Изобретение относится к области прокатного производства и может использоваться, например, на непрерывных мелкосортных станах, оборудован ных холодильником с клапанным сбрасы вателем полос, для укладки проката заданное поперечное сечение холодил ника. Сбрасыватель полос проката ка хо лодильник предназначен для передачи прокатанных на прокатном стане поло с подводящего рольганга холодильника на настил последнего, где они затем остывают, транспортируются в поперечном направлении, набираются в пакеты, которые в последующем раз .резаются на пачки прутков оговоренной заказом на готовую продукцию дл ны. Известен клапанный сбрасыватель проката, содержащий клапаны и рычажный механизм их подъема, воспринимающий движение от приводного группового вала, при этом клапаны объединены в несколько групп, каждая из которых имеет индивидуальный электромотор. Приводные валы могут быть соединены между собой эубчатыми муфтами, которые позволяют отключать привод отдельных групп 1 . Это Устройство не позволяет выравнить на холодильник передние торцы проката. Наиболее близким техническим решением к предложенному относится клапанный сбрасыватель, содержащий клапаны и рычс1жный механизм их подъема, имеющий расположенные в одну линию тяги, соединенные междусобой стяжными муфтами с компенсаторами удлинения тяг 2 . Это устройство также не обеспечивает укладку проката с ориентацией передних торцов относительно одной плоскости, а тем самым не обеспечивает увеличение выхода готовой мерной продукции. Целью изобретения является ориентация передних торцов проката относительно одной плоскости и повышение тем самым выхода мерного проката. Для достижения этой цели в клапанном сбрасывателе проката, содержащем клапаны, их рычажный механизм подъема с расположенными в одну линию тягами, установленными с возможностью возвратно-поступательного перемещения,
и промежуточные звенья соединякадие тяги, промежуточные звенья размещены на 0,1 длине сбрасывателя от его начала и каждое из них выполнено в виде поршневого цилиндра, щарнирносоединенного с соседними тягами корпусом и штоком, штокрвая полость которого подсоединена к пневмораопределителю, а поршневс1Я - к а тмосфере.
Указанные отличия позволяют укладывать прокат разной длины с ориентацией его переднего торца в одной плоскости, т.е. исключить взаимное продольное смещение проката между передними концами уложенных на холодильник полос.
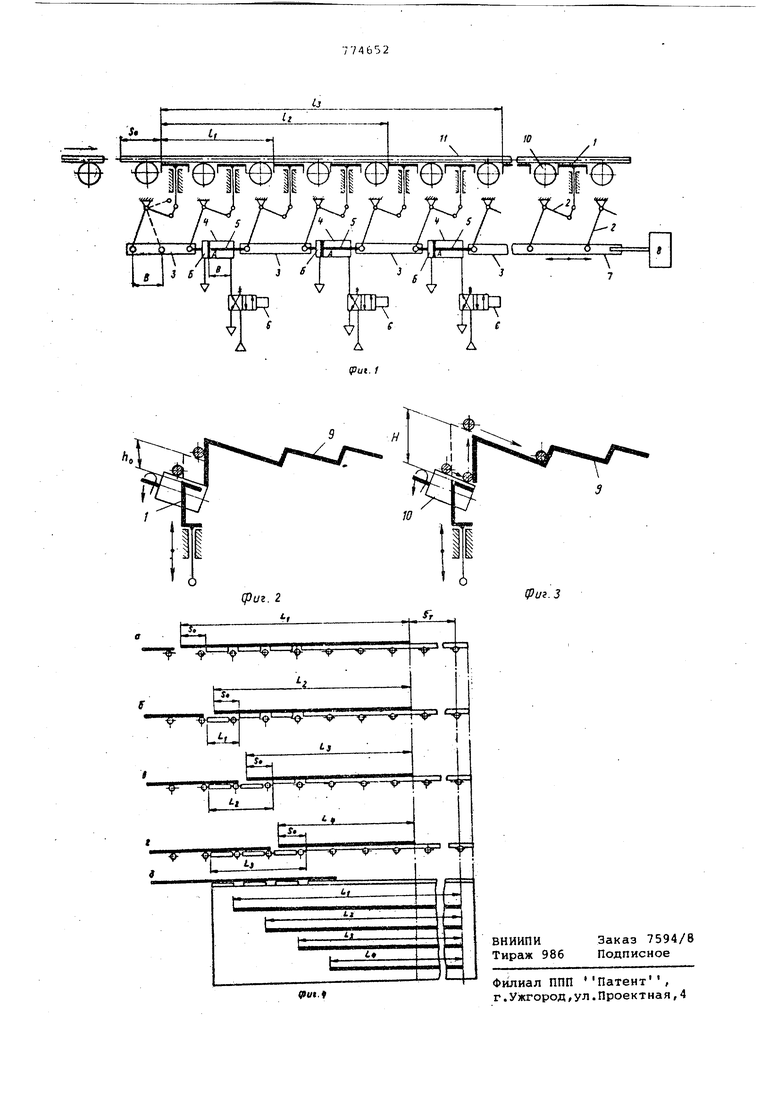
На фиг.1 изображен клапанный сбрсыватель проката на холодильник; на фиг.2 - клапаны при разделении смежных полос проката, вкл сбоку; н фиг.3 - клапаны при подъеме, вид своку; на фиг.4 - схема укладки полос различной длины на холодильник.
