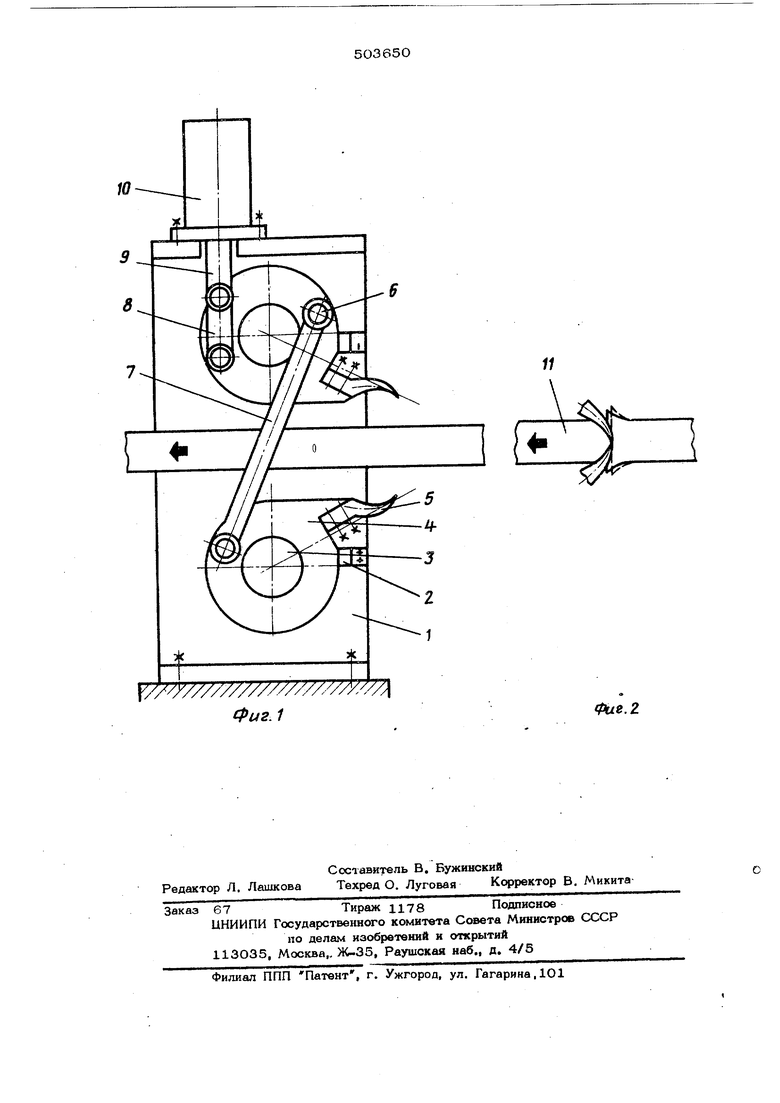
Ни фиг. 1 изображены предлагаемые нгаяшяиы, общий вид; на фиг. 2 - положение ножей в момент окончания разделения проката. Ножницы имеж)т корпус 1 с закреплеанымй на нем упорами 2 и осями 3, на которых устансявлены барабаны 4, снабженные ножами 5 и эксцентричными отно-сительно осей вращению барабанов шарнир ными осями 6, на которых установлена тяга 7, обесЫчиваюшая встречное вращение барабайа 4, Один из барабанов 4 соединен шарнирно с помощью качалки 8 с сердечником 9 электромагнита 1О.
