Группа изобретений относится к производству изделий из твердеющих материалов, в частности из бетона, а именно к устройству для литьевого формования, способу изготовления изделий и к изделию, полученному данным способом, и может быть использована, преимущественно, для крупносерийного поточного производства противовесов для комплектации стиральных машин широкого модельного ряда.
В известном способе изготовления противовеса для стиральной машины из GB 2044298 бетонную смесь заливают в кольцевую коробчатую форму, которую необходимо выполнять отдельно и заливать бетоном. Выполненные и залитые формы необходимо поставить до отверждения бетона с большими промежутками на соответствующей площадке, вследствие чего они занимают значительную площадь. В других известных способах противовесы для стиральных машин, например DE 3217160 А1, изготавливают в повторно используемых литейных формах и, если они охватывают бетонное кольцо противовеса кругом, штабелируют в таких формах. Однако их можно вынимать из этой формы только через определенное время отверждения. Вследствие этого во время отверждения занято большое количество литейных форм, поэтому при большом объеме производства в штучном выражении требуется соответственно большое количество литейных форм или необходимо каждый раз выдерживать время отверждения до освобождения литейных форм, в результате чего затрудняется непрерывное производство. Если для упрощения изготовления такого противовеса используется открытая сверху литейная форма, то данную известную форму необходимо изготавливать и заливать бетоном также отдельно. Эти залитые формы также необходимо ставить до отверждения бетона на площадке с большими промежутками между ними, и они занимают также значительную площадь (патент РФ №2204633, D06F 37/26, 2003).
Основным недостатком традиционных способов изготовления бетонных противовесов для стиральных машин является литье в подобные формы, не позволяющее реализовать процесс массового выпуска противовесов для стиральных машин широкого модельного ряда, поскольку приходится заполнять каждую опалубочную форму по отдельности.
Известна форма для изготовления изделий из бетона, включающая разъемную металлическую оснастку со средствами соединения, в которой размещена полимерная формообразующая часть, где металлическая оснастка выполнена в виде разъемной уголковой рамы и поддона из листового материала, а полимерная формообразующая часть выполнена в виде полимерного вкладыша из составных элементов: дна, стенок, соединенных между собой полимерным уголковым зажимом (см. патент РФ №2228262, В28В 7/00, В28В 7/36, 2004). Принят за прототип.
Недостатком данной известной формы является ее низкая эффективность из-за необходимости заполнять каждую форму по отдельности, значительно снижающая производительность формования.
Известен способ литья бетона для изготовления бетонных изделий, в частности для изготовления противовеса для промывочных машин или балласта, включающий подготовку модели, воспроизводящей в обратной форме изготавливаемое изделие, изготовление опалубочной формы по модели, последовательное формирование совокупности опалубочных форм, воспроизводящих в обратной форме изготавливаемое изделие, заливку бетона в опалубочную форму, затвердение изделия в опалубочной форме и его высвобождение (распалубку). В данном способе осуществляют прерывистое или непрерывное литье бетона в формы. Тип литья - литье сверху в форму с открытым поперечным сечением. После затвердения изделий в формах их высвобождают из каждой формы последовательно.
Каждая полуформа содержит на двух своих противоположных лицевых поверхностях полуотпечаток изготавливаемого изделия и литник. Полуформы последовательно сочленяют и вводят бетон (патент РФ №2268141, В28В 1/14, 2006). Принят за прототип.
Недостатками данного способа являются сложность и трудоемкость процесса из-за использования временных форм, изготовление которых требует специального оборудования, что увеличивает себестоимость изделий. К тому же требуются специальные быстротвердеющие марки бетона, затвердение которых в опалубочных формах проходит в течение 30-90 мин.
Задачей, решаемой в предложении заявителя, является решение технологической проблемы массового выпуска изделий из твердеющих материалов, в том числе противовесов для стиральных машин широкого модельного ряда, путем создания эффективного способа их изготовления на основе формовочного устройства, обеспечивающего одновременное литьевое формование изделий, увеличение эффективности литьевой формы, повышение производительности формования изделий, позволяющего механизировать процесс заливки и обеспечить возможность крупносерийного поточного производства.
