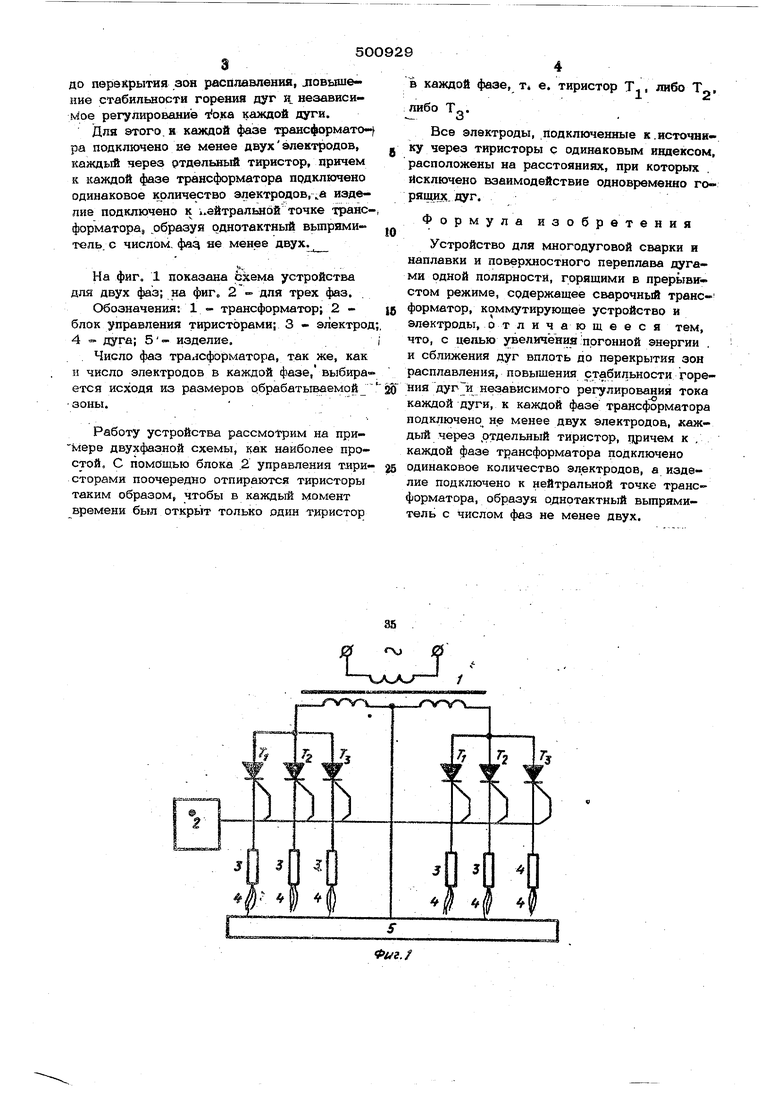
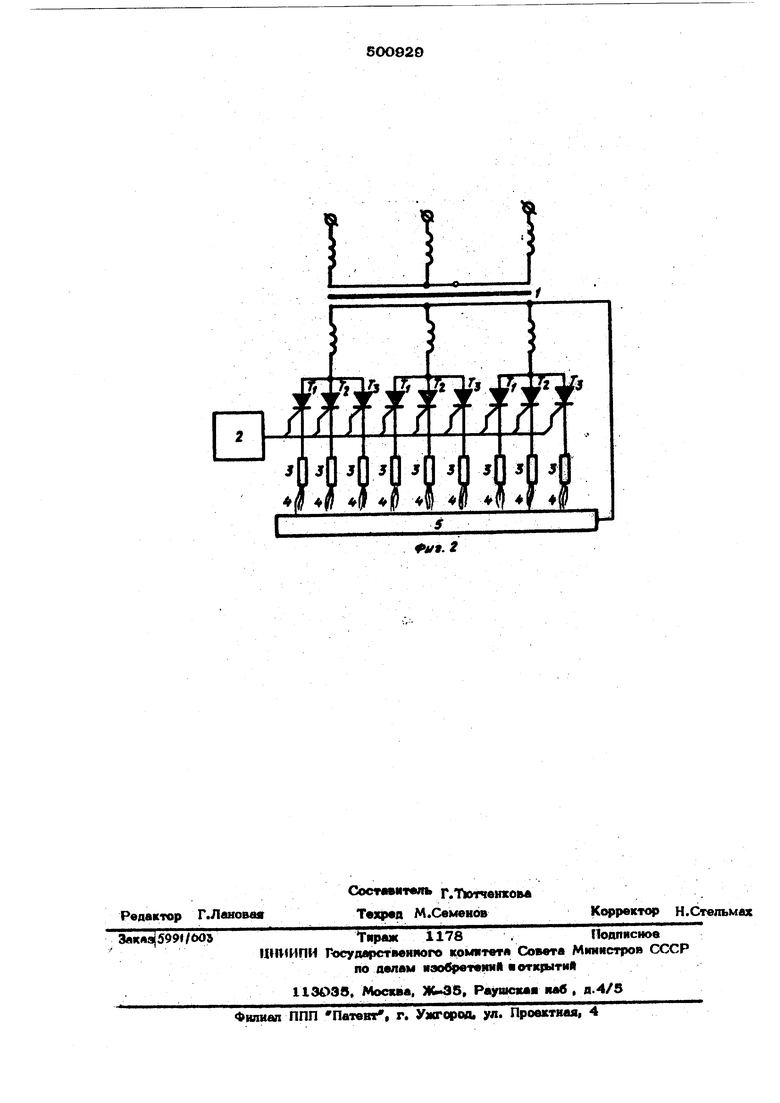
до перекрытия зон расплавления, ловышение стабильности горения дуг и. независимое регулирование тока каждой дуги. Для этого, н каждой фазе трансформатора подключено не менее двух электродов, каждый через ртдельный тиристор, причем к каждой фазе трансформатора подключено одинаковое количество электродов,й изделие подключено к нейтральнойточке транс форматора .образуя однотактный вьшрямитель. с числом, фад не менее двух. 41,.,. . На фиг. 1 показана Ьхема устройства для двух фаз; на фиг. 2 - для трех фаз. Обозначения: 1 - трансформатор; 2 блок управления тиристорами; 3 - электро 4 дуга; 5- изделие. Число фаз трансформатора, так же, как и число электродов в каждой фазе, выбира ется исходя из размеров обрабатываемой зоны. Работу устройства рассмотрим на двухфазной схемы, как наиболее простой. С помощью блока .2 управления тлри сторами поочередно отпираются тиристоры таким образом, чтобы в каждый момент времени был открыт только один тиристор в каждой фазе, т е. тиристор Т-, либо Т, либо Т,,. - «j Все электроды, подключенные к.источнику 2ерез тиристоры с одинаковым индексом, расположены на расстояниях, при которых . исключено взаимодействие одновременно горящи х. дуг. Формула изобретения Устройство для многодуговой сварки и наплавки и поверхностного переплава дугами одной полярности, горящими в прерывистом режиме, содержащее сварочный