Изобретение относится к изготовлению обуви из полимерного материала и предназначено лля изготовления литьем под давлением из термопластич- ного материала сапог, имеющих голенища другого цвета, чем верхняя часть голе1шща и подошва.
Цель изобретения - расширение т.ех- нологических возможностей устройства за счет обеспечения возможности изготовления сапог с отличными по цвету DT голенища верхней частью и подошвой.
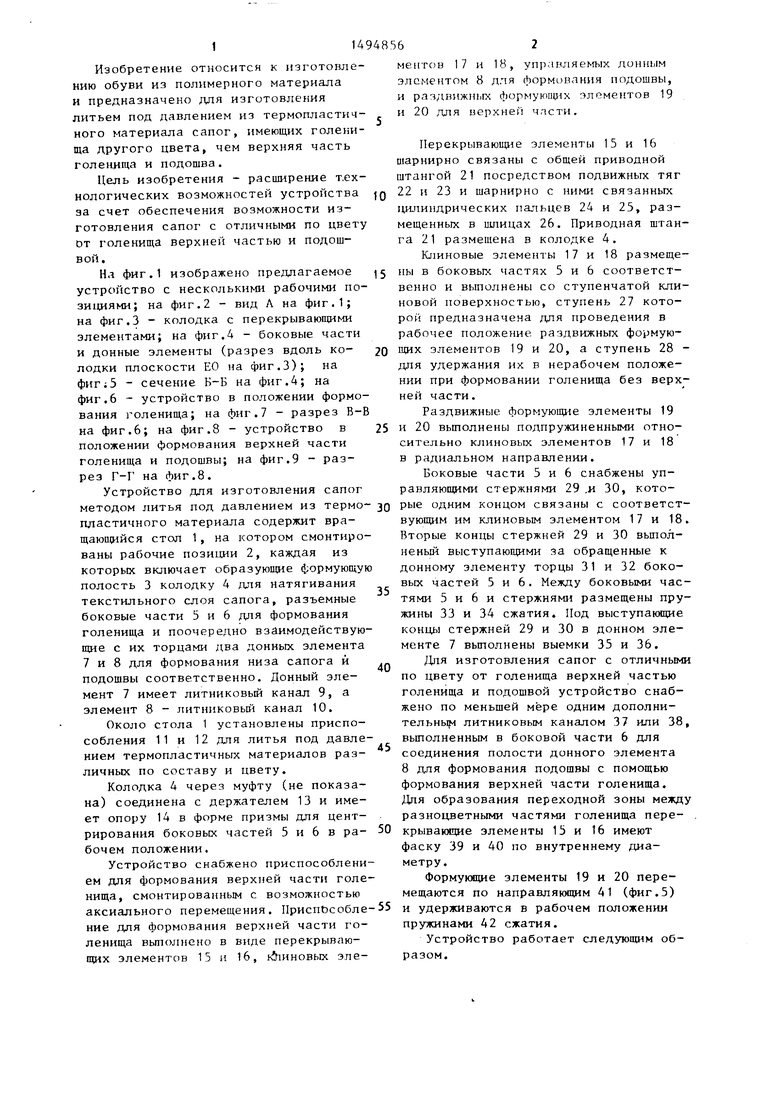
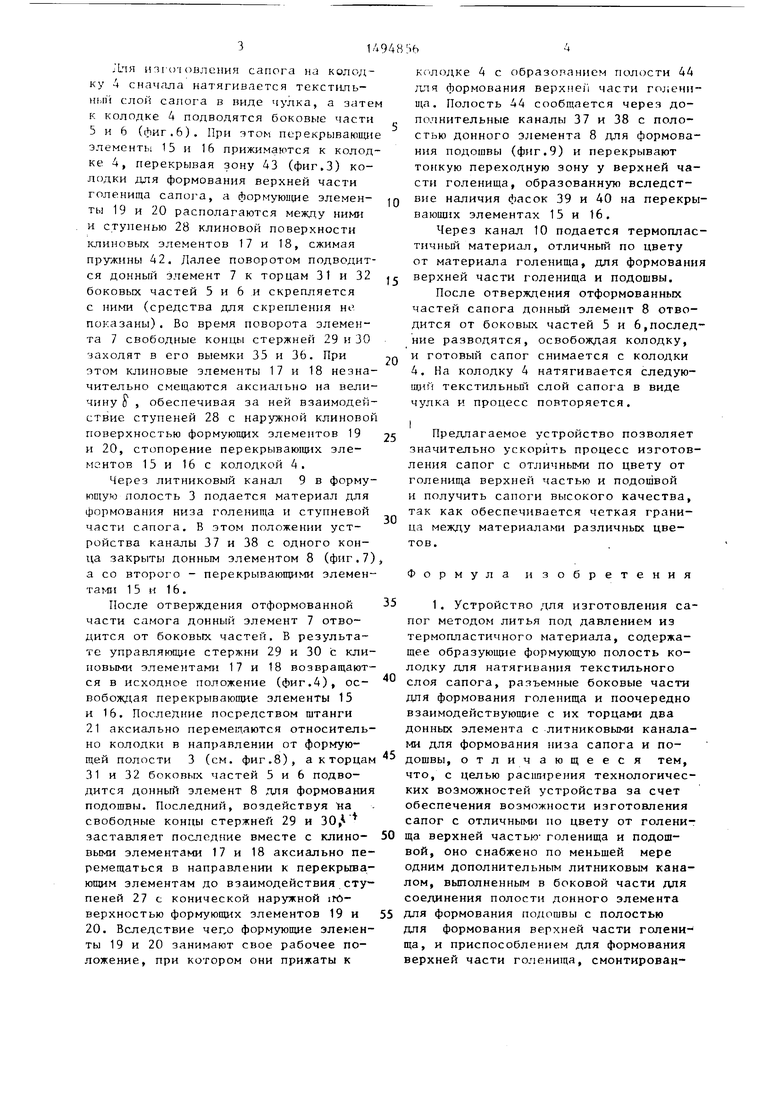
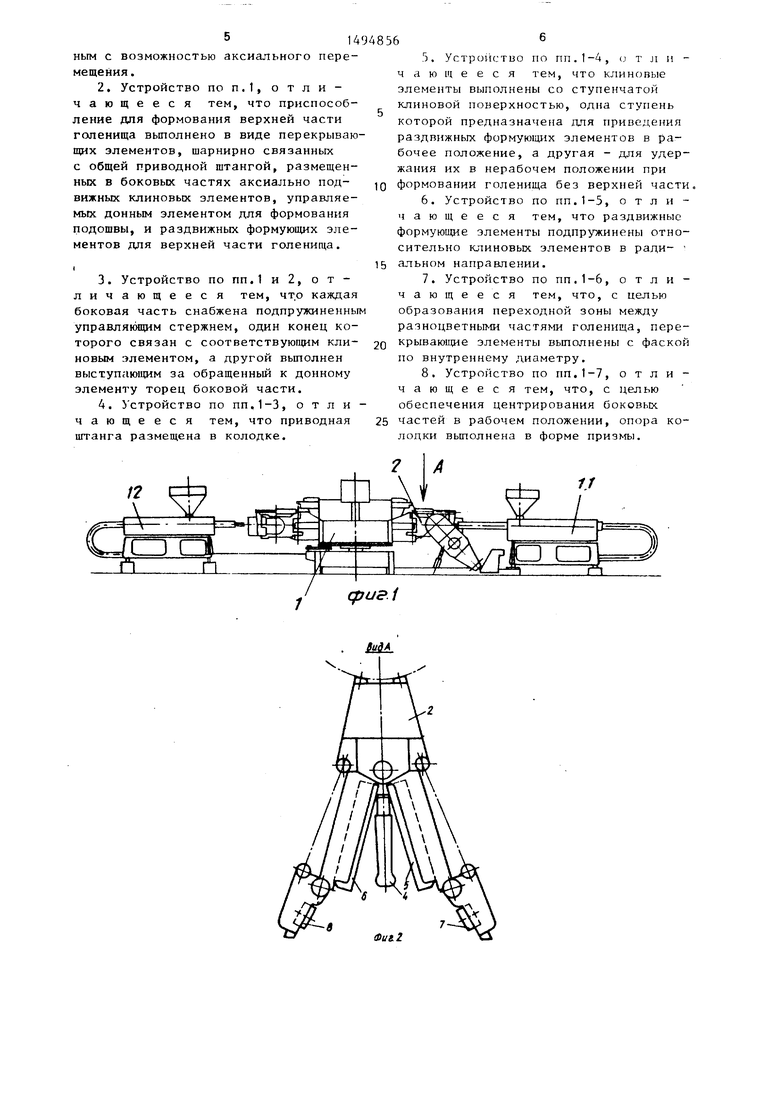
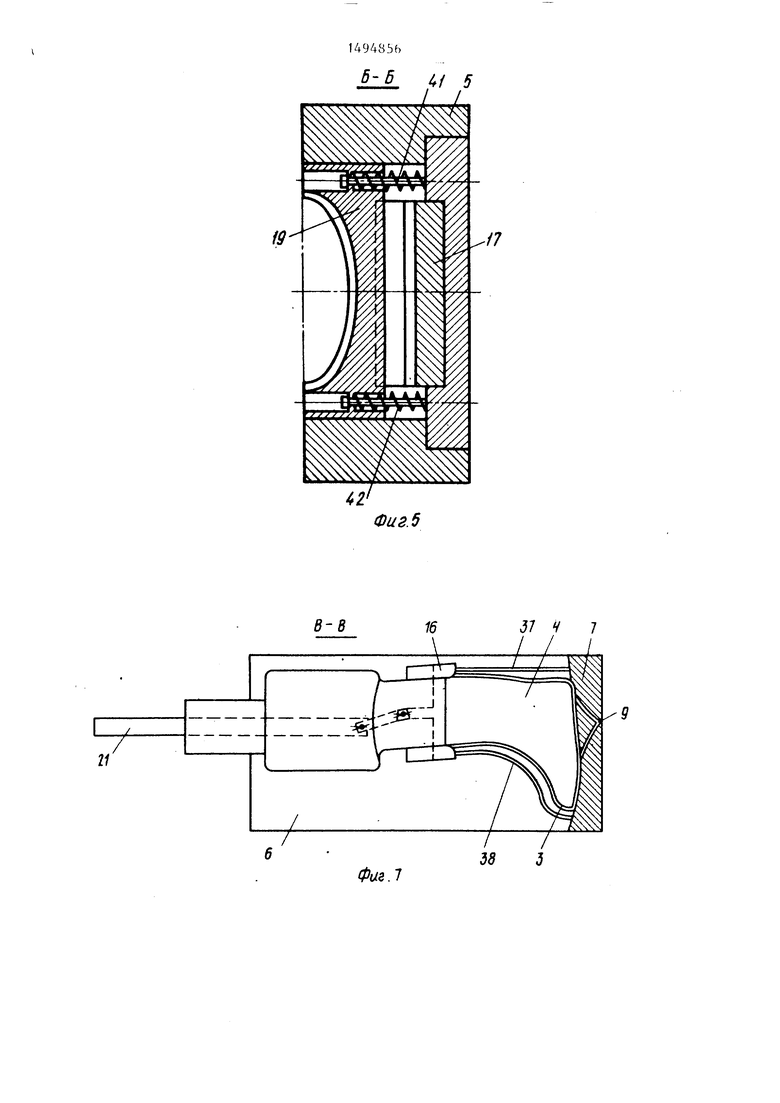
Н.ч фиг . 1 изображено предлагаемое устройство с несколькими рабочими по- ЗИ1Д1ЯМИ; на фиг. 2 - вид Л на фиг. 1; на фиг.З - колодка с перекрывающими элементами; на фиг.4 - боковые части и донные элементы (разрез вдоль ко- лодки плоскости ЕО на фиг.З); на фиг;5 - сечение К-Б на фиг.4; на фиг.6 - устройство в положении формования голенища; на фиг.7 - разрез Вна фиг.6; на фиг.З - устройство в положении формования верхней части голенища и подошвы; на фиг.9 - разрез Г-Г на фиг.8.
