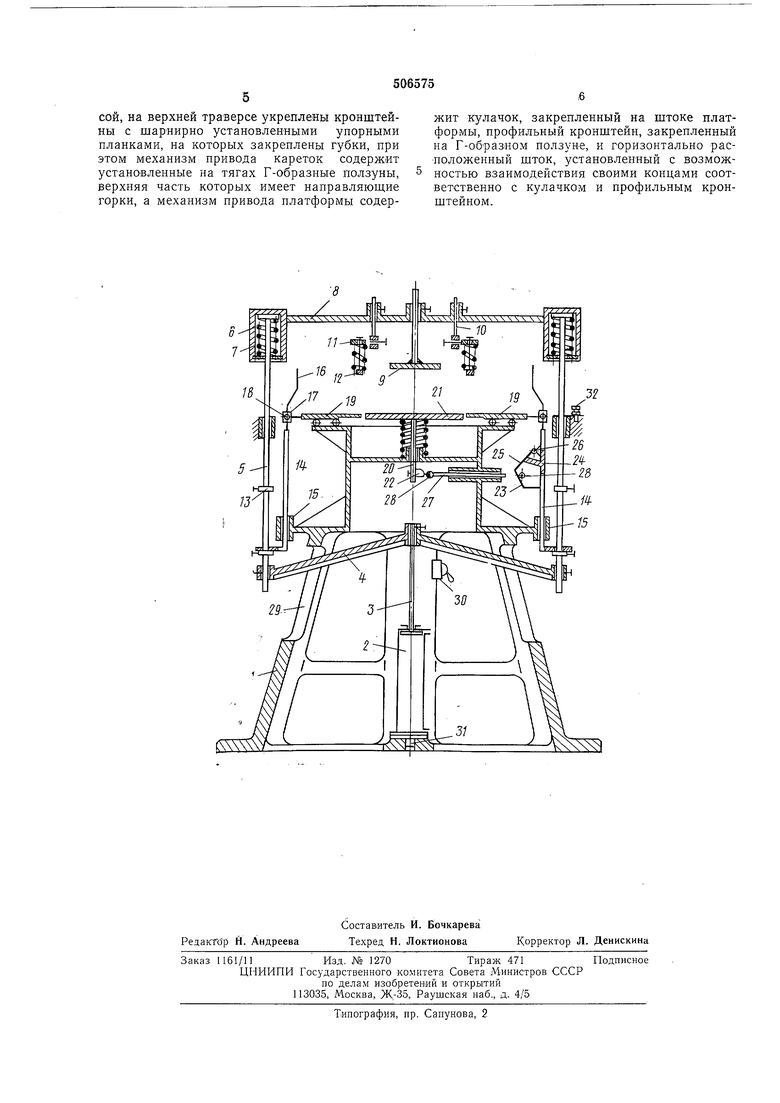
(54) УСТРОЙСТВО ДЛЯ ОБТЯЖКИ ОБЛИЦОВОЧНЫМ МАТЕРИАЛОМ ДЕТАЛЕЙ МЕБЕЛИ ней части каждой из тяг 5 укреплены упорные шайбы 13, между которыми одета пята Г-образ«ого ползуна 14, установленного в направляющей 15. В верхней части Г-образных ползунов 14 имеются направляющие горки 16 и сухарь 17, который через шарнир 18 соединен с каретками 19, установленными с возможностью перемещения в горизонтальной плоскости. Четыре каретки .19 образуют механизм для загибания концов материала на детали мебели. Из этих кареток две зеркально расположены и имеют механизм привода, а две не приводные. Каждая из приводных кареток шарнирно соединена с неприводными. В верхней части основания 1 установлена на штоке 20 подпружиненная приводная платформа 21, предназначенная для размещения облицовочного материала и обтягиваемой детали и имеющая форму последней. Механизм привода платформы 21 содержит кулачок 22, закрепленный на штоке 20 платформы 21, профильный кронштейн 23, подпор 24 и упор 25 с шарниром 26, размещенные на Г-образном ползуне 14, и горизонтально расположенный шток 27, имеющий на концах ролики 28 и установленный с возможностью взаимодействия своими концами соответственно с упором 25, с профильным кронштейном 23 и с кулачком 22. Устройство снабжено механизмом приклеивания материала к деталям мебели (на чертеже не показано). В основании 1 имеются окна 29 для прохода нижней траверсы 4. На основании 1 установлен нневмокран 30, а снизу пневмоцилиндра -клапан 31. В основании 1 под стаканом размещен регулировочный винт с контргайкой 32. Устройство работает следующим образом. В исходном положении платформа 21 находится на одном уровне с верхней плоскостью кареток 19, расположенных в крайних положениях относительно центра оси устройства. Нижняя и верхняя траверсы 4 и 8 находятся в крайнем верхнем положении. Облицовочный материал размещают на платформу 21 и каретки 19, на облицовочный материал накладывают заготовку, предварительно сверху промазанную клеем. Включают пневмоцилиндр 2, при этом поршень со штоком 3 опускается. Одновременно с ним опускается нижняя траверса 4 с тягами 5, а также верхняя траверса 8 с опорной пятой 9 и губками 12. Губки 12 прижимают облицовочный материал к кареткам 19 с внешней стороны, при этом сжимаются их пружины, а упорные планки 11, прокручиваясь, занимают положение, обеспечивающее прижим материала в случае его неравномерной толщины. Опорная пята 9, достигнув деревянной части заготовки, перемещается вниз, сжимая пружину платформы 21 со штоком 20. По мере этого движения происходит равномерное натяжение материала со всех сторон без искажения его рисунка. Как только нижние торцы стаканов 7 дойдут до упора с контргайкой 31, натяжение оканчивается. При этом верхняя плоскость обтягиваемой детали находится на одном уровне с нижней плоскостью кареток 19. При дальнейшем движении вниз тяг 5 упорные шайбы 13 перемещают Г-образные ползуны 14. При этом сухари 17, перемещаясь по направляющим горкам 16, через шарниры 18 передвигают каретки 19 в направлении к центру. Ролик 28, воздействуя на упор 25, поворачивает его вокруг шарнира 26. После этого упор 25 возвращается