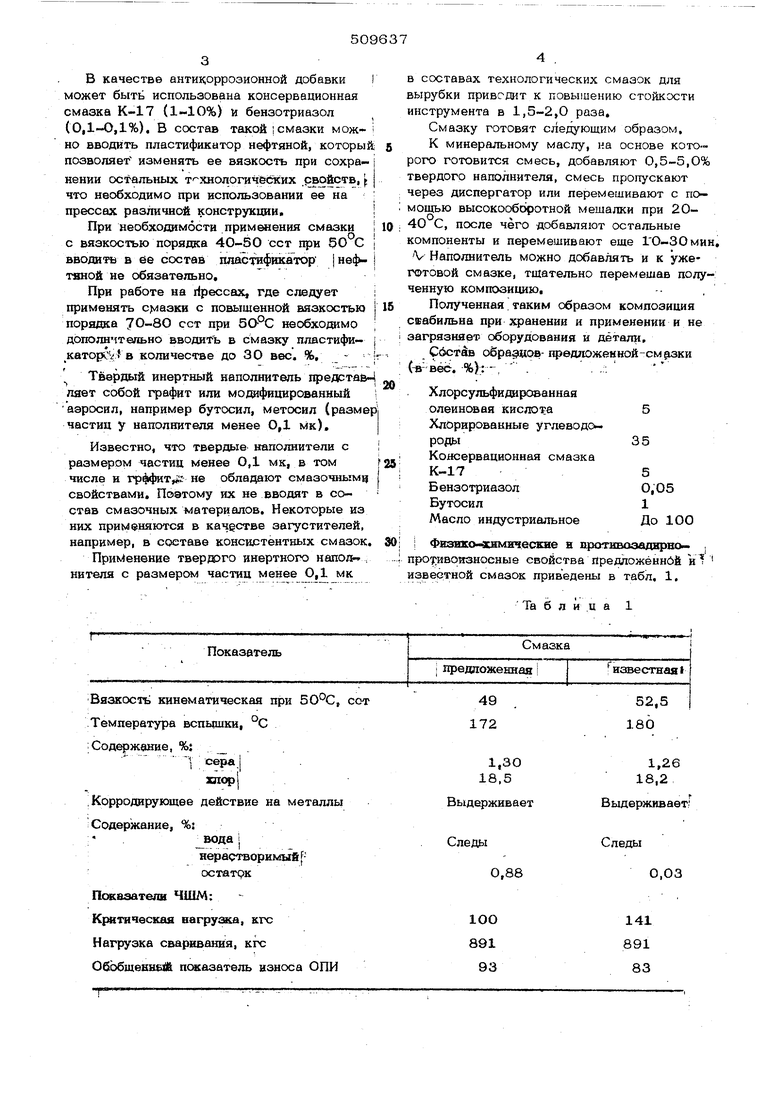
Изобретение относится к обработке металлов давлением в активных средах, в ча ности к смазкам для разделительных операций, например для чистовой вырубки де талей из листовой стали и рубки труб, Известно применение технологических , смазок, представляющих собой йинеральны или растительные масла,для операций чист вой в: фубки. Однако, применение минеральных масел не обеспечивает требуемого качества обра батываемой поверхности, а растительные масла являются дорогим и дефицитным про дуктом. Известна технологическая смазка состава (в вес. %): .Хлорированные алифатическ:ие углеводороды30-50 Пластификатор нефтяной5-20 Поли метакрилат -5 Хлррсульфидированные ct.-олефины -6 Антикоррозионная добавка1-20 Минеральное маслоДо ОО Использование этой смазки не обеспечи вает т ребуемой стойкости штампа при чи- , стовой вырубке деталей из труднообрабаты ваемой и высоколегированной листовой стали. С целью повышения стойкости штампа ПРИ вырубке деталей из листовой труднообрабатываемой, высоколегированной стали толщиной 5 мм и более, предложено в состав смазки на основе минерального масла, хлорированных углеводородов, антикоррозионной добавки и серухлорсодержащей присадки дополнительно вводить твердый на- олшатепьТжеяательно использовать напол итепь с размером частиц менее 0,1 мк. Состав предложенной смазки(в вес, %); Хлорированные углеводороды О-5О Серухлорсодержашая присадка2-30 Антикоррозионная добавка0, Твердый наполнитель0,5-5,0 |Минеральное масло до l6o В качестве антикоррозионной добавки может быть использована консервационная смазка К-17 {1-10%) и бензотриазол (0,1-0,1%). В состав i с мазки можно вводить пластификатор нефтяной, которы позволяет изменять ее вязкость при сохранении остальных т хнологических рвойств, f что необходимо при использовании ее на прессах различной конструкции. При необходимости применения смазки с вязкостью порядка 40-50 