Клапанный сбрасыватель проката на холодильник содержит клапаны 1, их рычажные механизмы 2 подъема с тягами 3 и промежуточными звеньяNM. Промежуточные звенья, соединяющие соседние тяги, выполнены в виде поршневых пневматических цилиндров, корпус 4 и шток 5 каждого из которы шарнирно соединен с соседними тягам
К штоковым полостям А поршневых цилиндров подсоединены пневмораспреде ителк 6, а пог тевые полости соединены с атмосферой.
Поршневые цилиндры размещены в начале сбрасывателя на 0,1 его длины.
Тяги 3 с промежуточными звеньями и тяга 7 без промежуточных звеньев объединены в общую тягу, которая имеет привод 8 ее возвратно-поступательного перемещения, установленный в конце сбрасывателя.
клапаны 1 установлены вдоль холодильника 9 между роликами 10 подводящего рольганга, по которым от прокатного стана транспортируется прокат 11.
Клапанный сбрасыватель проката работает следующим образом.
В исходном положении привод 8 воз вратно-поступательного перемещения тяги отключен, клапаны 1 находятся ниже верхнего уровня роликов 10 подводящего рольганга холодильника, штоковые полости А поршневых цилиндров через соответствунвдие им пневмораспределители б сообщены с магистралью сжатого воздуха. Поршневые полости Б цилиндров портоянно сообщены с атмосферой.
Полоса проката 11, например,наибольшей длины 96 м транспортируется от прокатного стана в направлении, указанном стрелкой, и входит на ролики 10 подводящего рольганга холодильника, в этот момент, когда задний конец полосы 11 окажется на расстоянии S от первого клапана, включается привод 8 возвратно-поступательного перемещения тяги. Так как штоковые полости А цилиндров сообщены с магнистралью сжатого воздуха тяг 7, ее промежуточные звенья и тяги 3 движутся совместно.Клапаны 1 поднимаются и снимают прокат 11
с рольганга. Прокат тормозится. В
момент выхода конца полосы проката на холодильник 9 клапаны поднимаются на высоту ho, которая достаточна для отведения в сторону начала последующей полосы {фиг.2). При дальнейшем подъеме клапанов полоса проката 11 продолжает тормозиться, а последующая полоса движется по рольгангу прижимаясь к боковой поверхности поднимающихся клапанов за счет
