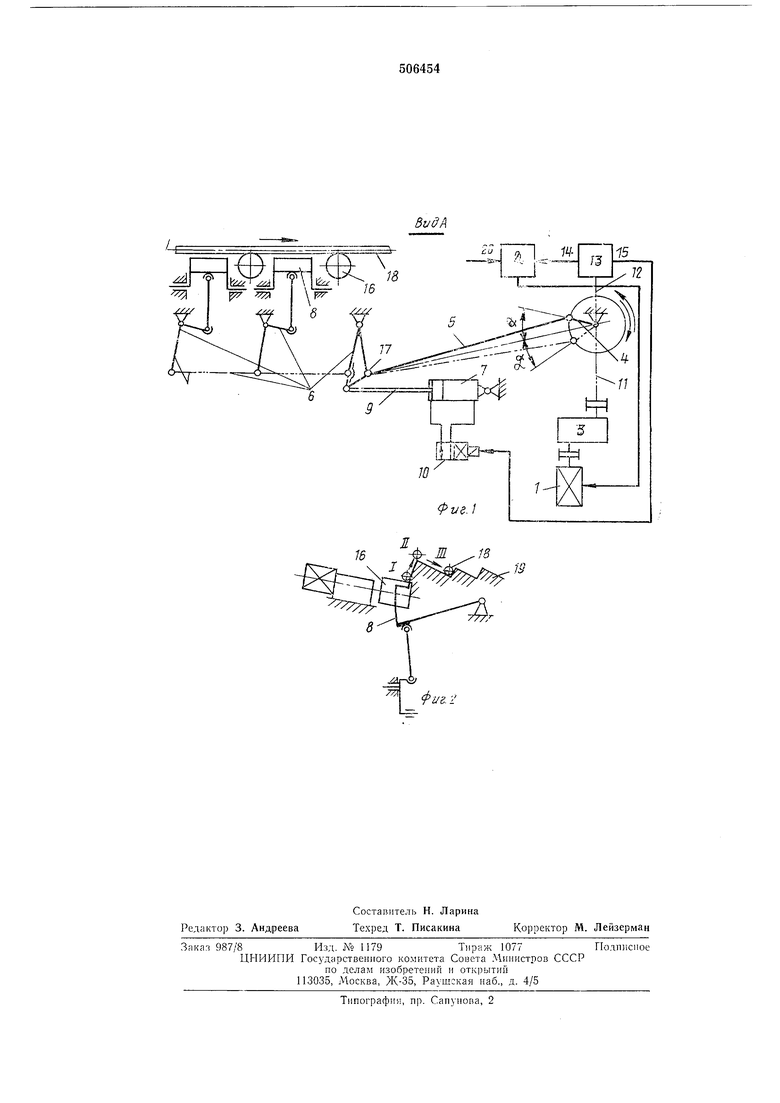
редуктора 3 жестко соединен с осью вращения кривошипа 4 и валом 12 командоаппарата 13 с эл-ектрическими выходами 14 и 15, соответственно подключенными к системе управления 2 и к пневмораспределнтелю 10.
Привод работает следующим образо м.
В исходном положении клапаны 8 находятся 1ниже верхнего уровня роликов рольганга 16, поршень цилиндра 7 прижат к передней его крышке, а кривошипно-шатунный механизм находится, например, в одном из исходных положений, изо:браженном на фиг. 1 сплошными линиями. При этом фиксированный угол а между .кривошипом 4 и линией, соединяющей ось вращения кривошипа 4 с центром шарнира 17, лерекрывает зону малых перемещений рычажной системы при больших углах поворота кривошипа.
Прокат 18, двигаясь к холодильнику 19, попадает на рольганг 16, транспортируется им вдоль холодильника и, прижимаясь за счет наклона роликов рольганга в боковой поверхности холодильника, занимает положение I. В момент времени, соответствующий определенному положению проката относителыно холодильника, на вход 20 системы 2 управления электродвигателем 1 поступает сигнал Включения клапанов 8. При этом электродвигатель 1 включается и через редуктор 3 приводит во вращение кривошип 4.
Последний поворачивается в направлепии, указанном стрелкой, изображенной сплошной линией. При повороте кривошипа 4 перемещается шарнирно-рычажная система 6, и клапаны 8 поднимаются. Так как исходное положе«ие клапанов перед работой определяется фиксированным значелием угла а исходного положения кривошипа 4, то момент начала контакта проката с клапанами однозначно связан с моментом включения электродвигателя 1.
В течение подъема клапанов 8 прокат 18 тормозится силами трения о поверхность клапанов и боковую поверхность холодильника 19 и переходит из положения I в положение II. В этот момент крнвошипно-шатунный механизм занимает мертвое положение, при котором кривошип 4 и шатун 5 совмещены и совпадают с линией, соединяющей ось вращения кривошипа с центром шарнира 17.
Так как вблизи мертво.го положения большим углам поворота кривошипа соответствуют малые перемещения штанги, то прокат спевает переместиться из положения II в
положение П1 и попадает на холодильник 19, где останавливается окончательно.
При перемещении клапанов из исходного в крайнее верхнее положение поршень цилиндра 7 перемещается к задней крыщке цилиндра на величину хода, соответствующего перемещению рычажной системы.
КрИвощип 4, продолжая движение из мертвого положения, сообщает обратное перемещение клапанами 8, возвращая их на исходную позицию. В этой фазе движения кривошипа поршень цилиндра 7 движется к передней крышке.
