да
о:
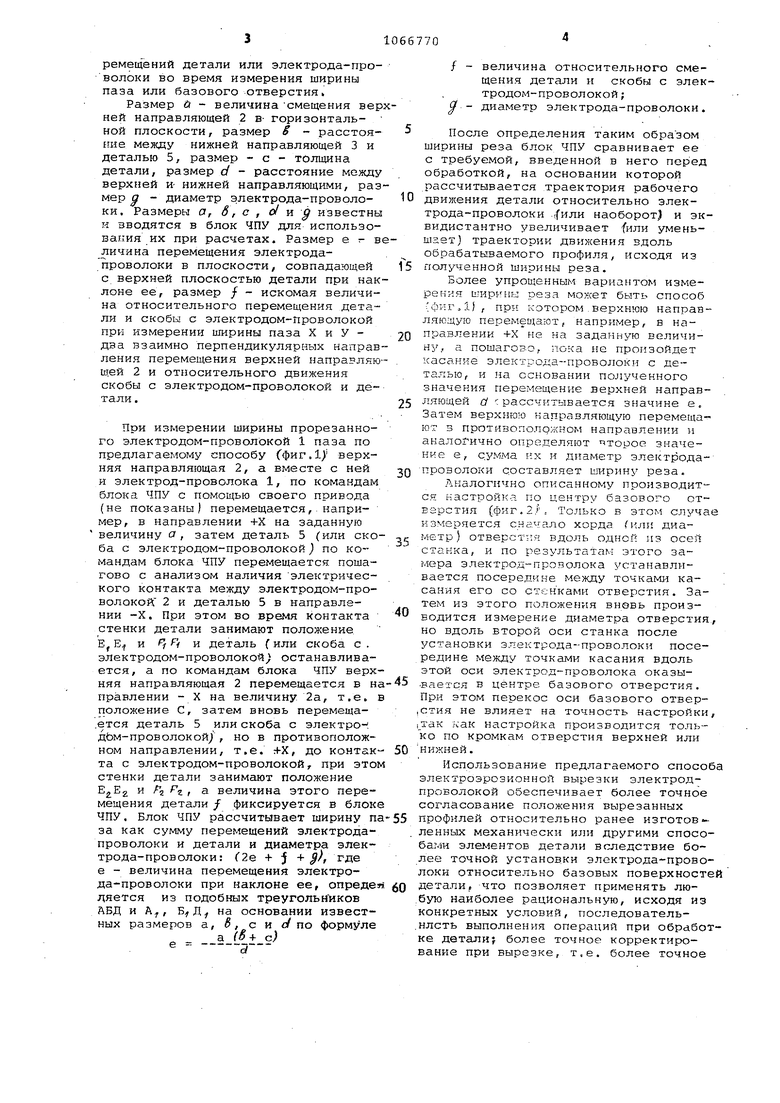
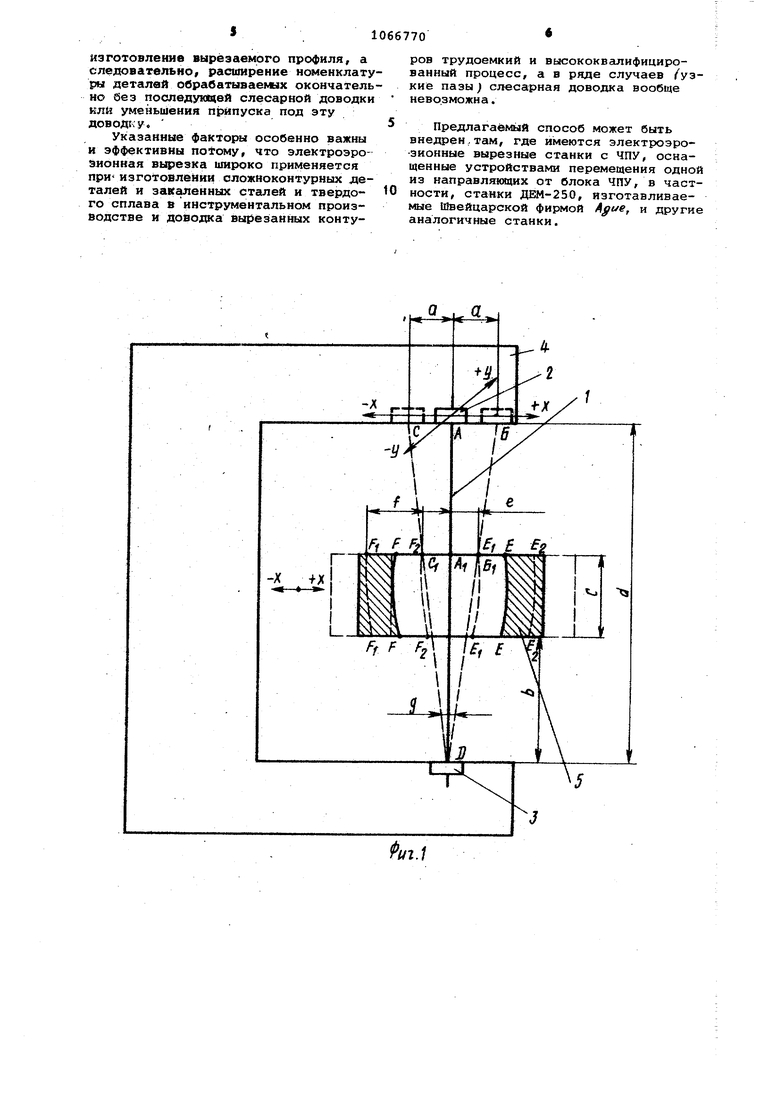
vl Изобретение относится к машиностроению в частности к обработке на, электроэрозионкых станках с число :/1:Лс.1 ттрограммным управлением (ЧПУ, . Необходимой операцией при электро .эрозионном вырезании электродом-проволокой является операция установки электрода-проволоки з заданную координату относительно обрабатываемой детали, являющуюся начальной точкой траектории рабочего движения, по программе в процессе обработки, Аналогичная операция выполняется в любом месте обрабатываемого профиля детали.для коррекции траектории рабо чего движения. Известен способ электроэрозионной обработки, включающий коррекцию траг ектории движения электрода-проволоки путем измерения величины межэлектродного зазора, оиределеЕ-шя величи ны рассогласования между измеренным и эталонным межэлектродными зазорами и изменения в зависимости от рассогласования, положе11ия траектории движения электрода-проволоки относительно обрабатываемого контура детали. При этом находят величину межэлектродиого зазора при помощи вспомогательного перемещения электродапроволоки по нормали к основной траектории до касания с деталью, опре,деляемого .по контактному падениго измерительного напр.чжения fl . I Однако в известном способе не учи тывается ifopMa прорезаемого электродо м -- п р о в о л о к о и паз. . I При электроэрозионном вырезании по,п действием на электрод-проволоку во3-;итсс1юш,их в зоне реза--ния сил он колеб,пется в радиЕ:ль ном - аправлени1ш (подобно коле. бсчниям натянутой струны) „ Вследствие этого прорезс1емый т, дота.ли паз имеет бочкообразную форму, поэтому его ширина и размеры профиля по высоте не одинаковы. Кроме того, прорезаемый паз имеет коническую форму. Так как при измерении ширигаы прорезаемо-ГО паза указаннымвыше способом амплитуда колебания проволоки значительно Meniiiiie, чем прн вырезке |возMyuiaioiiji-ie колебания силы значительно . меньше , то ось электрода-проволоки близка к прямой и касание его со стенками паза происходит в наиболее узкой части паза. Во время коррек1 ии траектории рабочего движен.« электро да-проволоки на осно.вании этого зам.е ра размеры рабочего прсфи/ ч соответствуют требуемькл только в этом горизонтальном сечении, в остальных сечениях размеры профиля меньие тр-эбуем1з1х при. обработке наружного профиля. Следовательи-О,- довести их до требуемых у5ке невозможно,- а это может привести к браку. Дл.ч: правиль ной коррекции необходимо использовать величину наиболее широкой части паза,, Тогда при требуемых размерах профиля в том сечении, где измерялась ширина паза, в остальных сечениях по всем размерам остается приrtycK, позволяющий довести их до требуемых размеров. Но с помощью известного способа невозможно замерить паз в наиболее широкой его части. Цель изобретения - повышение точности электроэрозионного вырезания электродом-проволокой за счет повышения точности фиксации момента вэа. имного касания электрода-проволоки и детали и за счет исключения влияния погрешностей формы контактирующей поверхности детали. Поставле1П:ая це::ь достигается тем, -iTO согласно способу электроэрозиокной обработки электродом--про-волокой с установкой его в заданную -Соординату относительно обрабатываемого в .