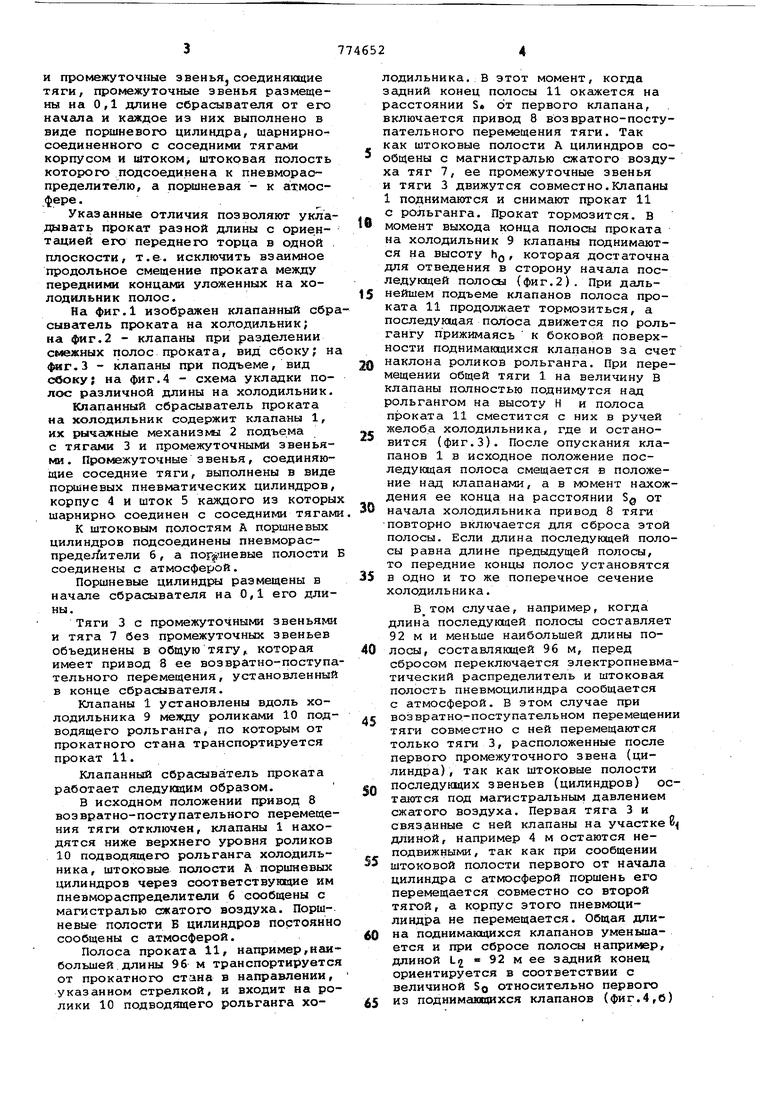
наклона роликов рольганга. При перемещении общей тяги 1 на величину в клапаны полностью поднимутся над рольгангом на высоту Н и полоса проката 11 сместится с них в ручей
желоба холодильника, где и остановится (фиг.З). После опускания клапанов 1 в исходное положение последующая полоса смещается в положение над клапанами, а в момент нахождения ее конца на расстоянии S от
начала холодильника привод 8 тяги повторно включается для сброса этой полосы. Если длина последующей полосы равна длине предыдущей полосы, то передние концы полос установятся
в одно и то же поперечное сечение холодиль ни ка.
случае, например, когда длина последукщей полосы составляет 92 м и меньше наибольшей длины полосы, составляющей 96 м, перед
сбросом переключается электропневматический распределитель и штоковая полость пневмоцилиндра сообщается с атмосферой. В этом случае при
возвратно-поступательном перемещении тяги совместно с ней перемещаются только тяги 3, расположенные после первого промежуточного звена (цилиндра), так как штоковые полости
последукщих звеньев (цилиндров) остаются под магистральным давлением сжатого воздуха. Первая тяга 3 и связанные с ней клапаны на участке В длиной, например 4 м остаются неподвижными, так как при сообщении
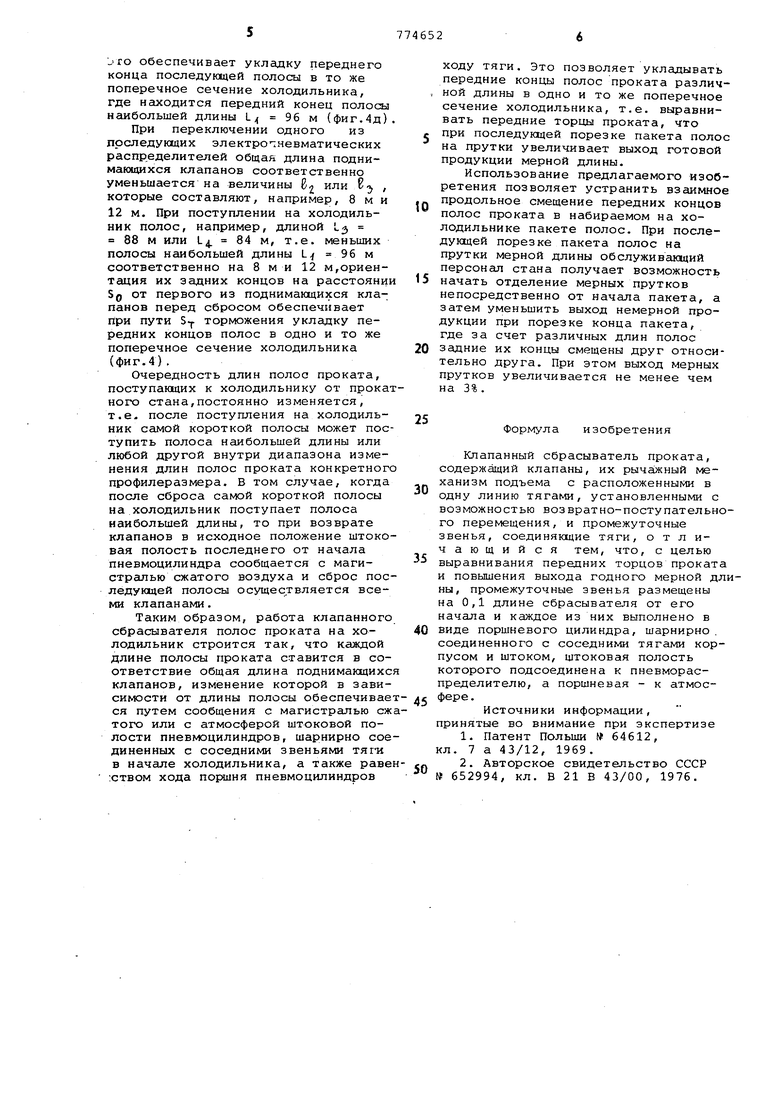
штоковой полости первого от начала цилиндра с атмосферой поршень его перемещается совместно со второй тягой, а корпус этого пневлюцилиндра не перемещается. Общая длина поднимающихся клапанов уменьшается и при сбросе полосы например, длиной L2 92 м ее задний конец ориентируется в соответствии с величиной SQ относительно первого
из поднимахицихся клапанов (фиг.4,б)
обеспечивает укладку переднего конца последуквдей полосы в то же поперечное сечение холодильника, где находится передний конец полосы наибольшей длины 1 Э6 м (фиг.4д).
При переключении одного из лрследующих электро-.невматических распределителей общая длина поднимающихся клапанов соответственно уменьшается на величины 6 или 2 , которые составляют, например, 8 м и 12 м. При поступлении на холодильник полос, например, длиной L 88 м или L4. 84 м, т.е. меньших полосы наибольшей длины L 96 м соответственно на 8 м и 12 м,ориентация их задних концов на расстоянии S0 от первого из поднимающихся клапанов перед сбросом обеспечивает при пути SY торможения укладку передних концов полос в одно и то же поперечное сечение холодильника (фиг.4).