Устройства для изготовления сапог методом литья под давлением из термо пластичного материала содержит вра- щаюа(ийся стол 1, на котором смонтированы рабочие позиции 2, каждая из которых включает образующие формующу полость 3 колодку 4 для натягивания текстильного слоя сапога, разъемные боковые части 5 и 6 для формования голенища и поочередно взаимодействующие с их торцами два донных элемента 7 и 8 для формования низа сапога и подощвы соответственно. Донный элемент 7 имеет литниковьй канал 9, а элемент 8 - литниковый канал 10.
Около стола 1 установлены приспособления 11 и 12 для литья под давлением термопластичных материалов различных по составу и цвету.
Колодка 4 через муфту (не показана) соединена с держателем 13 и имеет опору 14 в форме призмы для центрирования боковых частей 5 и 6 в ра- бочем положении.
Устройство снабжено приспособлением для формования верхней части голенища, смонтированным с возможностью аксиального перемещения. 11риспЬсобле ние для формования верхней части голенища вьтолнено в виде перекрывающих элементов 15 и 16, каиновых эле
ч- . 14948562
ментов 17 и 18, управляеь ых донным элементом 8 для формования подошвы, и раздвижных формуюиц1х элементов 19 и 20 для верхней части.
5 0 5
о
0
5
5
0
5
Перекрывающие элементы 15 и 16 шарнирно связаны с общей приводной штангой 21 посредством подвижных тяг 22 и 23 и шарнирно с ними связанных пдлиндрических пальцев 24 и 25, размещенных в шлицах 26. Приводная штанга 21 размещена в колодке 4.
Клиновые элементы 17 и 18 размещены в боковых частях 5 и 6 соответственно и выполнены со ступенчатой клиновой поверхностью, ступень 27 которой предназначена для проведения в рабочее положение раздвижных формующих элементов 19 и 20, а ступень 28 - для удержания их в нерабочем положении при формовании голенища без верхней части.
Раздвижные формующие элементы 19 и 20 выполнены подпружиненными относительно клиновых элементов 17 и 18 в радиальном направлении.
Боковые части 5 и 6 снабжены управляющими стержнями 29 .и 30, которые одним концом связаны с соответствующим им клиновым элементом 17 и 18. Вторые концы стержней 29 и 30 выпол- неный выступающими за обращенные к донному элементу торцы 31 и 32 боковых частей 5 и 6. Между боковыми частями 5 и 6 и стержнями размещены пружины 33 и 34 сжатия. Под выступающие концы стержней 29 и 30 в донном элементе 7 выполнены выемки 35 и 36.
