Предлагаемое техническое решение относится к электрообработке металлов, в частности, к электроимпульсному прорезанию пазов в деталях с помощью электрода-проволоки на электроэрозионных вырезных станках.
Известен генератор рабочих импульсов для электроэрозионного станка, содержащий задающую схему управления для выработки последовательных импульсов, включающий в себя импульсный трансформатор и корректирующую цепочку (патент RU №2438841, опубл. 20.07.2010 г.), причем первичная обмотка импульсного трансформатора подключена к выходу задающей схемы управления, один из концов вторичной обмотки импульсного трансформатора подключен к электроэрозионному электроду, другой конец вторичной обмотки заземлен или подключен к устройству для крепления обрабатываемой детали.
Недостатками известного технического решения являются:
- отсутствие средств контроля состояния эрозионного промежутка;
- отсутствие возможности работы с электродом-проволокой минимальным диаметром до 0,010 мм.
Известно устройство управления процессом обработки на электроэрозионном вырезном станке, реализованное в способе управления (патент RU №2034684, опубл. 10.05.1995 г.) - прототип, с подключением отрицательного полюса генератора импульсов к верхнему и нижнему токоподводам электрода-проволоки, а его положительного полюса - к обрабатываемой детали, с возможностью контроля рабочих импульсов напряжения или тока на участке проволоки между токоподводами, а также с возможностью регулирования энергии в межэлектродном пространстве и контроля чередования полярности импульсов напряжения или тока на участке электрода-проволоки между токоподводами, и при нарушении чередования полярности импульсов с возможностью снижения энергии импульсов генератора и/или уменьшения рабочей подачи.
К недостаткам прототипа относятся:
- невозможность быстродействующего контроля состояния межэлектродного промежутка шириной менее 0,10 мм;
- невозможность работы с электродом-проволокой с диаметром менее 0,10 мм.
Заявляемое техническое решение направлено на создание такого устройства, которое позволило бы: работать с электродом-проволокой диаметром до 0,010 мм; увеличить быстродействие измерений; защитить проволоку от обрывов; обеспечить возможность контроля состояния межэлектродного промежутка при прорезке микропазов шириной до 0,012 мм; повысить производительность станка.
Для этого устройство для управления процессом обработки детали на электроэрозионном вырезном станке, содержащее электродвигатели подачи стола и генератор импульсов, подключенный к токоподводам электрода-проволоки и к обрабатываемой детали, снабжено регулируемым источником питания, колебательным контуром, контроллером управления электродвигателями и модулем управления на основе микроконтроллера, соединенным одним из выходов с одним из входов регулируемого источника питания, при этом один из измерительных входов аналого-цифрового преобразователя, входящего в состав микроконтроллера, соединен с выходом измерительного сигнала регулируемого источника питания, один из выходов которого соединен со входом генератора импульсов, а один из входов соединен с одним из выходов генератора импульсов, выход которого присоединен к электроду-проволоке и обрабатываемой детали через колебательный контур, отрицательный полюс которого соединен с токоподводами, а положительный полюс - с деталью, один из выходов колебательного контура соединен с одним из входов генератора импульсов, а один из выходов модуля управления соединен с одним из входов контроллера управления электродвигателями, один из выходов которого соединен с одним из входов модуля управления, второй выход контроллера управления электродвигателями соединен с электродвигателем подачи стола по координате «X», третий выход соединен с электродвигателем подачи стола по координате «Y», а четвертый выход соединен с электродвигателем перемотки электрода-проволоки.