Сущность изобретения состоит в том, что в кассете для литьевого формования, включающей разъемную металлическую оснастку со средствами соединения, в которой размещена полимерная формообразующая часть, особенность состоит в том, что металлическая оснастка выполнена в виде разъемного каркаса с несущей рамой, снабженной стойками с верхним ограничителем, в его основании, на которой установлены: запорная рама каркаса с возможностью продольного перемещения, для чего ее штанги введены в направляющие трубы передних стоек несущей рамы, две ограничительные рамки каркаса, расположенные между запорной рамой и задними стойками несущей рамы с возможностью продольного перемещения и фиксации от поперечного сдвига уголковыми ограничителями, и расположенная между ограничительными рамками полимерная формообразующая часть в виде совокупности составных литьевых пластиковых разъемных форм, где каждая из форм изготовлена на основе модели формуемого изделия и выполнена из двух полуформ, при этом передняя полуформа одной из форм собрана в переднюю торцевую секцию, задняя полуформа - в заднюю торцевую секцию посредством средств соединения в виде монтажных торцевых рамок, полуформы остальных форм собраны попарно тыльными сторонами друг к другу в ряд промежуточных секций посредством средств соединения в виде монтажных планок и монтажных уголков, секции полуформ последовательно установлены с возможностью их демонтажа, сомкнуты по поверхностям разъема посредством направляющих выступов на них с образованием формующей поверхности, соответствующей конфигурации формуемого изделия, и объединены в единый блок из совокупности составных литьевых форм зажимом посредством запорной рамы и фиксаторов, причем совокупность составных форм установлена на несущей раме таким образом, что их заливные отверстия расположены сверху и в одной плоскости. Особенность может быть и в том, что каждая из форм изготовлена на основе трехмерной компьютерной модели формуемого изделия. Также единый блок может включать 80-140 шт. литьевых пластиковых разъемных форм.
Сущность изобретения состоит также в том, что в способе изготовления изделий из твердеющих материалов, включающем изготовление на основе модели формуемого изделия литьевой формы, состоящей из двух полуформ с последующим последовательным их сочленением с формированием совокупности литьевых форм с формующей поверхностью, соответствующей конфигурации формуемого изделия, заливку бетона в формы, уплотнение и затвердение изделий в формах, распалубку и выемку готовых изделий, особенность состоит в том, что предварительно создают трехмерную компьютерную модель формуемого изделия и на ее основе изготавливают пластиковые разъемные формы, состоящие из двух полуформ, а последующее последовательное сочленение готовых полуформ с формированием совокупности литьевых форм выполняют таким образом, что полуформы сначала соединяют в секции, которые далее последовательно устанавливают на каркасе кассеты для литьевого формования, состыковывают по поверхностям разъема посредством направляющих выступов на них с образованием формующей поверхности, соответствующей конфигурации формуемого изделия, объединяют и формируют совокупность составных литьевых форм, где заливные отверстия каждой формы располагают сверху и в одной плоскости, после чего совокупность литьевых форм закрепляют на каркасе кассеты и получают кассету для литьевого формования, подают ее на заливку и заливают бетон сверху через заливные отверстия в полость форм, а затем кассеты с заполненными формами устанавливают друг на друга в штабеля и выдерживают до затвердения бетона, а после этого демонтируют секции кассеты и высвобождают готовые изделия, затем секции снова монтируют в единый блок из совокупности составных форм для повторной заливки. Особенность может быть и в том, что формируют совокупность из 80-140 литьевых форм. Также, в частности, заливают бетон в кассету в течение 5-10 минут. Еще особенность может быть и в том, что кассету выдерживают до затвердения бетона в течение 0,5-48 часов.
Согласно заявляемому изобретению известными в технике средствами можно изготовить изделие разного типа, которое традиционно изготавливают из твердеющих материалов, например из бетона, но, преимущественно, можно изготовить бетонные противовесы для комплектации стиральных машин различных конфигураций.
Заявляемая совокупность существенных признаков позволяет получить следующий технический результат.
