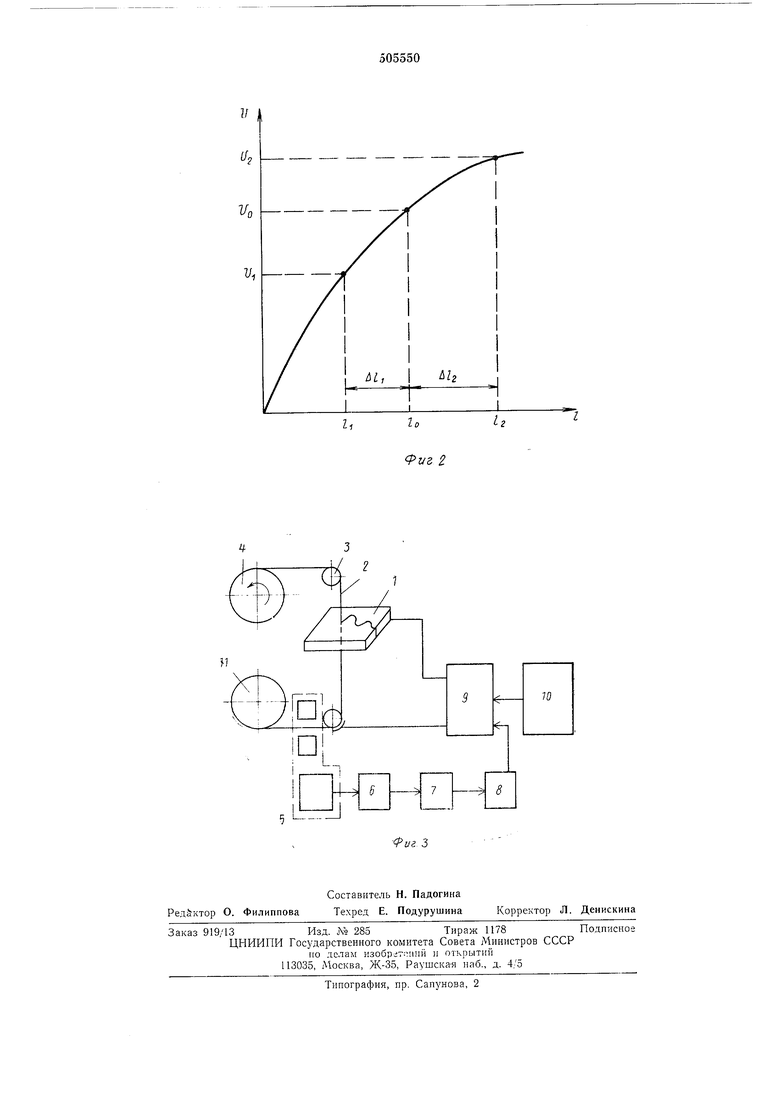
В станке применено устройство 5 для непрерывного измерения диаметра электродапроволоки. Такое устройство обеспечивает получение на его выходе напряжения, пропорционального диаметру измеряемой проволоки. Измерительный мост 6 предназначен для сравнения напряжения, пропорционального фактическому значению диаметра d, выдаваемого устройствам 5 с эталонным значением напряжения, соответствующего номинальному значению диаметра cfoНа выход моста 6 включен блок задержки 7, предшествующий усилителю-формирователю 8, подключенному на вход регулируемого генератора импульсов 9, питание на который поступает от выпрямителя 10, выполненного на полупроводниковых приборах.
Таким образом, электрод-проволока 2, сматываясь с катушки И, проходит через устройство 5, обеспечивающее непрерывное измерение диаметра электрода-проволоки. На выходе устройства 5 формируется электрический сигнал, величина напряжения которого пропорциональна диаметру электрода-проволоки. Далее сигнал поступает на измерительный мост 6, где напряжение, пропорциональное измеренному диаметру электрода-проволоки, сравнивается с эталонным напряжением, соответствующим номинальному значению диаметра электрода-проволоки. Измерительный мост 6 выдает напряжение, равное разности напряжений, соответствующих измеренному и номинальному значению диаметра электрода-проволоки.
Учитывая, что диаметр проволоки изменяется плавно, а также, что место измерения диаметра электрода-проволоки 2 находится на расстоянии L до его входа в обрабатываемую заготовку, то изменение напряжения должно происходить с некоторой задержкой
времени /, равной ,
V
где V - линейная скорость перемотки электрода-проволоки в процессе электроэрозионной обработки.