на подпор 24. При достижении поршнем пневмоцилиндра 2 нижней мертвой точки клапан 31 переключается, и шток 3, а с ним и нижняя траверса 4, тяги 5 и верхняя траверса 8 перемещаются вверх. В этот момент нижние упорные шайбы 13 тяг б подходят под Г-образные ползуны 14 и начинают их перемещать вверх. При этом правый ролик 28 наталкивается на упор 25 и смещает горизонтальный шток 27 по направляющим влево. Левый ролик 23 в это время взаимодействует с кулачком 22, сжимает пружину платформы 21 и перемещает последнюю вниз через шток 20 на 1-2 мм, обеспечивая этим отрыв обтянутой детали от кареток 19. Затем каретки 19 перемещаются от центра, причем когда концы кареток 19 выходят зс пределы платформы 21, на правый ролик набегает профильный кронштейн 23, который перемещает горизонтальный шток 27 в крайнее правое положение. Левый ролик 28 выходит за пределы профиля кулачка 22, освобождая пружину платформы, которая и перемешает платформу 21 в исходное положение. Форма обтягиваемой детали определяет выбор количества кареток 19. Формула изобретения Устройство для обтяжки облицовочным материалом деталей мебели, например сиденья стула, содержащее основание, подпружиненную платформу для размещения облицовочного материала иобтятиваемой детали, опорную пяту, управляемую пневмоцилиндром, механизм для загибания концов материала на детали мебели, содержащий каретки, установленные с возможностью перемещения в горизонтальной плоскости и расположенные по боковым сторонам платформы, и механизм для натяжения облицовочного материала, содержащий верхнюю траверсу с подпружиненными губками, взаимодействующими с каретками, механизм привода кареток и механизм привода платформы, отличающееся тем, что, с целью повышения качества обтяжки. оно снабжено нижней траверсой, соединенной ягами с верхней траверсой, пневмоцилиндр становлен в нижней части основания по его ентру и соединен штоком с нижней траверсой, на верхней траверсе укреплены кронштейны с шаряирно установленными упорными планками, на которых закреплены губки, при этом механизм привода кареток содержит установленные на тягах Г-образные ползуны, верхняя часть которых имеет направляющие горки, а механизм привода платформы содер6
жит кулачок, закрепленный на штоке платформы, профильный кронштейн, закрепленный на Г-образном ползуне, и горизонтально расположенный шток, установленный с возможностью взаимодействия своими концами соответственно с кулачком и профильным кронштейном.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБТЯЖКИ ОБЛИЦОВОЧНЫМ МАТЕРИАЛОМ ДЕТАЛЕЙ МЕБЕЛИ | 1973 |
|
SU406796A1 |
| В ПТ Б | 1973 |
|
SU397474A1 |
| Устройство для обтяжки облицовочным материалом деталей мебели | 1978 |
|
SU787357A1 |
| Устройство для обтяжки деталей мебели | 1975 |
|
SU602471A1 |
| Установка для подачи листов к гильотинным ножницам | 1981 |
|
SU1016093A1 |
| Устройство для обтяжки деталей мебели | 1985 |
|
SU1293105A1 |
| Автоматическая линия штамповки изделий с лезвиями | 1984 |
|
SU1255256A1 |
| СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050263C1 |
| Станок для ремонта шпал | 1960 |
|
SU139337A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
S
0- ,;
3f