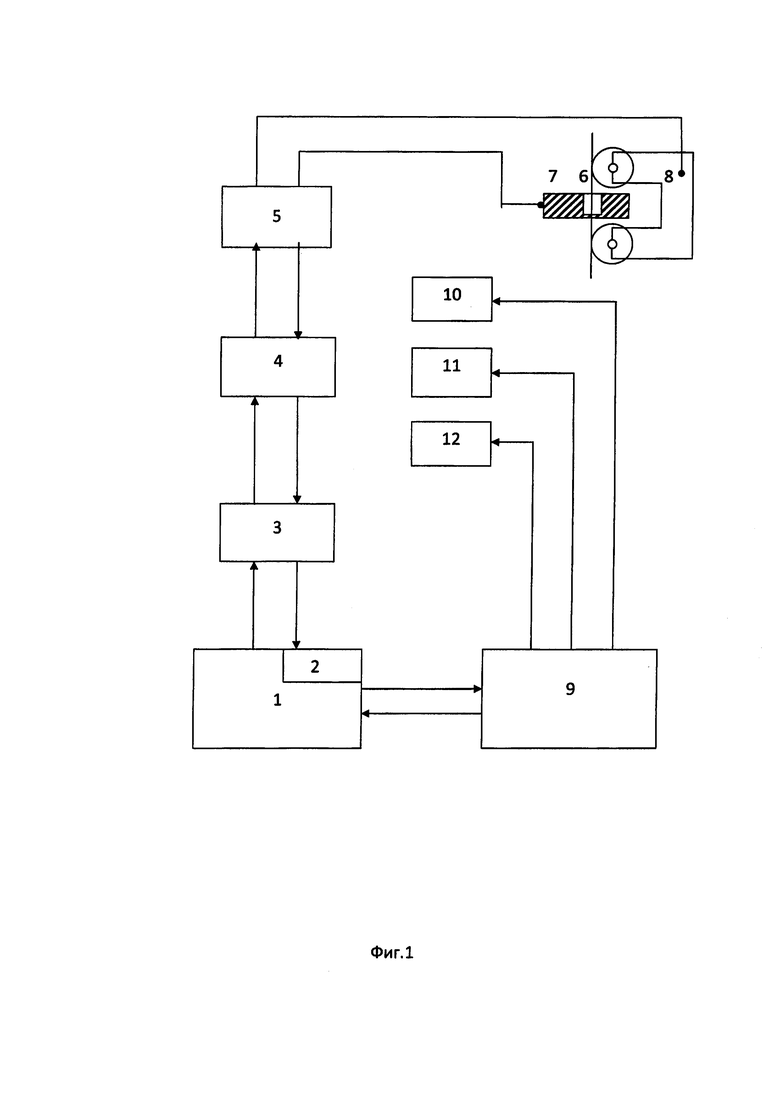
На фиг. 1 изображена структурная схема устройства для управления процессом обработки детали на электроэрозионном вырезном станке.
Устройство состоит из модуля управления 1, основой которого является микроконтроллер (не показано), один из выходов которого соединен с одним из входов регулируемого источника питания 2, а один из измерительных входов аналого-цифрового преобразователя 3, входящего в состав микроконтроллера (не показано), соединен с выходом измерительного сигнала регулируемого источника питания 2, один из выходов которого соединен со входом генератора импульсов 4, а один из входов, в свою очередь, соединен с одним из выходов генератора импульсов 4, выход которого через колебательный контур 5 присоединен к электроду-проволоке 6 и обрабатываемой детали 7, причем отрицательный полюс колебательного контура 5 соединен с токоподводами 8, а положительный полюс - с обрабатываемой деталью 7, один из выходов колебательного контура 5 соединен с одним из входов генератора импульсов 4, а один их выходов модуля управления 1 соединен с одним из входов контроллера управления электродвигателями 9, один из выходов которого, в свою очередь, соединен с одним из входов модуля управления 1, второй выход контроллера управления электродвигателями 9 соединен с электродвигателем подачи стола по координате «X» 10, третий выход, в свою очередь, соединен с электродвигателем подачи стола по координате «Y» 11, а четвертый выход соединен с электродвигателем 12 перемотки электрода-проволоки 6.
Устройство работает следующим образом.