детали профиля, включающему операцию измеряемого станком перемещения электрода-проволоки по направлению к поверхности детали до момента контакта их и запоминания координат точек контакта, перед выполнением этой операции электрод-проволоку наклоняют в вертикальной плоскости, проходящей через траекториго ее подхода к детали, -аким сбразом, чтобы обеспечивался контакт в точке,в требуемой нижней или верхней части 1;аза.. Наклон электрода-проволоки осуществляется, например,, пссредством перемещения верхней направляющей электрода-проволоки. На фиг, 1 показана схема измерения ширины прорезаемого электродапроволокой паза; на фиг, 2 - схема ;астройки по 11;ентру базов-ого отверстия , Электрод-проволока 1 проходит через верхнюю 2 и . нижнюю 3 направляющие, установленные на скобе 4 станка, деталь 5 закреплена на столе станка (не показан)„ Верхняя направляющая 2 имеет приводы перемещ,ения3 горизонтальной плоскости от блока ЧПУ (не показаны. Точки А, Б, С noKcJ-зывают промежуточные положеР1ИЯ электрода-провслокй в верхней направляющей в процессе измерения ширины про ре-за иного паза Гили базового отверстия), а точки А,, Б и Cj - промежуточные положения точек пересечения проволоки с плоскостью, сов:11а;Дс-1гаь:;ей с верхней плоскостью детали. Линии ЕЕ и Яг изображают с.дну из ВОЗМОЖНЫХ форм стенок прорезанного паза в верт.чкальном се-13ПИН, Е Е . и f} fj , а также Ед Е и i fg - промежуточные положения этих стенок после относите-чьньтх перемещений детали или электрода-проволоки во время измерения ширины паза или базового отверстия. Размер а - величина смещения вер ней направляющей 2 в- горизонтальной плоскости, размер 8 - расстояние между нижней направляющей 3 и деталью 5, размер - с - толщина детали, размер d - расстояние между верхней и- нижней направляющими, раз мер д - диаметр электрода-проволоки. Размеры о, 6, с , о1 vi известны к вводятся в блок ЧПУ для использования их при расчетах. Размер е - в личина перемещения электродапроволоки в плоскости, совпадающей с верхней плоскостью детали при нак лоне ее, размер / - искомая величина относительного перемещения детали и скобы с электродом-Проволокой при измерении ширины паза X и У два взаимно перпендикулярных направ ления перемещения верхней направляю щей 2 и относительного движения скобы с электродом-проволокой и детали . При измерении ширины прорезанного электродом-проволокой 1 паза по предлагаемому способу Сфиг.1| верхняя направляЕОЩая 2, а вместе с ней и электрод-проволока 1, по командам блока ЧПУ с помощью своего привода {не показаны) перемещается,.