При изготовлении бетонных и железобетонных труб способом центрофугирования внутренняя поверхность их не выравнивается и имеет довольно большую шероховатость благодаря выступаюш,им на ней примесям с малым удельным весом, содержащимся в инертных массах(куски древесины, легкие известняки и пр.), а такнсе выступаюш,ему гравию.
Шероховатость внутренней поверхности труб понижает их пропускную способность и весьма нежелательна в трубах, укладываемых в канализации.
Предлагаемоеприспособление предназначается для механизирования процесса питания форм бетоном и для выглаживания внутренней поверхности.
Для указанных целей внутри формы установлен параллельно образуюП1,ей полоса с прикрепленными к ней планками, изогнутыми по радиусу трубы. Планки прикреплены под углом к поперечной оси полосы, устанавливаемой путем поворота на включение или выключение приспособления. Планки служат для постепенного заполнения формы бетоном, передавая его излишки, по заполнении одного конца формы до требуемой толщины слоя, к другому концу, и для заглаживания внутренней поверхности.
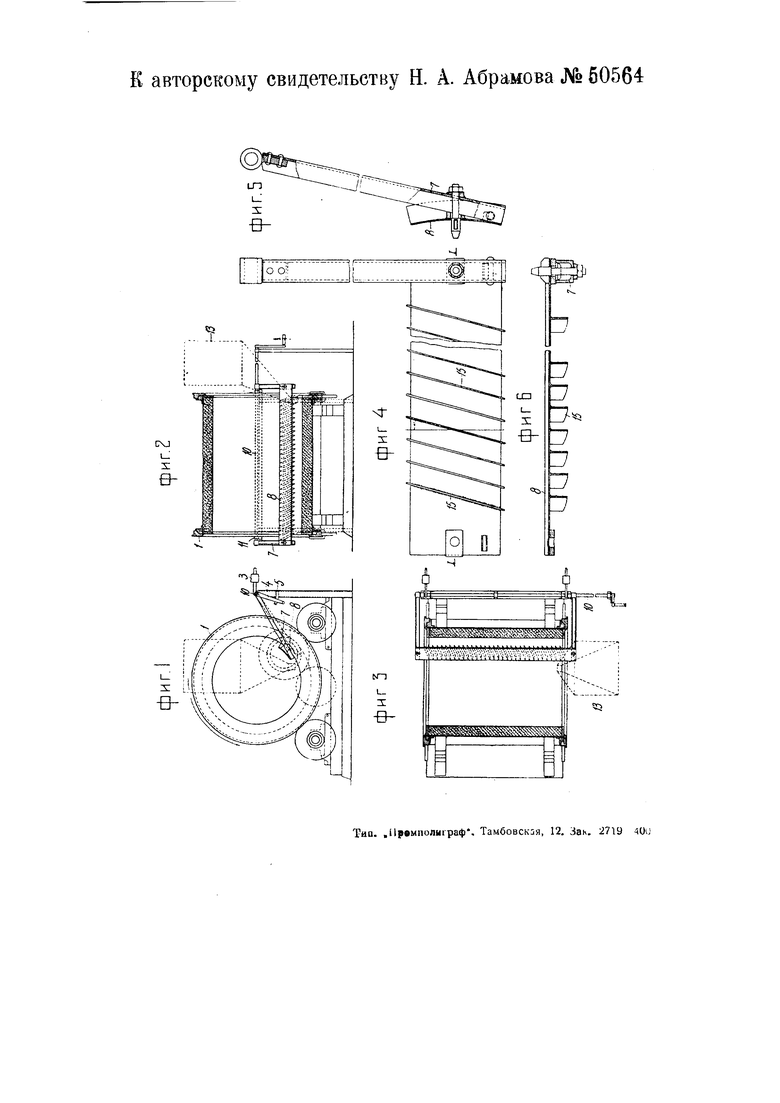
На чертеже фиг. 1 изображает вид спереди формы с приспособлением; фиг. 2-вертикальный продольный разрез формы; фиг. 3-горизонтальный разрез ее; фиг. 4-вид полосы спереди в увеличенном масштабе; фиг. 5-вид ef; сбоку с частичным разрезом и фиг. 6-разрез полосы по линии /-/ на фиг. 4.