ест при 50 С вводите в ее состав пластификатор |нефтяной на обязательно. При работе на lipeccax, где следует применять с повышенной вязкостью порядка 7О-80 ест при 50-°С необходамо дополнительно вводить в смазку пластифи KBTOpvVf в количестве до 30 вес. %, Твердый инертный наполнитель предста& ляет собой графит или модифицированный аэросил, например бутосил, метосил (разме частиц у наполнителя менее ОД Мк), Известно, что твердые наполнители с размером частиц менее ОД мк, в том числе н грффит, на обладают смазочнымц свойствами. Поэтому их не вводят в состав смазочных материалов. Некоторые из них применяются в качестве загустителей, например, в составе консистентных смазок Применение твердого инертного напоинителя с размером частиц менее 0,1 мк 50 в составах технологических смазок для вырубки приводит к повышению стойкости инструмента в 1,5-2,0 раза. Смазку готовят следующим образом. К минеральному маслу, на основе которого готовится смесь, добавляют 0,5-5,О% твердого наполнителя, смесь пропускают через диспергатор или перемешивают с помощью высокооборотной мешалки при 2040 С, после чего добавляют остальные компоненты и перемешивают еще ГО-ЗОмин. V Наполнитель можно добавлять и к ужеготовой смазке, тщательно перемешав полученную композицию, Полученная таким образом композиция сшабильна при хранении и применении и не загрязняет оборудования и детали, CckiTaB предложеяной-см ки (-в вес. %): - . Хлорсульфндированная олеиновая кислота5 Хлорированные углеводорода35Консервационная смазка К-176 Бензотриазол0,05 Бутосил1 Масло индустриальноеДо 100 I Физвхо-хнмичесжне н вропшоааднрво- , прО;ривоизносные свойства предложенной и известной смазок приведены в табл. 1, Та б л и ,ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для волочения металлов | 1977 |
|
SU667587A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1992 |
|
RU2024603C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАСТИЧНОЙ СМАЗКИ | 1968 |