До подхода кривошипа 4 к исходной позиции, изображенной прерывистой линией, командоаппарат 13 вырабатывает электрические сигналы на своих выходах 14 и 15. Электродвигатель 1 переводится в режим торможения, пневмораспределитель включается и соединяет поршневую полость цилиндра с магистралью сжатого воздуха, а штоковую - с атмосферой. После окончания торможения электродвигателя поршень цилиндра 7, продолжая перемещаться, прижимается к передней крышке цилиндра п устанавливает . кривошипно-шатунный механизм в «овое исходное положение, при котором угол а между кривошипом и линией, соединяющей ось вращения кривошипа с центром шарнира приводного конца штанги, равен фиксированному значению. При занятии указанного исходного положения электрический сигнал на выходе 15 командо1а1ппарата 13 исчезает, и пневмораспределитель 10 отключается.
Клапаны подготовлены к приему на холодильник очередного проката. Для сбрасывания следующей полосы электродвигатель 1 при пост -плении очередного включающего сигнала на вход 20 системы управления 2 реверсируется. Кривошип 4 при очередном включении перемещается в направлении, указанном стрелкой на прерывистой линии.
Формула изобретения
Привод возвратно-поступательного перемещения подъемных клапанов холодильника, содержащий управляемый электродвигатель, кривошипно-шатунный механизм и шарнирнорычажную систему, отличающийся тем, что, с целью повышения точности установки клапанов в исходное положение и повышения быстродействия привода, он снабжен поршневым управляемым цилиндром, шток которого соединен с шарнирно рычажной системой.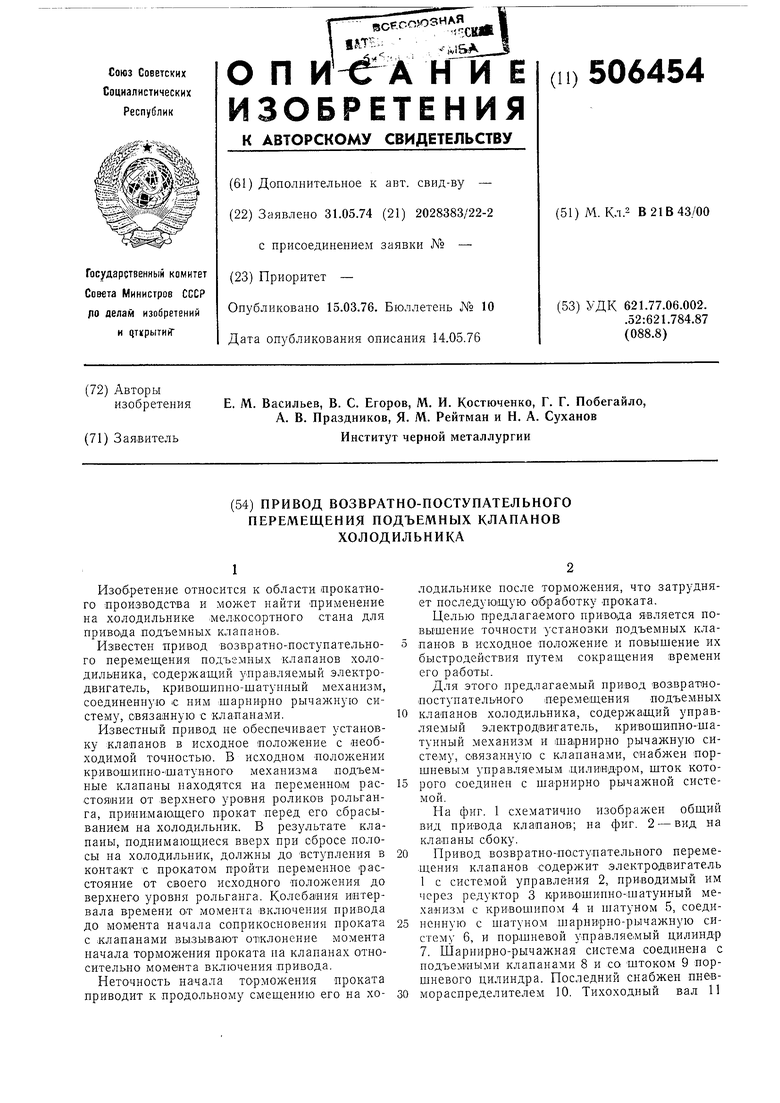
| название | год | авторы | номер документа |
|---|---|---|---|
| Клапанный сбрасыватель проката | 1978 |
|
SU774652A1 |
| Грейферная подача для транспортировки листового материала вдоль линии прессов | 1983 |
|
SU1090475A1 |
| Устройство для подачи полосового и ленточного материала в зону обработки | 1989 |
|
SU1708476A1 |
| КРИВОШИПНО-ШАТУННЫЙ ПРИВОД | 2010 |
|
RU2535590C2 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2166653C2 |
| ДВС С РЫЧАЖНЫМ КРИВОШИПНО-ШАТУННЫМИ МЕХАНИЗМАМИ И ВСТРЕЧНО ДВИЖУЩИМИСЯ ПОРШНЯМИ | 2018 |
|
RU2721963C2 |
| Механический пресс | 1980 |
|
SU903201A1 |
| МНОГОФУНКЦИОНАЛЬНАЯ СИЛОВАЯ УСТАНОВКА МОДУЛЬНОГО ТИПА | 1999 |
|
RU2164304C2 |
| Привод подачи фрезерного станка для обработки вафельной конструкции обечайки | 2024 |
|
RU2824782C1 |
| СПОСОБ УПРАВЛЕНИЯ ПОРШНЕВОЙ МАШИНОЙ С РЕГУЛИРОВАНИЕМ ХОДА ПОРШНЯ И ПОРШНЕВАЯ МАШИНА | 1998 |
|
RU2121580C1 |