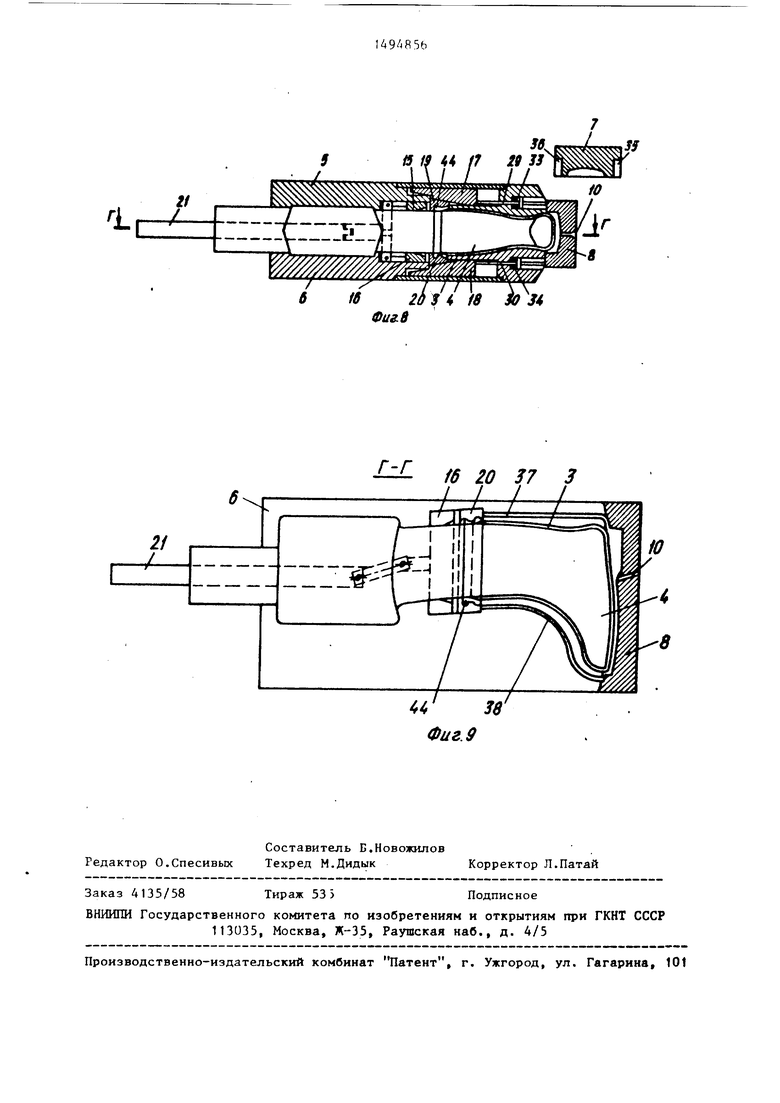
Для изготовления сапог с отличными по цвету от голенища верхней частью голенища и подошвой устройство снабжено по меньшей мере одним дополнительным литниковым каналом 37 или 38, выполненным в боковой части 6 для соединения полости донного элемента 8 для формования подошвы с помощью формования верхней части голенища. Для образования переходной зоны между разноцветными частями голенища пере- . крывающие элементы 15 и 16 имеют фаску 39 и 40 по внутреннему диаметру.
Формукицие элементы 19 и 20 перемещаются по направляющим 41 (фиг.5) и удерживаются в рабочем положении пружинами 42 сжатия.
Устройство работает следующим образом.
31Д
. 1тя изготовления сапога на колодку 4 сначала натягивается текстильный слой сапога в виде чулка, а зате к колодке 4 подводятся боковые части 5 и 6 (фиг.6). При этом перекрывающи элементы 15 и 16 прижимаются к колодке 4, перекрывая зону 43 (фиг.З) колодки для формования верхней части голенища сапога, а формующие элемен- ты 19 и 20 располагаются между и ступенью 28 клиновой поверхности слиновьгх элементов 17 и 18, сжимая пружины 42. Далее поворотом подводится донный элемент 7 к торцам 31 и 32 боковых частей 5 и 6 и скрепляется с ними (средства для скрепления не показаны). Во время поворота элемента 7 свободные концы стержней 29 и 30 заходят в его выемки 35 и 36. При этом клиновые элементы 17 и 18 незначительно смещаются аксиально на величину S ) обеспечивая за ней взаимодействие ступеней 28 с наружной клиновой поверхностью формующих элеме}1тов 19 и 20, стопорение перекрывающих элементов 15 и 16 с колодкой 4.
Через литниковый канал 9 в форму- полость 3 подается материал для формования низа голенища и ступневой части сапога. В этом положении устройства каналы 37 и 38 с одного конца закрыты донным элементом 8 (фиг.7) а со второго - перекрывающими элементами 15 н 16.