|
SU212415A1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ЭЛЕКТРОПРОВОДЯЩАЯ, ДЛЯ ПОДВИЖНЫХ ЭЛЕКТРИЧЕСКИХ СОЕДИНЕНИЙ | 2017 |
|
RU2647118C1 |
| СМАЗКА ТЕХНОЛОГИЧЕСКАЯ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 2008 |
|
RU2497936C2 |
| КОМПАУНД | 2005 |
|
RU2293099C1 |
| РАДИАЦИОННО СТОЙКАЯ ПЛАСТИЧНАЯ СМАЗКА | 2022 |
|
RU2793583C1 |
| СМАЗКА ЭЛЕКТРОПРОВОДНАЯ ДЛЯ ЭЛЕКТРИЧЕСКИХ СОЕДИНЕНИЙ | 2019 |
|
RU2713155C1 |
| Пластичная смазка | 1978 |
|
SU744027A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ Л\ЕТАЛЛОВ | 1969 |
|
SU232430A1 |
;Сод жание, %:
сери
Узюр
Корродирующее действие i Содержание, %:
вода
нерастворишлй р
остаток
Псжазатепи ЧШМ: К1жтическая нагруака, кгс Нагрузка сваривания, кгс Обобщенней псжазатель износа ОПИ
1,26 18,2
Выдерживает
Следы
Следы
0,03
0,88
141
891 83
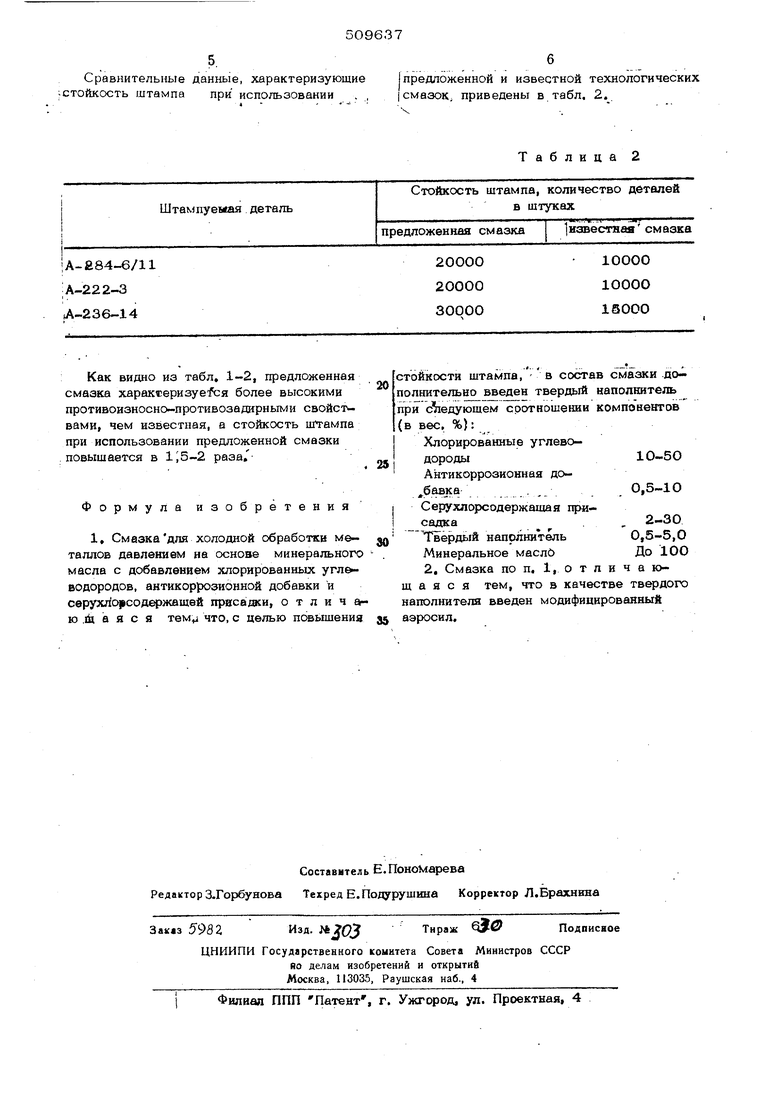
Сравнительные данные, характеризующие стойкость штампа при использовании
Как видно из табл. 1-2, предложенная смаэка xapaKiepH3yefcH более высокими противоизносно-противозадирными свойст вами, чем известная, а стойкость иГтампа при использовании предложенной смазки повышается в 1|5-2 раза,
Формула изобретения
1, См йэкадля холодной обработки металлов давлением на основе минерального масла с добавлением хлорированных угл&водородов, антикоррозионной добавки и cвpyxJic coдepжaщeй приседай, о т л и ч аю .Й1 ia я с я тем что, с целью псжьпиения
предложенной и известной технологических смазок, приведены в табл. 2.
Таблица 2
стойкости штампа, - в состав смазки дополнительно введен твердый наполнитель при следующем сротвошении компонентов (в вес„ %):
Хлорированные углеводороды10-5 О Антикоррозионная до бавка . 0,5-10
Серухлорсодержащая присадаса , 2-30
Т|вердь1Й наполнитель0,5-5,0
Минеральное маслиДо 10О
2, Смазка по п. 1, о т л и ч а ющ а я с я тем, что в качестве твердого наполнителя введен модифицированный аэросил.