Включение и выключение устройства производится кнопками «ПУСК» и «СТОП», расположенными на панели управления (не показано). После включения устройства питающее напряжение с силовой панели (не показано) поступает на все модули. Все необходимые параметры прорезки, такие как: рабочее напряжение, частота, скважность, длина паза, чувствительность системы контроля состояния эрозионного промежутка, устанавливаются и отображаются при помощи сенсорной панели управления (не показано) в модуле управления 1, при этом устанавливается рабочее напряжение источника питания 2, один из выходных сигналов которого является сигналом состояния эрозионного промежутка и измеряется посредством аналого-цифрового преобразователя 3. Рабочее напряжение регулируемого источника питания 2 поступает на генератор импульсов 4. После запуска процесса прорезки с сенсорной панели управления (не показано) управляющий сигнал с модуля управления 1 поступает на контроллер управления электродвигателями 9, на котором производится диагностика исправности электронных модулей управления (не показано) электродвигателями 10, 11 и 12, а затем смещение стола подачи по координате «X» посредством электродвигателя 10 и стола подачи по координате «Y» посредством электродвигателя 11 в исходную точку прорезки. Перед началом прорезки паза модуль управления 1 выдает сигнал на отключение генератора импульсов 4, выдает сигнал на контроллер управления электродвигателями 9, который посредством включения электродвигателя 12 производит натяжение электрода-проволоки 6, останавливает данный двигатель, а затем включает электродвигатель подачи по соответствующей координате, производя тем самым сближение электрода-проволоки 6 с деталью 7 до замыкания. При этом измеряется падение напряжения, которое является основой для вычисления значения чувствительности. После завершения данной процедуры, включается подача электрода-проволоки 6 посредством электродвигателя 12. Затем с модуля управления 1 посредством регулируемого источника питания 2 на генератор импульсов 4 поступает задающий частотный сигнал. Затем контроллер управления электродвигателями 9 включает подачу стола по соответствующей координате, начиная тем самым процесс прорезки паза.
В процессе прорезки непрерывно производится контроль состояния эрозионного промежутка посредством аналого-цифрового преобразователя 3 и корректируется значение чувствительности. В случае отклонения измеряемого сигнала от установленного значения чувствительности в ту или иную сторону, происходит изменение скорости подачи по соответствующей координате, при этом периодически происходит остановка подачи для дополнительной корректировки значения чувствительности.
Испытания показали, что при использовании данного устройства для прорезки микропазов проволокой-электродом из вольфрамо-рениевого сплава диаметром 0,010 мм в детали из сплава 45НХТ (ТУ 14-1-3074-80) толщиной 2 мм и длиной 2 мм удается получить паз шириной (0,012-0,0125) мм. При этом не происходит механического и электрического обрыва электрода-проволоки, и время прорезки такого паза составляет около 2 мин. За это время несколько раз происходит остановка подачи для корректировки значения чувствительности.
Таким образом, предлагаемое техническое решение позволяет выполнять прорезку микропазов шириной до 0,012 мм, защитить проволоку от обрывов, контролировать состояние межэлектродного промежутка, а также повысить производительность электроэрозионного вырезного станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 1992 |
|
RU2034684C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ ПРОВОЛОЧНО-ВЫРЕЗНОЙ СТАНОК | 2012 |
|
RU2562558C2 |
| Система числового программногоупРАВлЕНия элЕКТРОэРОзиОННыМ CTAHKOM | 1979 |
|
SU798723A1 |
| Устройство для электроэрозионной обработки | 1983 |
|