например, в направлении +Х на заданную величину а , затем деталь 5 (или ско ба с электродом-проволокой) по командам блока ЧПУ перемещается пошагово с анализом наличия электрического контакта между электродом-проволокой 2 и деталью 5 в направлении -X. При этом во время контакта стенки детали занимают положение, В, Е VL fi PI vi деталь (или скоба с. электродом-проволокой останавливается, а по командам блока ЧПУ верх няя направляющая 2 перемещается в н правлении - X на величину 2а, т.е. положение С, затем вновь перемеща.ется деталь 5 или скоба с электро-. дЬм-проволокой/, но в противоположном направлении, т.е. :(-Х, до контак та с электродом-проволокой, при это стенки детали занимают положение Е,Е2 и f-i fi. , а величина этого пере™ мещения детали / фиксируется в блок ЧПУ. Блок ЧПУ рассчитывает ширину п за как сумму перемещений электродапроволоки и детали и диаметра электрода-проволоки: (2е + 5 + Л где е - величина перемещения электрода-проволоки при наклоне ее, опреде дяется из подобных треугольников АБД и А, , на основании известных размеров а, в, с и cf по формуле ) d / - величина относительного смещения детали и скобы с электродом-проволокой; - диаметр электрода-проволоки. После определения таким образом ширины реза блок ЧПУ сравнивает ее с требуемой, введенной в него перед обработкой, на основании которой рассчитывается траектория рабочего движения детали относительно электрода-проволоки .((или наоборот) и эквидистантно увеличивает (или уменьшает) траектории движения вдоль обрабатываемого профиля, исходя из полученной ширины реза. Более упрощенным вариантом измерения 11 ирини реза может быть способ , при котором,верхнюю направляю:дую перемещают, например, в направлении +Х не на заданную величину., а пошагово, пока не произойдет касание электрода-проволоки с деталью, и на ссновании полученного .значения перемещение верхней направляющей tf : рассчитывается значине е. Затем верхнюю направляющую перемещают 3 противоположном направлении н аналогично определяют второе значение е, с.умма i-x и диаметр электродапроволоки составляет ширину реза. Лкалогично описанному производится настройка по центру базового отЕзрстия (фиг.2/ Только в этом случае измеряется сначало хорда П-итп диаметр) отверстия вдоль одной из осей станка, и по результатам этого замера электро.ц-прс волока устанавливается посередине между точками касания его со стенками отверстия. Затем из этого положения вневь производится измерение диаметра отверстия, но вдоль второй оси станка после установки электрода-проволоки посередине между точками касания вдоль этой оси электрод-проволока оказывается в центре базового отверстия. При этом перекос оси базового отверстия не влияет на точность настройки, так как настройка производится только по кромкам отверстия верхней или нижней. Использование предлагаемого способа электроэрозионной вырезки электродпроволокой обеспечивает более точное согласование положения вырезанных профилей относительно ранее изготовленных механически или другими способами элементов детали вследствие более точкой установки электрода-проволоки относительно базовых поверхностей детали, что позволяет применять любую наиболее рациональную, исходя из конкретных условий, последовательнлсть выполнения операций при обработке детали более точное корректирование при вырезке, т.е. более точное