Очередность длин полос проката, поступающих к холодильнику от прокатного стана,постоянно изменяется, т.е. после поступления на холодильник самой короткой полосы может поступить полоса наибольшей длины или любой другой внутри диапазона изменения длин полос проката конкретного профилеразмера. В том случае, когда после сброса самой короткой полосы на холодильник поступает полоса наибольшей длины, то при возврате клапанов в исходное положение штоковая полость последнего от начала пневмоцилиндра сообщается с магистралью сжатого воздуха и сброс последугацей полосы осуществляется всеми клапанами.
Таким образом, работа клапанного сбрасывателя полос проката на холодильник строится так, что каждой длине полосы проката ставится в соответствие общая длина поднимающихс клапанов, изменение которой в зависимости от длины полосы обеспечиваеся путем сообщения с магистралью сжтого или с атмосферой штоковой полости пневмоцилиндров, шарнирно соединенных с соседними звеньями тяги в начале холодильника, а также раве:ством хода поршня пневмоцилиндров
ходу тяги. Это позволяет укладывать передние концы полос проката различ. ной длины в одно и то же поперечное сечение холодильника, т.е. выравнивать передние торцы проката, что J при последующей порезке пакета полос на прутки увеличивает выход готовой продукции мерной длины.
Использование предлагаемого изобретения позволяет устранить взаимное
смещение передних концов полос проката в набираемом на холодильнике пакете полос. При последукщей порезке пакета полос на прутки мерной длины обслуживающий персонал стана получает возможность
5 начать отделение мерных прутков
непосредственно от начала пакета, а затем уменьшить выход немерной продукции при порезке конца пакета, где за счет различных длин полос
0 задние их концы смещены друг относительно друга. При этом выход мерных прутков увеличивается не менее чем на 3% .
