Изобретение относится к электрофизическим методам обработки и, в частности, касается оборудования для вырезной электроэрозионной обработки сложнопрофильных поверхностей по копиру. Известно устройство электроэрозионной обработки по копиру, имеющее генератор импульсов, блоки перемещения электродапроволоки и детали с приводами подач, управляемыми регуляторами копировальной и рабочей подач через устройство переключения направлений рабочей и копировальной подач 1. При обходе контура движение по осям координат обеспечивается регуляторами рабочей и копировальной подач. Предусмотрено четыре возможных сочетания направления подач. Требуемые сочетания задают путем попеременного подключения исполнительных двигателей к выходу одного или другого регуляторов подачи через устройство переключения направлений рабочей и копировальной подач. Наиболее стабильный режим работы соответствует случаю совпадения линии реза с направлением рабочей подачи. Направление движения от регулятора копировальной подачи при этом будет перпендикулярно к поверхности копира. Существует предельный угол между линией реза и направлением подачи от регулятора копировального промежутка, при котором возможен устойчивый процесс обработки. Недостатком устройства является то, что момент переключения одного сочетания подач на другое определяется по срыву устойчивости обработки, что отрицательно сказывается на технологических показателях обработки. Необходимость ручных переналадок ставит эти показатели в зависимость от квалификации обслуживающего персонала. Цель изобретения - повышение уровня автоматизации обработки. поставленная цель достигается тем, что устройство для электроэрозионной обработки по копиру, содержащее блоки перемещения электрода-проволоки и детали с установленным на ней копиром, снабженные приводами, управляемыми регуляторами копировальной и рабочей подач через блок автоматического управления, оснащено дискретными датчиками и счетчиками координатных перемещений, причем блок управления перемещением подач подключен к регуляторам подач и к выходу сигнализации переполнения счетчиков, которые по входу заполнения подключены к датчикам, а по входу сброса - к регулятору копировальной подачи. На чертеже приведена блок-схема предлагаемого устройства. Электрод-проволока 1 и деталь 2 с закрепленным на ней через изолирующую прокладку копиром 3 имеют блоки перемещений, содержащие усилители мощности 4 и 5 исполнительные двигатели 6 и 7, каретки 8 и 9. На каретках установлены дискретные датчики перемещений 10 и 11. Вход регулятора 12 рабочей подачи подключен к электроду-проволоке и детали, а вход регулятора 13 копировальной подачи - к электроду-проволоке и копиру. Регуляторы подключены к устройству 14 переключения направлений рабочей и копировальной подач через блок 15 автоматического управления. Блок 15 имеет управляемый блок 16 хранения и вывода комбинаций подач. Количество комбинаций равно восьми. К блоку 16 через блок 15 по выходу сигнализации переполнения подключены счетчики 17 координатных перемещений, вход заполнения которых подключен к датчикам, а вход сброса через блок 15 - к регулятору копировальной подачи. Устройство имеет блок 18 начальной установки с триггером. Генератор 20 импульсов подключен к искровому промежутку, образованному электродом-проволокой и деталью. Устройство работает следующим образом. Оператор задает начальные условия обработки через блок 18 начальной установки. блоке 16 устанавливается требуемое сочетание подач, а триггер 19 запрещает работу копировальной подачи до первого касания электрода-проволоки с копиром. Генератор 20 импульсов подает напряжение на межэлектродный промежуток электрод - проволока - деталь. В направлении, заданном в блоке 16, производится перемещение каретки 8 или 9 от двигателя 6 или 7. Осуществляется процесс врезания. При первом касании электрода-проволоки копира регулятор 13 копировальной подачи вырабатывает сигнал, который через блок 15 переключает триггер 19, чем фиксируется момент касания. Триггер разрешает запуск счетчиков 17 и включение копировальной подачи. Одновременное присутствие рабочей и копировальной подач обеспечивает устойчивость копирования, которая выражается в непрерывном чередовании состояний электроконтакта между электродом-проволокой и копиром. Регулятор 13 копировальной подачи вырабатывает сигналы, соответствующие чередованию электроконтакта электродапроволоки и копира, которые через блок 15 производят сброс счетчиков 14 после каждого изменения электроконтакта. При потере устойчивости копирования регулятор 13 копировальной подачи прекращает сброс счетчиков и они начинают заполняться от датчиков 10 и 11. Сигнал переполнения счетчиков 17 подается в блок 15 и далее с учетом сигналов от регуляторов рабочей и копировальной подач поступает в блок 16, на выходе которого устанавливается новое сочетание подач.
3
Аналогичные последовательные переходыТакнм образом, предложенное устройство
от одного сочетания к другому обеспечи-позволяет повысить уровень автоматизации
вают автоматическую обработку всей дета-обработки и исключить ручные операции
ли без ограничения по сложности контура.переключения подач.
