Изобретение относится к области литейного производства, в частности к производству литья по выплавляемым моделям.
Известно, что отливка, а значит и формооболочка, в литье по выплавляемым моделям имеют высокую степень сложности. Это в основном сложнополостная конфигурация отливок с малыми размерами отверстий, с тонкими стенками и вертикальной : 1ногоярусной литниковой системой.
Лабиринты формы иногда столь сложны, что трудно достигнуть одинаковую газотворную способность во всех частях формооболочки.
Применяемый в качестве сухого опорного наполнителя при формовке и последующей высокотемпературной прокалке оболочек кварцевый песок является химически инертным при высоких температурах, не способным взаимодействовать с углеродом формы для его выгорания.
Кроме того, песок обладает низкой теплопроводностью, поэтому и прогрев формы через наполнитель проходит медленно, что приводит к низким скоростям испарения и газовыделения из нагреваемой формы.
После прокалки углеродная составляющая распределяется по объему формы неравномерно, наблюдается увеличенное коксообразование модельного состава на поверхности оболочки и в ее порах. Это в конечном итоге влияет на газификацию в процессе заливки формы жидким металлом. Отливки получаются низкого качества.
Для удаления углеродной составляющей из формы необходимо создать такие окислительные условия, которые бы равномерно действовали во всем объеме формооболочки.
Цель изобретения - улучшение качества отливок, а именно, улучшение условий прокалки формы.
Для этого предложено применять в качестве сухого опорного наполнителя молотый металлургический шлак конверторного производства, состоящий из окислов, способных при высоких температурах быть окислительной средой для углерода формы.
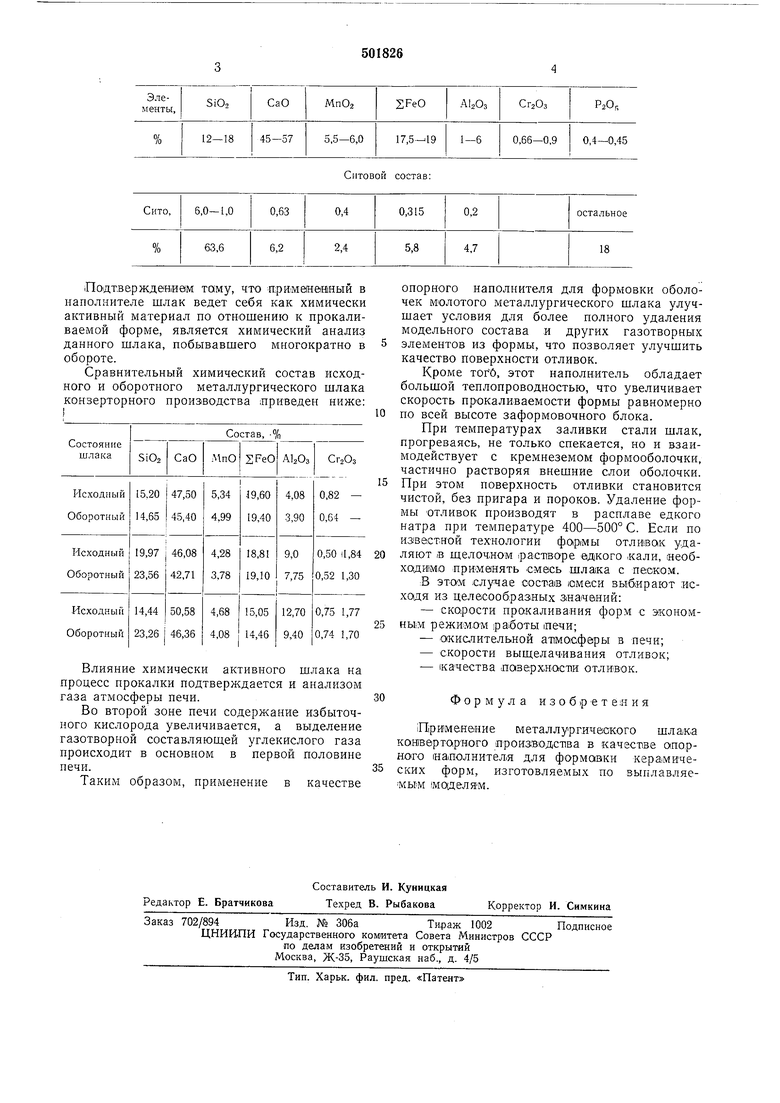
Исходные данные предложенного шлака следующие:
Ситовой состав:
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления форм по выплавляемым моделям | 1989 |
|
SU1729681A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2006 |
|
RU2367539C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2302311C1 |
| Состав для формовки керамических форм | 1990 |
|
SU1770021A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ В ТОЧНОМ ЛИТЬЕ И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ | 2008 |
|
RU2385782C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532753C1 |
| Способ изготовления керамических форм по выплавляемым моделям | 2021 |
|
RU2756703C1 |
| Обсыпочный материал для изготовления оболочковых форм по выплавляемым моделям | 1982 |
|
SU1068203A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ КЕРАМИЧЕСКИХ ФОРМ | 2015 |
|
RU2604281C1 |
| Способ прокалки керамических форм,получаемых по выплавляемым моделям | 1978 |
|
SU927411A1 |
Подтверждением гаму, что лрименааный в наполнителе шлак ведет себя как химически активный материал по отношению к прокаливаемой форме, является химический анализ данного шлака, побывавшего многократно в обороте. Сравнительный химический состав исходного и оборотного металлургического шлака конверторного производства приведен ниже: Состав, % Влияние химически активного шлака на процесс прокалки подтверждается и анализом газа атмосферы печи. Во второй зоне печи содержание избыточного кислорода увеличивается, а выделение газотворной составляющей углекислого газа происходит в основном в первой половине печи. Таким образом, применение в качестве опорного наполнителя для формовки оболочек молотого металлургического шлака улучшает условия для более полного удаления модельного состава и других газотворных элементов из формы, что позволяет улучшить качество поверхности отливок. Кроме тогЪ, этот наполнитель обладает большой теплопроводностью, что увеличивает скорость прокаливаемости формы равномерно по всей высоте заформовочного блока. При температурах заливки стали шлак, прогреваясь, не только спекается, но и взаимодействует с кремнеземом формооболочки, частично растворяя внешние слои оболочки. При этом поверхность отливки становится чистой, без пригара и пороков. Удаление формы отливок производят в расплаве едкого натра при температуре 400-500° С. Если по извастной технологии формы отливок удаляют iB щелоч,ном (растворе едкого «али, необходи1М|0 применять смесь шла1ка с песком. ;В этом случае состав юмеси выбирают исходя из целесообразных значений: -ско рости нрокаливаиия форм с акономны:М режимом работы лечи; -окислительной атмосферы в печи; -скорости вьщелаЧИвания отливок; -(качества ПО(верхност1И отливок. Формула изобрете ния 1При1мене1Ние металлургического шлака конверторного производства в качестве опорного налолнителл для формовки керамических форм, изготовляемых по выплавляемым моделям.