25
Формула изобретения
Клапанный сбрасыватель проката, содержащий клапаны, их рычажный механизм подъема с расположенными в
0 одну линию тягами, установленными с возможностью воз вратно-поступательного перемещения, и промежуточные звенья, соединяющие тяги, отличающийся тем, что, с целью
5 выравнивания передних торцов проката и повышения выхода годного мерной длины, промежуточные звенья размещены на 0,1 длине сбрасывателя от его начала и каждое из них выполнено в 0 виде поршневого цилиндра, шарнирно соединенного с соседними тягами корпусом и штоком, штоковая полость которого подсоединена к пневмораспределителю, а поршневая - к атмос5 Р Источники информации,
принятые во внимание при экспертизе
1. Патент Польши № 64612, кл. 7 а 43/12, 1969.
2. Авторское свидетельство СССР
50 № 652994, кл. В 21 В 43/00, 1976.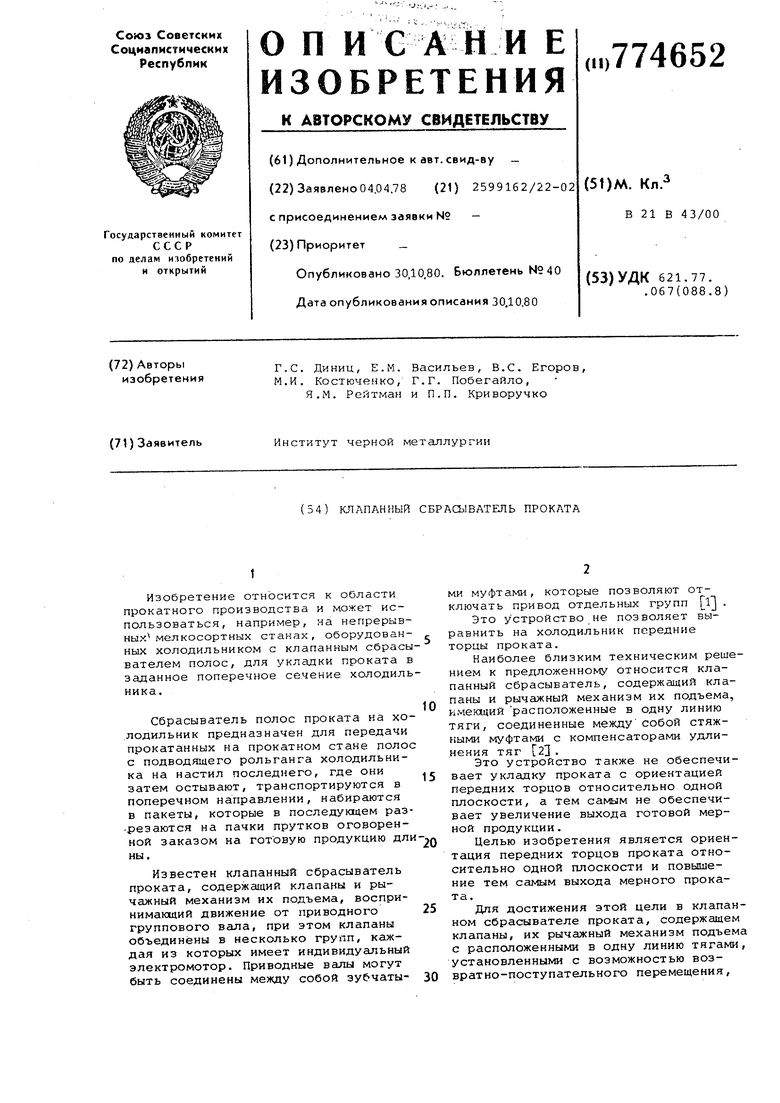
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства сортового проката | 1987 |
|
SU1468616A1 |
| Непрерывный мелкосортный стан | 1986 |
|
SU1338904A1 |
| УСТРОЙСТВО ДЛЯ ПРИНУДИТЕЛЬНОГО ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ФИКСИРОВАННОЙ ОСТАНОВКИ ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО ПРОКАТА | 2010 |
|
RU2427438C1 |
| Клапанный сбрасыватель проката | 1986 |
|
SU1366253A1 |
| Клапанный сбрасыватель проката | 1983 |
|
SU1118445A1 |
| Отводящий рольганг холодильника мелкосортного стана | 1981 |
|
SU1014616A1 |
| Клапанный сбрасыватель проката | 1984 |
|
SU1186312A1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
| ПРИЕМНЫЙ УЧАСТОК ХОЛОДИЛЬНИКА СОРТОВОГО ПРОКАТНОГО СТАНА | 2008 |
|
RU2368444C1 |
| Устройство для торможения ферромагнитного проката | 1982 |
|
SU1151344A1 |