Выполнение каркаса кассеты разъемным с несущей рамой в его основании позволяет производить на нем быстрый и простой монтаж и демонтаж секций составного блока литьевых форм, что позволяет осуществить быструю переналадку кассеты и обеспечить повышение производительности. При этом средства соединения в виде монтажных торцевых рамок, монтажных уголков и монтажных планок обеспечивают сборку полуформ в секции и секций в совокупность составных литьевых форм единого блока кассеты для литьевого формования. При этом объединение литьевых форм в единый блок повышает эффективность их использования, а жесткая рама в основании каркаса обеспечивает расположение заливных отверстий всех форм в одной плоскости, в том числе сверху, что позволяет механизировать процесс заливки бетона в формы. Так, использование кассеты для литьевого формования позволяет получать с одной заливки такое количество готовых изделий, которое соответствует количеству форм в кассете, например 80-140 противовесов, в зависимости от их геометрии и объема, а с учетом того, что время заливки составляет 5-10 минут, за час можно изготовить 480-1680 литых изделий. Ограничительные рамки обеспечивают упор при сборе секций полуформ в совокупность составных литьевых форм и служат ограничителями при закреплении совокупности форм в единый блок кассеты. Задние стойки рамы каркаса обеспечивают упор для задней ограничительной рамки. Передние стойки рамы каркаса с направляющими трубами, запорная рама каркаса со штангами, введенными в направляющие трубы, и фиксаторы позволяют осуществить быстрый и эффективный зажим, например гидравлический, обеспечивая закрепление совокупности литьевых форм в единый блок кассеты. Выполнение формы разъемной, состоящей из двух разъединяемых полуформ, объединенных в секции, облегчает монтаж, обеспечивает быструю переналадку кассеты, а также улучшает демонтаж, выемку готового изделия и повторный монтаж. Выполнение лицевой поверхности пластиковой формы на основе трехмерной компьютерной модели формуемого изделия обеспечивает более точное выполнение полости внутри формы, соответствующей его конфигурации, в частности конфигурации противовеса, уменьшает тем самым количество бракованных изделий, что, в свою очередь, обеспечивает необходимую форму изделию при его воспроизведении, что также обеспечивает увеличение производительности. Выполнение форм из пластика обеспечивает уменьшение адгезии к бетону. Сборка и установка пластиковых форм посредством металлической оснастки со средствами соединения обеспечивает сохранность пластиковых форм при их монтаже и демонтаже. Выполнение стоек рамы каркаса с ограничителями вверху позволяет устанавливать кассеты друг на друга в штабеля, что обеспечивает компактную установку на определенной площади места для выдержки. Выполнение металлической оснастки рамной конструкции облегчает ее вес и позволяет расположить большее количество форм в кассете. Таким образом, увеличивается эффективность литьевых форм, повышается производительность формования, обеспечивается механизация процесса заливки и крупносерийное поточное производство изделий, в том числе массовый выпуск противовесов для комплектации стиральных машин широкого модельного ряда.
На фиг.1 представлена схема компоновки кассеты для литьевого формования; на фиг.2 представлен вид А на фиг.1; на фиг.3 - каркас в сборе кассеты для литьевого формования, общий вид; на фиг.4 представлена несущая рама каркаса в сборе, общий вид; на фиг.5 представлен вид Б на фиг.4; на фиг.6 представлена запорная рама каркаса в сборе, боковой вид; на фиг.7 - ограничительная рамка каркаса в сборе, боковой вид; на фиг.8 представлен рисунок компоновки секций полуформ в совокупность форм; на фиг.9 представлена монтажная торцевая рамка в сборе, боковой вид; на фиг.10 - монтажная планка, общий вид; на фиг.11 - разрез В-В на фиг.10; на фиг.12 - разрез В-В на фиг.10; на фиг.13 представлен монтажный уголок, общий вид; на фиг 14 - разрез Г-Г на фиг.13; на фиг.15 - фиксатор в сборе, общий вид; на фиг.16-19 - полуформы.