Основной частью приспособления является полоса 8 с приваренными к ней под углом к поперечной ее оси планками 15, изогнутыми по радиусу бетонной трубы. Полоса располагается внутри формы 1 параллельно образующей, опираясь крайними планками на торцевые кольца формы, и закрепляется к двум швеллерам, которые другими концами закреплены на оси 10. Ось вращается в подшипниках и установленных на раме.
и снабжена двумя противовесами 3 для автоматического подъема полосы и удержания ее в пoднятo положении после наполнения формы бетоном. На конец оси насажен рычаг 4 для управления полосой. К стойке рамы приделаны упоры 5, которыми ограничивается подъем полосы в форме.
После установки формы на станок в нее закладывается полоса 8 и закрепляется к концам швеллеров 7, после чего форма приводится во вращение. Из бункера 13, расположенного непосредственно у станка, через затвор начинает поступать в форму бетонная масса. Подача бетонной массы регулируется затвором, к которому идет тяга от общего места управления. Поступающий из бункера бетон по заполнении формы с одного ее конца поднимается выше уровня торцевого кольца. Эта выступившая часть бетона при вращательном движении формы в момент прохождения под полосой 8 встретится с планкой 15 и будет ею смещена в направлении противоположного конца на величину шага планок. При следующем обороте формы смещенная часть бетона будет захвачена уже соседней планкой и произойдет дальнейшее смещение бетона вдоль формы. Таким образом, выступившая за уровень торцевого кольца бетонная масса будет перемещаться планками в направлении не заполненной части формы и заполнять ее. По заполнении формы излишне поступивщий бетон будет выведен за пределы формы, так же как и все легкие частицы, выступившие на поверхность. |
Одновременно будет происходить и заглаживание внутренней поверхности трубы, так как изогнутость планок совпадает с цилиндрической поверхностью трубы.
Во все время заполнения бетоном формы и выглаживания поверхности планки прижимаются к форме усилием рабочего посредством рычага 4. При уплотнении же бетона на больших оборотах полоса (S удерживается в поднятом положении противовесами 5.
К положительным сторонам приспособления следует отнести: увеличение производительности станка, так как время питания будет сокращено, точные размеры стенок труб и выглаживание внутренней поверхности, что уплотнит бетон и повысит качество изготовляемых труб.
Предмет изобретения.
1. Приспособление к форме для изготовления бетонных и тому подобных труб центробежным способом, предназначенное для равномерного распределения поступающего в форму бетона и сглаживания внутренней поверхности труб, отличающееся тем, что оно состоит из расположенной внутри формы параллельт но образующей ее полосы 6 с косо прикрепленными и изогнутыми по внутреннему радиусу трубы планками 15.
3. Приспособление по п. 1, отличающееся тем, что полоса 8 установлена поворотно на оси 10 для включения или выключения приспособления
| название | год | авторы | номер документа |
|---|---|---|---|
| Вибрационный станок для изготовления плит сухой штукатурки | 1940 |
|
SU60214A1 |
| УСТРОЙСТВО ДЛЯ СУШКИ КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ ГОЛОЙ " GLYCYRRHIZA GLABRA L" | 2000 |
|
RU2168684C1 |
| Устройство для центрирования обсадных колонн в скважине | 1985 |
|
SU1326723A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ГЕРМЕТИЧНОГО СОЕДИНЕНИЯ ГЛАДКИХ ТРУБ МЕЖДУ СОБОЙ | 2014 |
|
RU2649717C2 |
| СТИРАЛЬНАЯ МАШИНА С ЕМКОСТЬЮ ДЛЯ ЩЕЛОЧИ, ОТФОРМОВАННОЙ ИЗ ПЛАСТМАССЫ | 1997 |
|
RU2129177C1 |
| Устройство для центрирования ленты конвейера | 1982 |
|
SU1058846A1 |
| Подвижная опалубка для возведения железобетонных дымовых труб | 1945 |
|
SU69838A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДЕЗАКТИВАЦИИ ОБОЙМЫ ВЕРХНЕГО ТРАКТА УРАН-ГРАФИТОВЫХ ЯДЕРНЫХ РЕАКТОРОВ | 1998 |
|
RU2130656C1 |
| КАССЕТА ДЛЯ ЛИТЬЕВОГО ФОРМОВАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТВЕРДЕЮЩИХ МАТЕРИАЛОВ | 2007 |
|
RU2352456C1 |
| УСТРОЙСТВО ДЛЯ ЗАТИРКИ И ЗАГЛАЖИВАНИЯ ПОВЕРХНОСТЕЙ | 1993 |
|
RU2100542C1 |