трансформатор, коммутирующее устройство и электроды, о т личающееся тем, что, с цепью увеличения погонной энергии , и сближения дуг вплоть до перекрытия зон расплавления, повышения стабильности ropeния дуг JH независимого регулирования тока каждой дуги, к каждой фазе трансформатора подключено не менее двух электродов, каждый через ртдельный тиристор, цричем к , каждой фазе трансформатора подключено одинаковое количество электродов, а изделие подключено к нейтральной точке трансформатора, образуя рднотактный вьшрямитель с числом фаз не менее двух.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНЫЙ ТРАНСФОРМАТОР ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2537683C1 |
| Трехфазный выпрямитель | 1978 |
|
SU721266A2 |
| СПОСОБ ДУГОВОЙ СВАРКИ И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069613C1 |
| Источник питания для дуговой сварки | 1977 |
|
SU925571A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОКА ТРЕХФАЗНОЙ ДУГОВОЙ ЭЛЕКТРОПЕЧИ И УСТАНОВКА ТРЕХФАЗНОЙ ЭЛЕКТРОДУГОВОЙ ПЕЧИ ПРЯМОГО НАГРЕВА | 1990 |
|
RU2086076C1 |
| УСТРОЙСТВО ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОСТОЯННОГО ТОКА | 1996 |
|
RU2096147C1 |
| Устройство для дуговой сварки на переменном токе | 1974 |
|
SU513800A1 |
| Регулятор сварочного тока | 1985 |
|
SU1296337A1 |
| Способ аргонно-дуговой сварки асимметричным током неплавящимся электродом алюминия и его сплавов и устройство для его осуществления | 1988 |
|
SU1694360A1 |
/