Кассета для литьевого формования представляет собой разъемную металлическую оснастку со средствами соединения, выполненную в виде разъемного каркаса 1, и установленный на его основании единый блок из совокупности составных пластиковых разъемных литьевых форм 2, собранных посредством средств соединения. Основанием каркаса 1 служит горизонтально расположенная несущая рама 3, снабженная передними и задними вертикальными стойками 4, 5 соответственно, выполненная, например, из жестко связанных продольных балок 6, дополнительных балок 7, поперечных балок 8, стяжек 9 и стоек 4, 5. Каждая стойка 4, 5 снабжена верхним ограничителем 10. Передние стойки 4 выполнены с направляющими трубами 11, в которые введены штанги 12 запорной рамы 13, установленной на несущей раме 3 с возможностью продольного перемещения. Запорная рама 13 выполнена, например, жестким соединением продольных балок 14, поперечных балок 15, распорной балки 16 и штанг 12. Между задними стойками 5 и запорной рамой 13 на несущей раме 3 установлены две ограничительные рамки 17 с возможностью продольного перемещения, снабженные уголковыми ограничителями 18 для фиксации от поперечного сдвига. Ограничительная рамка 17 выполнена, в частности, жестким соединением продольных балок 19, стоек 20, поперечин 21 и уголковых ограничителей 18. Между двумя ограничительными рамками 17 на несущей раме 3 установлен единый блок из совокупности составных пластиковых литьевых форм 2, каждая из которых выполнена из двух полуформ: передней и задней 22, 23 соответственно и изготовлена на основе модели формуемого изделия, например на основе модели противовеса для комплектации стиральных машин, в частности трехмерной компьютерной модели противовеса. При этом единый блок форм образован следующим образом. Полуформа 22 собрана посредством средства соединения в виде торцевой рамки 24 в переднюю торцевую секцию 25, полуформа 23 собрана посредством средства соединения в виде торцевой рамки 24 в заднюю торцевую секцию 26 и остальные полуформы собраны попарно своей тыльной стороной друг к другу посредством средств соединения в виде монтажных планок 27,28 и монтажных уголков 29 в промежуточные секции 30. Все секции последовательно объединены в совокупность составных литьевых форм 2 посредством смыкания по поверхностям разъема полуформ и выполненных на них направляющих выступов и установлены с опорой на боковые стороны несущей рамы 3 каркаса 1 с возможностью их демонтажа, а совокупность литьевых пластиковых форм 2 зафиксирована зажимом, например гидравлическим зажимом, в единый блок посредством запорной рамы 13 и фиксаторов 31. Фиксатор 31 представляет собой корпус 32 с жестко связанным с ним пальцем 33. Единый блок из совокупности составных форм установлен таким образом, что заливные отверстия 34 всех форм расположены сверху и в одной плоскости. Длина блока определена положением ограничительных рамок 17. Количество форм 2 для воспроизведения противовесов для комплектации стиральных машин в одной кассете составляет 80-140 шт. Форма 2 выполнена, например, из полимерного материала с малой адгезией к бетону (в частности, жаропрочного полистирола). Детали оснастки выполнены, в частности, из профильного материала. Формообразующая поверхность (полость внутри каждой формы 2) соответствует поверхности формуемого изделия.
Кассета для литьевого формования монтируется, а способ изготовления противовесов стиральных машин осуществляется следующим образом.
