего механизм готов совершить вторичное включение машины по воле рабочего.
Машина рассчитана на производство 1200-1500 пар сапог в смену и занимает около 4 м производственной площади.
Предмет изобретения.
Машина для формования голенища сапога с шарнирными расширяющимися колодками, отличающаяся применением, с целью равномерного растягивания голенища пружины 36, установленной под концом 40 наклонного рычага 35, верхняя поверхность 41 которого предназначена для давления на
стержни 21, помещенные в шарнирных колодках 42, укрепленных на цепном транспортере 43.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАТЯЖНАЯ МАШИНА | 1929 |
|
SU27311A1 |
| Устройство для передачи шестов с кожами или другими предметами с нижнего транспортера на верхний | 1939 |
|
SU58288A1 |
| Станок для формования валяной обуви на колодке | 1956 |
|
SU106020A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАСТИЛКИ ВАЛЕНОГО САПОГА | 1931 |
|
SU36021A1 |
| МАШИНА ДЛЯ ПРОБИВАНИЯ ОТВЕРСТИЙ В СТАТИСТИЧЕСКИХ КАРТОЧКАХ | 1925 |
|
SU2852A1 |
| Насадочная машина для формования валяных сапог | 1982 |
|
SU1033603A1 |
| Машина для намазки шкур сернистым натром и т.п. | 1937 |
|
SU54609A1 |
| Машина для формования носочной части юфтевой обуви | 1981 |
|
SU967463A1 |
| Устройство для изготовления сапог методом литья под давлением из термопластичного материала | 1987 |
|
SU1494856A3 |
| Устройство для изготовления основ валяных сапог | 1939 |
|
SU57388A1 |