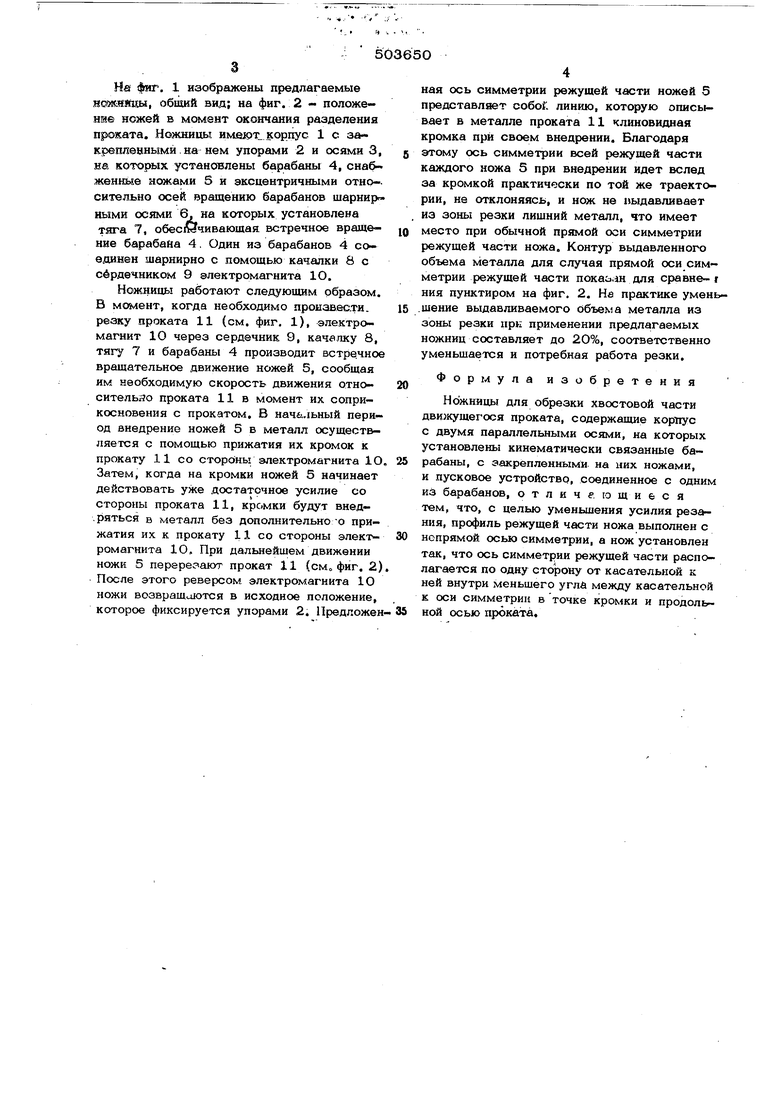
Ножницы работают следующим образом. В момент, когда необходимо проызвеати. резку проката 11 (см. фиг. 1), электромагнит 10 через сердечник 9, качалку 8, тягу 7 и барабаны 4 производит встречное вращательное движение ножей 5, сообщая им необходимую скорость движения относительйо проката 11 в момент их соприкосновения с прокатом, В нач&.1ьный период внедрение ножей 5 в металл осуществляется с помощью прижатия их кромок к прокату 11 со стороны электромагнита 1О Затем, когда на кромки ножей 5 начинает действовать уже достатрчное усилие со стороны проката 11, кромки будут внед.ряться в металл без дополнительно-о прижатия их к прокату 11 со стороны электромагнита 1О. При дальнейшем движении ножи 5 перерезают прокат 11 (см„ фиг. 2 После этого реверсом электромагнита Ю ножи возвращаются в исходное положение, которое фиксируется упорами 2. Предложен
ная ось симметрии режущей части ножей 5 представляет co6of. линию, которую описывает в металле проката 11 клиновидная кромка при своем внедрении. Благодаря этому ось симметрии всей режущей части каждого ножа 5 при внедрении идет вслед за кромкой практически по той же траектории, не отклоняясь, и нож не выдавливает из зоны резки лишний металл, что имеет место при обычной прямой оси симметрии режущей части ножа. Контур выдавленного объема металла для случая прямой оси симметрии режущей части покаь.ан для ера внения пунктиром на фиг. 2. Не практике умен.шение выдавливаемого объема металла из зоны резки при применении предлагаемых ножниц составляет до 20%, соответственно уменьшается и потребная работа резки.
Формула изобретения
Ножницы для обрезки хвостовой части движущегося проката, содержащие корпус с двумя параллельными осями, на которых установлены кинематически связанные барабаны, с закрепленными на них ножами, и пусковое устройство, соединенное с одним из барабанов, отличающиеся тем, что, с целью уменьшения усилия резания, профиль режущей части ножа выполнен с непрямой осью симметрии, а нож установлен так, что ось симметрии режущей части располагается по одну сторону от касательной к ней внутри меньшего угла между касательной к оси симметрии в точке кромки и продольной осью проката.
11
// ///////////////////У///. Фиг 1
Фие.г
| название | год | авторы | номер документа |
|---|---|---|---|
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ ДУГООБРАЗНОГО В ПЛАНЕ РЕЗА ЛИСТОВОГО ПРОКАТА | 1990 |
|
RU2054344C1 |
| Барабанные летучие ножницы | 1983 |
|
SU1166918A1 |
| Барабанные ножницы для резки листового материала | 1986 |
|
SU1428531A1 |
| Способ установки ножей барабанных летучих ножниц | 1989 |
|
SU1632655A1 |
| Барабанные летучие ножницы | 1985 |
|
SU1379027A1 |
| КОМПЛЕКТ НОЖЕЙ НОЖНИЦ ХОЛОДНОЙ РЕЗКИ ПРОКАТА | 2006 |
|
RU2333079C2 |
| Нож для ножниц с катящимся резом | 1980 |
|
SU902989A1 |
| Барабанные летучие ножницы | 1990 |
|
SU1803280A1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1989 |
|
SU1651443A1 |
| ПЛОМБОРЕЗ | 2007 |
|
RU2354513C1 |