После отверждения отформованной части самога донный элемент 7 отводится от боковых частей. В результате управляющие стержни 29 и 30 с клиновыми элементами 17 и 18 возвращаются в исходное положение (фиг.4), ос- вобождая перекрывающие элементы 15 и 16. Последние посредством щтанги 21 аксиально перемещаются относительно колодки в направлении от формующей полости 3 (см. фиг.8), а к торцам 31 и 32 боковых частей 5 и 6 подводится донный элемент 8 для формования подошвы. Последний, воздействуя на свободные концы стержней 29 и 30, заставляет последние вместе с клино- выми элементами 17 и 18 аксиально перемещаться в направлении к перекрьша- ющим элементам до взаимодействия ступеней 27 с конической наружной iru- верхностью формую цих элементов 19 и 20. Вследствие чег,о формующие элементы 19 и 20 занимают свое рабочее положение, при котором они прижаты к
20
48
in jc 5
5 0 5
0
Sb
кг.лодке 4 с образованием полости 44 для формования верхнеГ части голени- u(a. Полость 44 сообщается через дополнительные каналы 37 и 38 с полостью донного элемента 8 для формования подошвы (фиг.9) и перекрывают тонкую переходную зону у верхней части голенища, образованную вследствие наличия фасок 39 и 40 на перекрывающих элементах 15 и 16.
Через канал 10 подается термоплас- тичньй материал, отличный по цвету от материала голенища, для формования верхней части голенища и подошвы.
После отверждения отформованных частей сапога донный элемент 8 отводится от боковых частей 5 и 6,последние разводятся, освобождая колодку, и готовый сапог снимается с колодки 4. На колодку 4 натягивается следующий текстильньш слой сапога в виде чулка и процесс повторяется.
Предлагаемое устройство позволяет значительно ускорить процесс изготовления сапог с отличными по цвету от голенища верхней частью и подошвой и получить сапоги высокого качества, так как обеспечивается четкая грани- па между материалами различных цветов.
Формула изобретения
1. Устройство для изготовления сапог методом литья под давлением из термопластичного материала, содержащее образующие формующую полость колодку для натягивания текстильного слоя сапога, разъемные боковые части для формования голенища и поочередно взаимодействующие с их торцами два донных элемента с литниковыми каналами для формования низа сапога и по- дощвы, отличающееся тем, что, с целью рас1Ш1рения технологических возможностей устройства за счет обеспечения возможности изготовления сапог с отличными по цвету от голенища верхней частью голенища и подошвой, оно снабжено по меньщей мере одним дополнительным литниковым каналом, вьшолненным в боковой части для соединения полости донного элемента для формования подошвы с полостью для формования верхней части голени- ща, и приспособлением для формования верхней части голенища, смонтирован(риг.1