Поэтому сигнал с измерительного моста 6 поступает в блок задержки 7. Далее сигнал идет на усилитель 8, формирующий сигнал управления регулируемым генератором импульсов 9, на-пряжение на который поступает от выпрямителя 10, выполненного иа полупроводниковых приборах. В итоге на электроды подается такое напряжение, которое изменяет зазор между боковыми поверхностями электрода-про;волоки в прорезаемой щели, компенсируя колебания диаметра электродапроволоки, обеспечивая постояпную ширину прорезаемой щели.
Формула изобретения
Способ электроэрозионной обработки непрерывно перематываемым электродом-проволокой, отличающийся тем, что, с целью повышения точности, в процессе обработки постоянно измеряют диаметр электрода-проволоки и регулируют напряжение, подводимое к эрозионному промежутку пропорционально отклонению диаметра электрода-проволоки от номинального значения.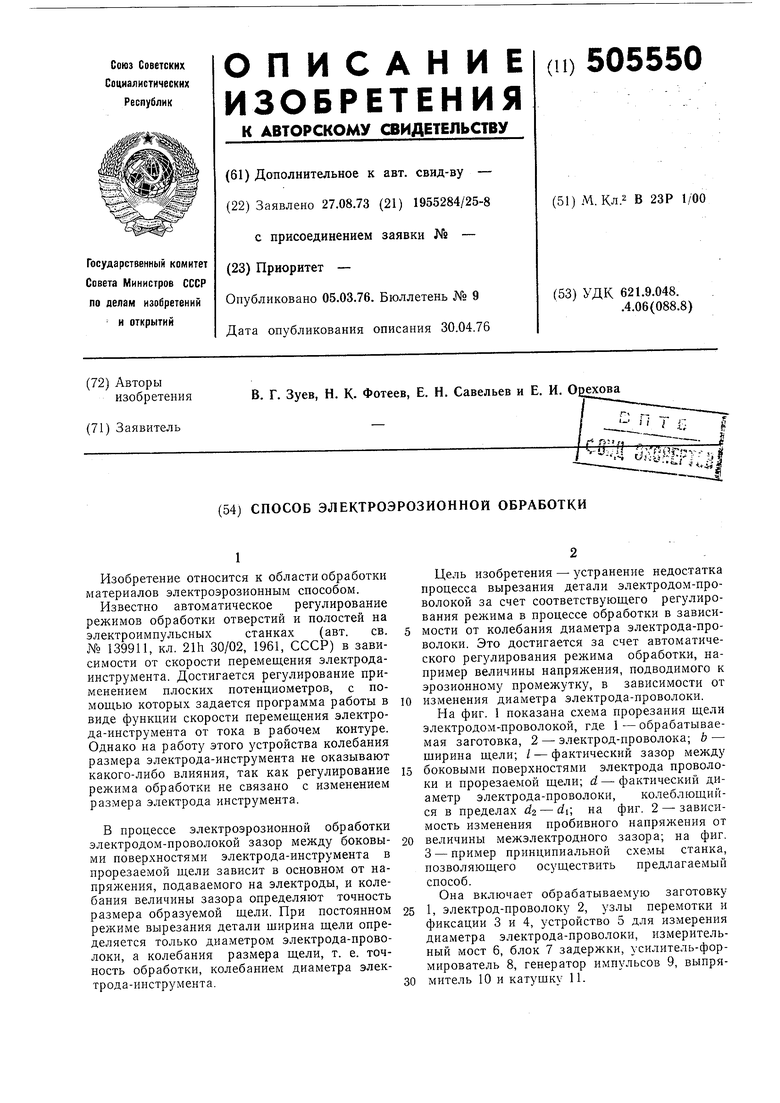

| название | год | авторы | номер документа |
|---|---|---|---|
| Источник технологического тока | 1977 |
|
SU733220A1 |
| Способ электроэрозионной обработки | 1976 |
|
SU687707A1 |
| Способ электроэрозионной обработки непрофилированным электродом-проволокой | 1982 |
|
SU1066770A1 |
| Емкостный влагомер | 1984 |
|
SU1239577A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ ДЕТАЛИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 2014 |
|
RU2596934C2 |
| ИЗМЕРИТЕЛЬНЫЙ ПРЕОБРАЗОВАТЕЛЬ ПОСТОЯННОГО ТОКА | 1991 |
|
RU2019841C1 |
| Устройство для электроэрозионной обработки по копиру | 1982 |
|
SU1263455A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 1992 |
|
RU2034684C1 |
| Устройство для контроля и регулирования производительности | 1990 |
|
SU1791032A1 |
| Устройство для измерения отклонений диаметра проволоки | 1990 |
|
SU1716311A1 |
Фиг 2
