Предлагаемый стгшок для фальцования кровельных металлических листов основан на применении поворотных помощью кулачков обжимных колодок и цилиндрической оправки, а в целях получения трубчатой части под углом к плоскости листа, перемещающейся посредством зубчатой рейки, давильной плиты.
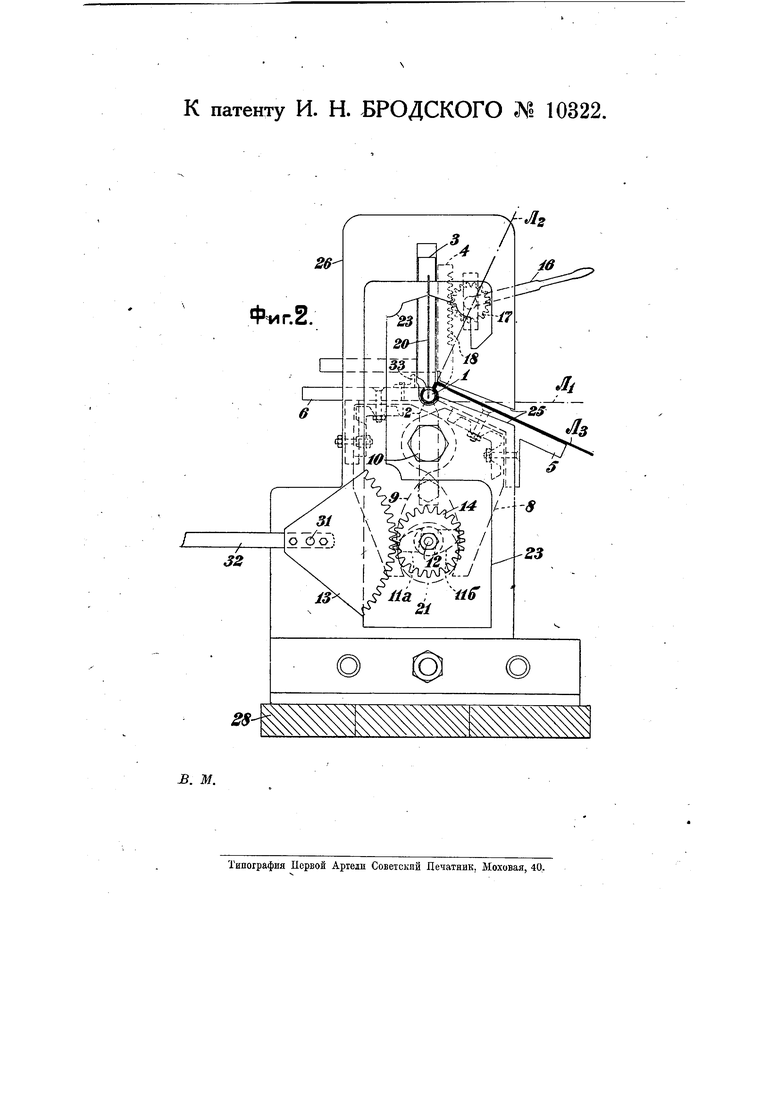
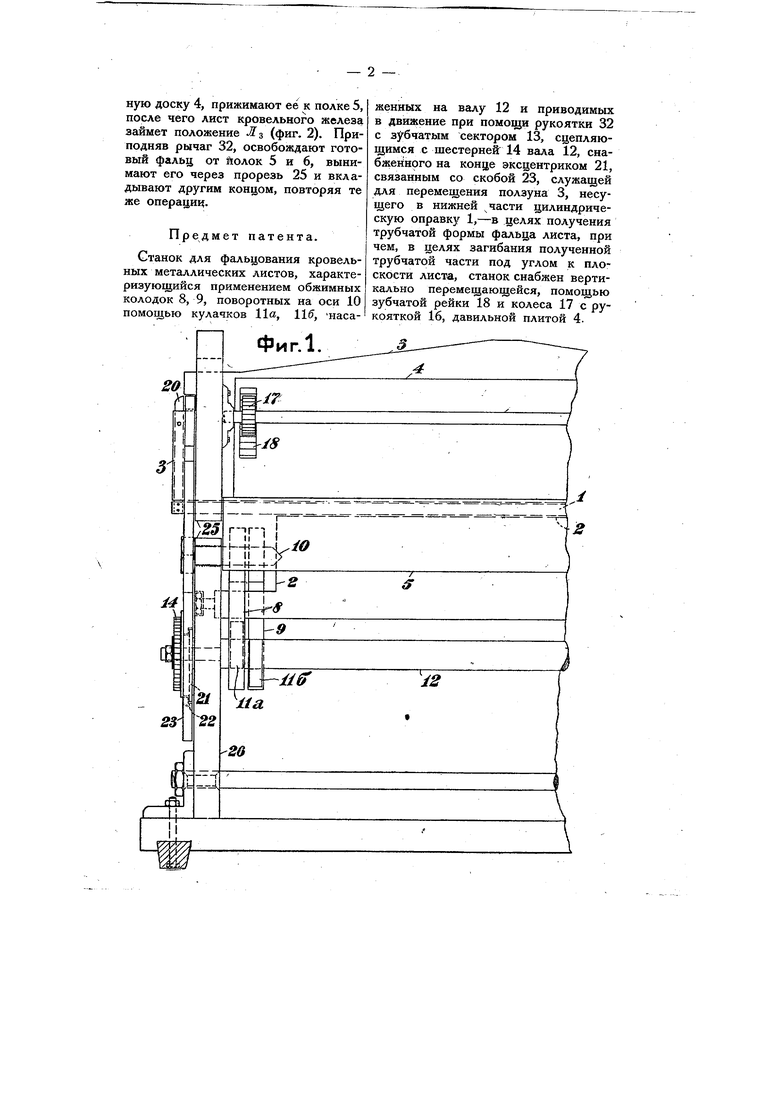
На чертеже фиг. 1 изображает вид спереди половины станка; фиг. 2- вид станка сбоку.