изготовление вырезаемого профиля, а следовательно, расширение номенклатуры деталей обрабатываемых окончательно без последукцей слесарной доводки клй уменьшения припуска под эту доводку.
Указанные факторы особенно важны и эффективны notoMy, что электроэроЭнонная вырезка широко применяется приизготовлении сложноконтурных деталей и закаленных сталей и твердого сплава в инструментальном производстве и доводка вырезанных контуров трудоемкий и высококвалифицированный процесс, а в ряде случаев /узкие пазы) слесарная доводка вообще невозможна.
Предлагаемый способ может быть внедрен,там, где имеются электроэрозионные вырезные станки с ЧПУ, оснащенные устройствами перемещения одной из направляющих от блока ЧПУ, в частности, станки ДЕМ-250, изготавливаемые Швейцарской фирмой Ague, и другие аналогичные станки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионного изго-ТОВлЕНия пАзОВ | 1979 |
|
SU829387A1 |
| Устройство для автоматической заправки электрода-проволоки в электроэрозионных вырезных станках | 1981 |
|
SU1009684A1 |
| Способ определения погрешности электроэрозионного вырезания | 1990 |
|
SU1756047A1 |
| Устройство для электроэрозионной обработки проволочным электродом-инструментом | 1980 |
|
SU942925A1 |
| Направляющее устройство для проволочного электрода | 1977 |
|
SU738813A1 |
| Способ электроэрозионного вырезания проволочным электродом-инструментом | 1986 |
|
SU1397208A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Способ электроэрозионной обработки | 1977 |
|
SU738810A1 |
| Устройство для электроэрозионной обработки проволочным электродом | 1982 |
|
SU1093459A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДОВ ДЛЯ УСТАНОВОК МАГНЕТРОННОГО РАСПЫЛЕНИЯ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2021 |
|
RU2763719C1 |
СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ПРОВОЛОКОЙ С установкой его в треёуемую координату относительно детали путем фиксации момента их взаимного касания по контактному падению измерительного напряжения и последующей установкой электрода-проволоки относительно зафиксированных точек контакта в требуемое положение, о тл и ч а ю 1д и и с я тем, что, с целью повышения-точности обработки за счет точной фиксации момента.касания электрода-проволоки и детали и исключения влияния погрешностей формы контактирующей поверхности детали, электрод-проволоку предваг рительно наклоняют в вертикальной плоскости, в которой производят сближение электрода-проволоки и детали, обеспечивая контакт в точке в момент касания.
.