SU1126399A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СЛОЖНОФАСОННЫХ ПОВЕРХНОСТЕЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1992 |
|
RU2014184C1 |
| Способ электроэрозионной обработки в водной среде | 1982 |
|
SU1123826A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2586936C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ ВЫРЕЗНОЙ АВТОМАТИЗИРОВАННЫЙ СТАНОК | 2008 |
|
RU2399465C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДОВ ДЛЯ УСТАНОВОК МАГНЕТРОННОГО РАСПЫЛЕНИЯ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2021 |
|
RU2763719C1 |
| Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой ЧПУ | 2015 |
|
RU2629575C2 |
Устройство для управления процессом обработки на электроэрозионном вырезном станке относится к электрообработке металлов. Техническим результатом установки является возможность: выполнять прорезку микропазов шириной до 0,012 мм; защищать электрод-проволоку от обрывов; контролировать состояние межэлектродного промежутка, а также повысить производительность электроэрозионного вырезного станка. Устройство содержит двигатели подачи стола, генератор импульсов, который подключен к токоподводам электрода-проволоки, а также к обрабатываемой детали. Устройство также снабжено колебательным контуром и модулем управления на основе микроконтроллера, один из выходов которого соединен с одним из входов регулируемого источника питания, а один из измерительных входов аналого-цифрового преобразователя, входящего в состав микроконтроллера, соединен с выходом измерительного сигнала регулируемого источника питания. Один из выходов контроллера управления электродвигателями соединен с одним из входов модуля управления, второй выход упомянутого контроллера соединен с электродвигателем подачи стола по координате «X», третий выход, в свою очередь, соединен с электродвигателем подачи стола по координате «Y», а четвертый выход соединен с электродвигателем перемотки электрода-проволоки. 1 ил.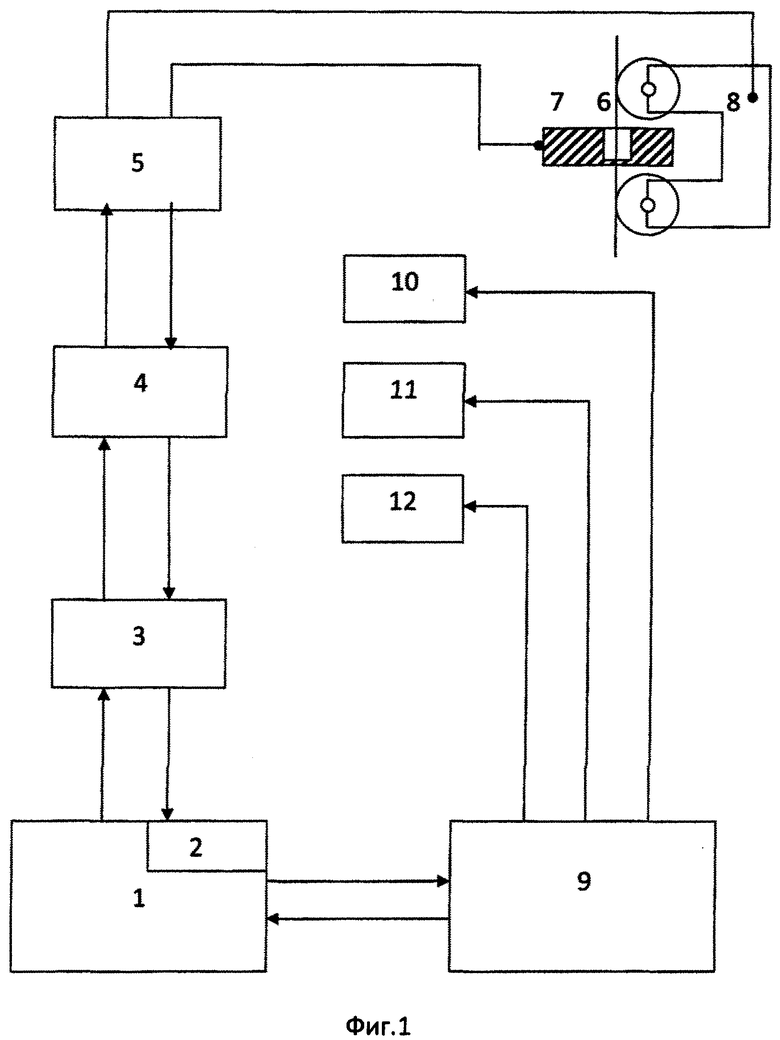
Устройство для управления процессом обработки детали на электроэрозионном вырезном станке, содержащее электродвигатели подачи стола и генератор импульсов, подключенный к токоподводам электрода-проволоки и к обрабатываемой детали, отличающееся тем, что оно снабжено регулируемым источником питания, колебательным контуром, контроллером управления электродвигателями и модулем управления на основе микроконтроллера, соединенным одним из выходов с одним из входов регулируемого источника питания, при этом один из измерительных входов аналого-цифрового преобразователя, входящего в состав микроконтроллера, соединен с выходом измерительного сигнала регулируемого источника питания, один из выходов которого соединен со входом генератора импульсов, а один из входов соединен с одним из выходов генератора импульсов, выход которого присоединен к электроду-проволоке и обрабатываемой детали через колебательный контур, отрицательный полюс которого соединен с токоподводами, а положительный полюс - с деталью, один из выходов колебательного контура соединен с одним из входов генератора импульсов, а один из выходов модуля управления соединен с одним из входов контроллера управления электродвигателями, один из выходов которого соединен с одним из входов модуля управления, второй выход контроллера управления электродвигателями соединен с электродвигателем подачи стола по координате «X», третий выход соединен с электродвигателем подачи стола по координате «Y», а четвертый выход соединен с электродвигателем перемотки электрода-проволоки.
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 1992 |
|
RU2034684C1 |
| ГЕНЕРАТОР РАБОЧИХ ИМПУЛЬСОВ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО СТАНКА | 2009 |
|
RU2438841C2 |
| Зерноочистительная машина | 1960 |
|
SU136975A1 |
| US 5874703 A, 23.02.1999 | |||
| DE 2913357 A1, 18.10.1979. | |||