Станок состоит из укрепленной болтами, на дощатой площадке 28, стойки 26, в прорези верхней части которой перемещается ползунок 3, несущий соединенную с ним планкой 20, цилиндрическую оправку 1.
Через отверстие в планке 20, имеющей вертикг1льные перемещения, пропущено плечо скобы 23, сидящей, гнездом своим 22, на эксцентрике 21. Последний приводится во вращение зубчатым сектором 13 и сцеплф1ной с ним, сидящей на одном валу 12, с эксцентриком 21, шестеренкой 14. На этом же валу насажены два эксцентрика Ни и 116. раздвигающие, при горизонтальном своем положении обжимные колодки 8 и 9, вращающиеся на оси 10. Вверху станок снабжен, вертикально пере мещающейся, помощью зубчатой рейки 18 и зубчатого колеса 17, поворачиваемого рычагом 16, давнльнойдоской 4.
Чтобы вставить в станок лист кровельного железа для изготовления трубочных фальцов, рычгигом 16, по средством шестеренки 17 и зубчатой рейки 18, приподнимают кверху давильную доску 4.
Затем, повернув рычаг 32 вокруг оси 31, заставляют шестеренку 14 вращаться против часовой стрелки, вследствие чего эксцентрики На и 115 займут вертикальное положение и колодки 8 и 9 приблизятся, нижней своей частью, к оси 12. Верхние же части колодок, с прикрепленными к ним полками 5 и 6, разойдутся. Одновременно с этим, эксцентрик 21, вращаясь в гнезде 22 скобы 23; поднимет последнюю, а тем самым и связанный с нею ползун 3 кверху. После этого вставив лист кровельного железа в положение Л1 и продвинув его до упорного угольника 33, нажимают рычаг 32 вниз, вращая тем самым тестерню 14 по часовой стрелке. При этом эксцентрики На и 115, приняв горизонтальное положение, раздвигают обжимные колодки 8 и 9 в положение, указанное на фиг. 2, а эксцентрик 21,опуская скобу 23 книзу, нажмет валиком 1 на лист и прижмет его к yhopy 2. Полки же 5 и 6, обогнут при этом Лист железа, который займет положение . (фиг. 2). Затем рычагом 16, опуская давильную доску 4, прижимают её к полке 5, после чего лист кровельного железа займет положение Л (фиг. 2). Приподняв рычаг 32, освобождают готовый фальц от йолок 5 и 6, вынимают его через прорезь 25 и вкладывают другим концом, повторяя те же операци1{.
Предмет патента.
Станок для фальцования кровельных металлических листов, характеризующийся применением обжимных колодок 8, 9, поворотных на оси 10 помощью кулачков На, 115, насаженных на валу 12 и приводимых в движение при помощи рукоятки 32 с зубчатым сектором 13, сцепляющимся с шестерней 14 вала 12, снабжейного на конце эксцентриком 21, связанным со скобой 23, служащей для перемещения ползуна 3, несущего в нижней части цилиндрическую оправку 1,-в целях получения трубчатой формы фальца листа, при чем, в целях загибания полученной трубчатой части под углом к плоскости листа, станок снабжен вертикально перемещающейся, помощью зубчатой рейки 18 и колеса 17 с рукояткой 16, давильной плитой 4.
2g
ФИГ.Й.
J2
2S
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для загибания краев кровельных листов | 1930 |
|
SU25160A1 |
| МАШИНА ДЛЯ СШИВАНИЯ И ФАЛЬЦОВАНИЯ ТЕТРАДЕЙ, БРОШЮР И Т. П. | 1934 |
|
SU43872A1 |
| Плоскошлифовальный станок | 1932 |
|
SU28126A1 |
| Приспособление к швейной машине для пришивки, например, ушков к голенищам | 1953 |
|
SU98478A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ КАРТУЗОВ | 1926 |
|
SU7985A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЧЕРТЕЖНЫХ КНОПОК | 1925 |
|
SU5586A1 |
| МАШИНА ДЛЯ ШНУРОВАНИЯ ЗАГОТОВОК | 1950 |
|
SU90434A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| Способ комбинирования внутреннего и внешнего формования обуви и оборудование для выполнения указанного способа | 1958 |
|
SU123867A1 |
| Устройство для горячей вулканизации резинового низа обуви | 1944 |
|
SU68544A1 |