Известные разъемные формы для изготовления бетонных труб. Согласно изобретению предлагается форма, отличительной особенностью которой является выполнение ее только лишь с одним продольным разрезом для удаления через него изделий путем раздвижения разреза изгибанием корпуса формы.
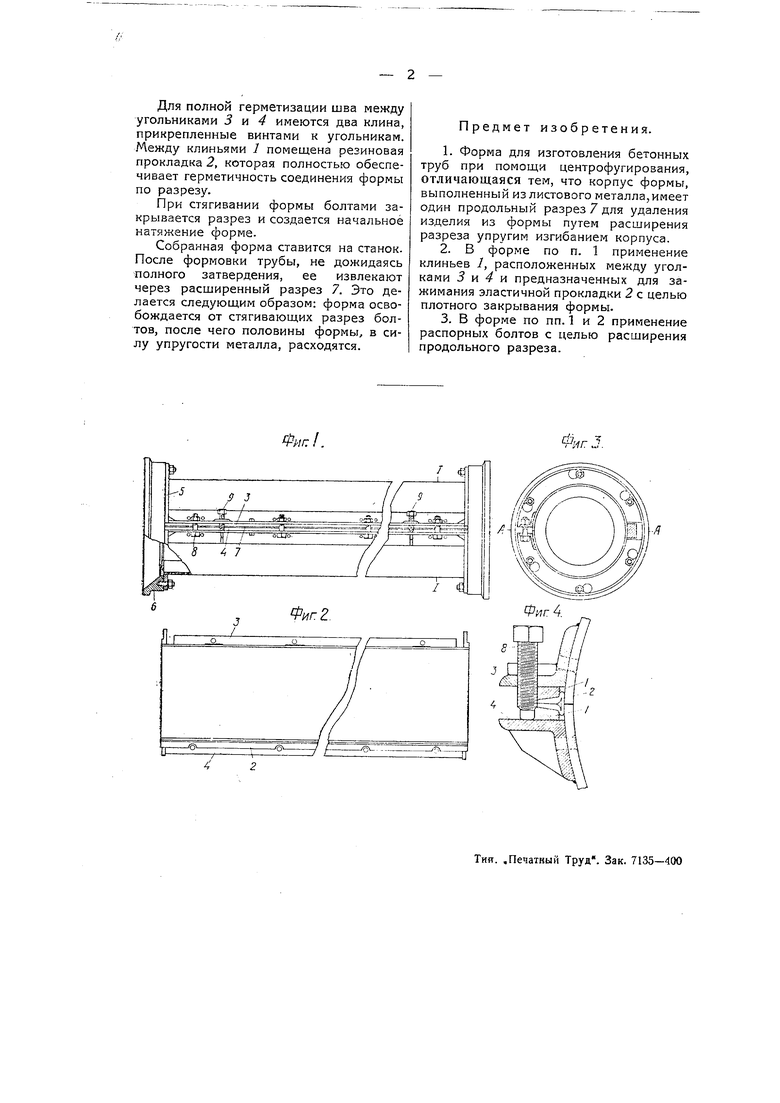
Фиг. 1 чертежа изображает боковой вид формы со стороны шва; фиг. 2- поперечный разрез ее по /-/ фиг. 1; фиг. 3-продольный разрез по А-Л фиг. 2; фиг. 4 представляет соединение формы по разрезу в поперечном виде.
Современные формы для изготовления труб центробежным способом состоят из двух полуцилиндров, скрепленных между собой болтами.
Исходя из конструкции форм, строится и технологический процесс изготовления труб, заключающийся в следующем. Собранная форма ставится на станок, в ней отформовывается труба, а после этого изготовленная труба вместе с формой поступает на место выдержки для отвердения бетона. Новые методы ускорения твердения бетона, конечно, сильно снижают время занятости формы, примерно до одних суток (после чего только можно снять форму с уже отвердевшей трубы), но все же для бесперебойной работы станка требуется при его производительности в настоящее время 28 шт. в смену, полное количество форм составляет 28 шт. плюс 4 запасных, всего 32 шт.
Из описания технологического процесса видно, что формы являются с одной стороны лимитирующим фактом повышения производительности станка,, а с другой стороны сильно повышают себестоимость изделий благодаря больщой стоимости форм.
Вторым недостатком современного способа изготовления труб центробежным способом является затрата большого количества рабочей силы на сборку и разборку форм: требуется отвернуть и завернуть 16 болтов (два шва) и снять полуцилиндры.
Предлагаемая форма изготовляется из одного цилиндра с прорезом 25- 35 мм, у концов которого приварены разрезные фланцы 5 для прикрепления бандажей 6 существующих конфигураций.
Для сжатия формы у кромок прореза привариваются уголки 3, 4 с не вынимаемыми во время сборки и разборки формы болтами 8.
Для предельного разжима на случай необходимости (осмотр, прочистка и проверка кромок прорези) имеются вспомогательные болты 9, которые сжимают форму до предела, т. е. до положения, предупреждающего потерю пружинящих свойств металла.
Для полной герметизации шва между угольниками 3 и 4 имеются два клина, прикрепленные винтами к угольникам. Между клиньями 1 помещена резиновая прокладка 2, которая полностью обеспечивает герметичность соединения формы по разрезу.
При стягивании формы болтами закрывается разрез и создается начальное натяжение форме.
Собранная форма ставится на станок. После формовки трубы, не дожидаясь полного затвердения, ее извлекают через расширенный разрез 7. Это делается следующим образом: форма освобождается от стягивающих разрез болтов, после чего половины формы, в си.пу упругости металла, расходятся.
Предмет изобретения.
1.Форма для изготовления бетонных труб при помощи центрофугирозания, отличающаяся тем, что корпус формы, выполненный из листового металла, имеет один продольный разрез 7 для удаления изделия из формы путем расширения разреза упругим изгибанием корпуса.
2.В форме по п. 1 применение клиньев /, расположенных между уголками 3 я 4 и предназначенных для зажимания эластичной прокладки 2 с целью плотного закрывания формы.
3.В форме по пп. 1 и 2 применение распорных болтов с целью расширения продольного разреза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления бетонных труб путем центрофугирования | 1935 |
|
SU50007A1 |
| Затвор для центробежных форм | 1938 |
|
SU60182A1 |
| ПЕРЕДВИЖНАЯ ОПАЛУБКА ДЛЯ СТРОИТЕЛЬСТВА ТОННЕЛЕЙ ОТКРЫТЫМ СПОСОБОМ | 2024 |
|
RU2830678C1 |
| Форма выполнения приспособления к ткацкому станку для продевания уточной нити в глазок челнока, охарактеризованного в патенте № 9066 | 1928 |
|
SU17131A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Подмости | 1980 |
|
SU920168A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ЩИТОВ ОПАЛУБКИ | 2001 |
|
RU2210659C1 |
| Станок для фальцевания кровельных металлических листов | 1928 |
|
SU10322A1 |
| СТАНОК ДЛЯ ДЕРЕВООБРАБОТКИ | 1992 |
|
RU2047481C1 |
| Станок для изготовления шплинтов | 1945 |
|
SU68568A1 |