Предварительно создают трехмерную компьютерную модель формуемого изделия, в частности противовеса для комплектации стиральных машин, на основании которой изготавливают пластиковые полуформы 22, 23, при сопряжении которых образуется формообразующая поверхность, соответствующая поверхности формуемого изделия. Сборку кассеты для литьевого формования обеспечивают каркас 1 кассеты и средства соединения полуформ 22, 23 в секции. На боковых сторонах несущей рамы 3 каркаса 1 устанавливают ограничительные рамки 17, после чего выполняют сборку пластиковых полуформ 22, 23 в торцевые секции 25, 26 и промежуточные секции 30 посредством средств соединения в виде монтажных торцевых рамок 24, монтажных планок 27, 28 и монтажных уголков 29 с последующим последовательным монтажом секций в совокупность составных литьевых форм 2, зажимают посредством запорной рамы 13, закрепляя посредством фиксаторов 31. Формы 2 располагают таким образом, что их заливные отверстия 34 расположены сверху и в одной плоскости. Бетонная смесь последовательно заливается через заливные отверстия в полости литьевых форм 2 кассеты, уплотняется и, застывая, приобретает конфигурацию и вес, определяемые геометрией и объемом полостей литьевых форм. При заливке формовочной смеси кассета расположена на вибростоле, а заливка одной кассеты выполняется, например, в течение 5-10 минут. Процесс выдержки протекает, в частности, в течение 24-48 часов и зависит от вида изделия, рецептуры бетонной смеси. Во время выдержки для затвердения бетонной смеси кассеты устанавливают друг на друга в штабеля. По достижении изделием прочности, достаточной для его извлечения, блок литьевых форм последовательно демонтируют, разъединяя торцевые 25, 26 и промежуточные 30 секции, высвобождают готовые изделия, в том числе противовесы. Затем торцевые 25, 26 и промежуточные 30 секции собирают в совокупность форм 2 и закрепляют на каркасе 1. Кассета готова к повторной заливке.
Изготовление противовесов для комплектации стиральных машин по заявляемому способу, в котором использована кассета для литьевого формования, позволяет механизировать процесс заливки и обеспечить крупносерийное поточное производство. При этом уменьшаются затраты на техническое обслуживание, переналадку и время проведения всего процесса, т.е. увеличивается производительность и снижается себестоимость полученных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОНА | 2002 |
|
RU2228262C2 |
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЬНОЙ ОСНАСТКИ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2019 |
|
RU2742301C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБРАЗЦОВ ИЗ ЛИТЬЕВЫХ ОТВЕРЖДАЮЩИХСЯ СМОЛ | 2012 |
|
RU2508176C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ФОРМООБРАЗУЮЩИХ ПОВЕРХНОСТЕЙ МАТРИЦ И ПУАНСОНОВ ПРЕСС-ФОРМ | 2016 |
|
RU2631785C2 |
| Устройство для формования бетонных изделий на поддонах | 1989 |
|
SU1742054A1 |
| Форма-вагонетка для изготовления длинномерных строительных изделий | 1981 |
|
SU1004101A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2188126C2 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ РАМЫ ИЛЛЮМИНАТОРА | 2012 |
|
RU2500535C1 |
| Кассетная форма для изготовления изделий из бетонных смесей | 1989 |
|
SU1708630A1 |
Изобретение относится к области строительства. Кассета для литьевого формования включает разъемную металлическую оснастку со средствами соединения, в которой размещена полимерная формообразующая часть. При этом металлическая оснастка выполнена в виде разъемного каркаса с несущей рамой. Полимерная формообразующая часть выполнена в виде совокупности составных литьевых пластиковых разъемных форм, где каждая из форм изготовлена на основе модели формуемого изделия и выполнена из двух полуформ. Способ изготовления изделий из твердеющих материалов включает изготовление на основе модели формуемого изделия литьевой формы, заливку бетона в формы, уплотнение и затвердение изделий в формах, распалубку и выемку готовых изделий. Технический результат заключается в увеличении эффективности, повышении производительности. 3 н. и 7 з.п. ф-лы, 19 ил.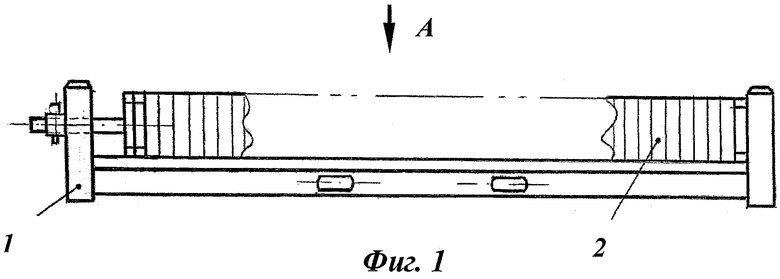