//
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления обуви | 1974 |
|
SU552015A3 |
| Устройство для приформовывания подошв непосредственно к голенищам | 1990 |
|
SU1826943A3 |
| Способ литья под давлением и крепления к верху обуви многослойной подошвы из эластичных полимерных материалов | 1968 |
|
SU673161A3 |
| Способ приформовывания многослойной подошвы к заготовке верха обуви и устройство для его осуществления | 1989 |
|
SU1837824A3 |
| ОБУВЬ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2750365C2 |
| Способ изготовления обуви с двухслойной подошвой | 1973 |
|
SU523629A3 |
| Способ изготовления утепленных сапог с верхом из войлока | 1987 |
|
SU1583074A1 |
| Машина для формования голенища сапога | 1935 |
|
SU49937A1 |
| Форма для изготовления обуви из эластомерного материала | 1983 |
|
SU1321361A3 |
| ТЛО-ТЕХНННЕСНДр! | 1971 |
|
SU302874A1 |
Изобретение относится к изготовлению обуви из полимерного материала и предназначено для изготовления сапог литьем под давлением. Цель изобретения - расширение технологических возможностей устройства за счет изготовления сапог с отличными по цвету от голенища верхней частью голенища и подошвой. Для этого устройство снабжено по меньшей мере одним дополнительным литниковым каналом для соединения полости донного элемента 8 для формования подошвы с полостью для формования верхней части голенища и приспособлением для формования верхней части голенища. Последнее выполнено в виде перекрывающих элементов (ПЭ) 15, 16, аксиально подвижных клиновых элементов (КЭ) 17, 18 и раздвижных формующих элементов (ФЭ) 19, 20 для верхней части голенища. ПЭ шарнирно связаны с общей приводной штангой 21, размещенной в колодке 4, КЭ размещены в боковых частях 5 и 6, а последние снабжены управляющими стержнями 29 и 30 для перемещения КЭ. На первой стадии формования сапога ПЭ закрывают зону формования верхней части голенища. При впрыске материала через канал 9 донного элемента 7 происходит формование голенища и его ступенной части. На второй стадии формования ПЭ отводятся, их место занимают ФЭ и через канал донного элемента 8 и дополнительный литниковый канал впрыскивается материал другого цвета для формования верхней части голенища и подошвы. 7 з.п.ф-лы, 9 ил.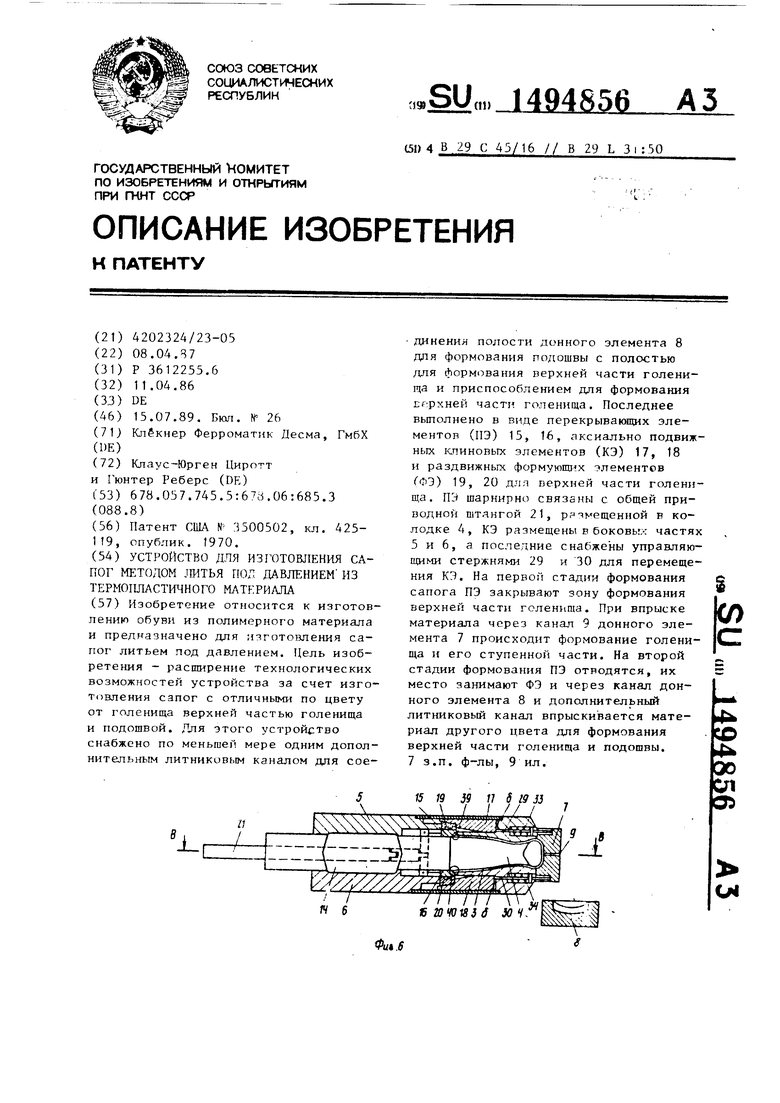
iDutl
25
23
2S2
22
15
U15
фиаЗ
7 в
.4
to t
В-В
21
Фиг.5
Фиг. 7
г-г
f6 20 37 3
L L I I
| Патент США № 3500502, кл | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