1263455
| название | год | авторы | номер документа |
|---|---|---|---|
| Электроэрозионный копировальный вырезной станок | 1978 |
|
SU921750A1 |
| Способ электроэрозионного вырезания по копиру | 1982 |
|
SU1135579A1 |
| Способ электроэрозионного вырезания сложноконтурных деталей с наклонными стенками | 1977 |
|
SU707744A1 |
| Устройство для электроэрозионной обработки конических поверхностей | 1979 |
|
SU854663A1 |
| Источник технологического тока | 1977 |
|
SU733220A1 |
| Электроэрозионный станок | 1980 |
|
SU948598A1 |
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
| Способ электроэрозионной обработкии уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU848235A1 |
| Система числового программногоупРАВлЕНия элЕКТРОэРОзиОННыМ CTAHKOM | 1979 |
|
SU798723A1 |
| Устройство для электроэрозионного вырезания | 1979 |
|
SU903059A1 |
УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ПО КОПИРУ, содержащее блоки перемещения электродапроволоки и детали с установленным на ней копиром, снабженные приводами, управляемыми регуляторами копировальной и рабочей подач через блок автоматического управления переключением подач, отличающееся тем, что, с целью повышения уровня автоматизации обработки, в устройство введены дискретные датчики и счетчики координатных перемещений, причем блок автоматического управления переключением подач подключен к регуляторам подачи к выходу сигнализации переполнения счетчиков, которые по входу заполнения подключены к датчикам, а по входу сброса - к регулятору копировальной подачи. (Л ю СП 00 4 СП сд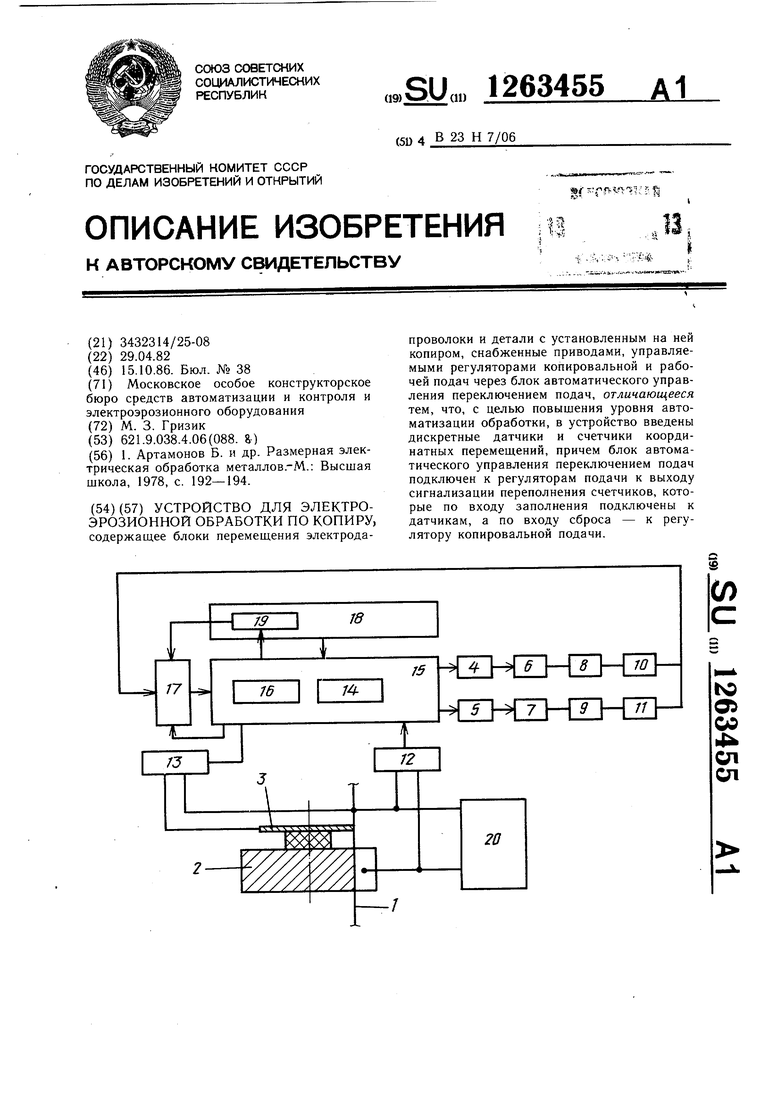
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Артамонов Б | |||
| и др | |||
| Размерная электрическая обработка металлов.-М.: Высшая школа, 1978, с | |||
| Вагонный распределитель для воздушных тормозов | 1921 |
|
SU192A1 |