1. Кассета для литьевого формования, включающая разъемную металлическую оснастку со средствами соединения, в которой размещена полимерная формообразующая часть, отличающаяся тем, что металлическая оснастка выполнена в виде разъемного каркаса с несущей рамой, снабженной стойками с верхним ограничителем, в его основании, на которой установлены: запорная рама каркаса с возможностью продольного перемещения, для чего ее штанги введены в направляющие трубы передних стоек несущей рамы, две ограничительные рамки каркаса, расположенные между запорной рамой и задними стойками несущей рамы с возможностью продольного перемещения и фиксации от поперечного сдвига уголковыми ограничителями, и, расположенная между ограничительными рамками, полимерная формообразующая часть в виде совокупности составных литьевых пластиковых разъемных форм, где каждая из форм изготовлена на основе модели формуемого изделия и выполнена из двух полуформ, при этом передняя полуформа одной из форм собрана в переднюю торцевую секцию, задняя полуформа - в заднюю торцевую секцию посредством средств соединения в виде монтажных торцевых рамок, полуформы остальных форм собраны попарно тыльными сторонами друг к другу в ряд промежуточных секций посредством средств соединения в виде монтажных планок и монтажных уголков, секции полуформ последовательно установлены с возможностью их демонтажа, сомкнуты по поверхностям разъема посредством направляющих выступов на них с образованием формующей поверхности, соответствующей конфигурации формуемого изделия, и объединены в единый блок из совокупности составных литьевых форм зажимом посредством запорной рамы и фиксаторов, причем совокупность составных форм установлена на несущей раме таким образом, что их заливные отверстия расположены сверху и в одной плоскости.
2. Кассета по п.1, отличающаяся тем, что каждая из форм изготовлена на основе трехмерной компьютерной модели формуемого изделия.
3. Кассета по п.1 или 2, отличающаяся тем, что единый блок включает 80-140 литьевых пластиковых разъемных форм.
4. Способ изготовления изделий из твердеющих материалов, включающий изготовление на основе модели формуемого изделия литьевой формы, состоящей из двух полуформ с последующим последовательным их сочленением с формированием совокупности литьевых форм с формующей поверхностью, соответствующей конфигурации формуемого изделия, заливку бетона в формы, уплотнение и затвердение изделий в формах, распалубку и выемку готовых изделий, отличающийся тем, что предварительно создают трехмерную компьютерную модель формуемого изделия и на ее основе изготавливают пластиковые разъемные формы, состоящие из двух полуформ, а последующее последовательное сочленение готовых полуформ с формированием совокупности литьевых форм выполняют таким образом, что полуформы сначала соединяют в секции, которые далее последовательно устанавливают на каркасе кассеты для литьевого формования, состыковывают по поверхностям разъема посредством направляющих выступов на них с образованием формующей поверхности, соответствующей конфигурации формуемого изделия, объединяют и формируют совокупность составных литьевых форм, где заливные отверстия каждой формы располагают сверху и в одной плоскости, после чего совокупность литьевых форм закрепляют на каркасе и получают кассету для литьевого формования, подают ее на заливку и заливают бетон сверху через заливные отверстия в полость форм, а затем кассеты с заполненными формами устанавливают друг на друга в штабеля и выдерживают до затвердения бетона, а после этого демонтируют секции кассеты и высвобождают готовые изделия, затем секции снова монтируют в единый блок из совокупности составных форм для повторной заливки.
5. Способ по п.4, отличающийся тем, что формируют совокупность из 80-140 литьевых форм.
6. Способ по п.4, отличающийся тем, что заливают бетон в кассету в течение 5-10 мин.
7. Способ по п.5, отличающийся тем, что заливают бетон в кассету в течение 5-10 мин.
8. Способ по любому из пп.4-7, отличающийся тем, что кассету выдерживают до затвердения бетона в течение 0,5-48 ч.
9. Бетонное изделие, которое можно изготовить способом по п.4.
10. Изделие по п.9, которое представляет собой противовес для комплектации стиральных машин различных конфигураций.
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОНА | 2002 |
|
RU2228262C2 |
| СПОСОБ ЛИТЬЯ БЕТОНА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2268141C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2004 |
|
RU2260089C1 |
| Свинцовый аккумулятор | 1975 |
|
SU518826A1 |

