1
Изобретение относится к области формования армированных изделий методом ироиитки под вакуумом и давлением.
Известны устройства для формования армироваииых изделий методом иропитки иод вакуумом и давлением, содержащие жесткую матрицу и эластичный иуансон, систему иодачи связующего и систему вакуумирования.
Целью изобретеиия является иовышеиие качества изделия за счет обеспечения раиномерной пропитки и увеличение скорости пронитки.
Это достигается тем, что эластичный нуансон заключен в жесткий корпус и установлен в нем с зазором.
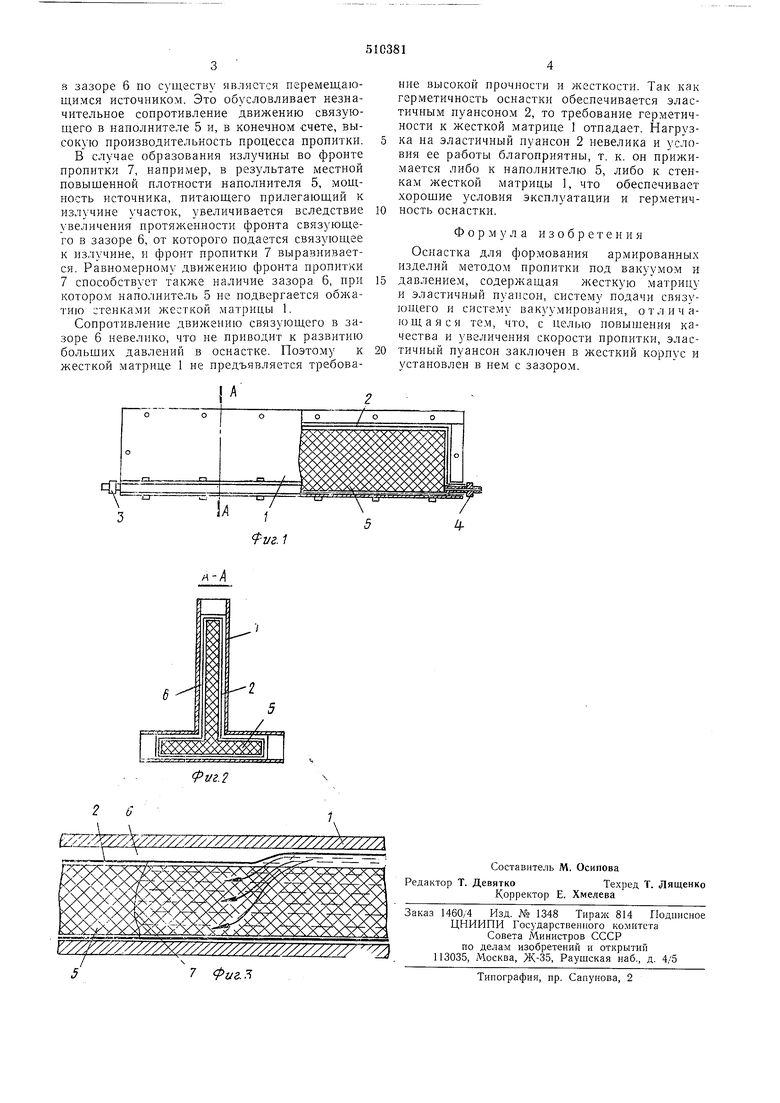
На фиг. 1 показан общий вид оснастки с помещенным внутрь наполнителем; на фиг. 2 - сечение но А-А на фиг. 1; на фиг. 3 - схема работы осиастки в процессе пропитки.
Оснастка состоит из жесткой негерметичиой матрицы 1 и эластичного герметичного пуансона 2, соединяемого с вакуумной системой и системой подачи связующего посредством штуцеров соответственно 3 и 4.
При этом жесткую матрицу 1 выполняют несколько больше формуемого изделия таким образом, чтобы между поверхностью армирующего наполнителя 5 и внутренней поверхностью жесткой матрицы 1 образовался зазор 6.
Работа устройства осуществляется следующим образом.
Наполнитель 5 заключают в эластичный пуансон 2, который помещают внутрь ж.есткой
матрицы 1. Эластичный пуаисон 2 может быть разового или многократного применения. Связующее нодают по штуцеру 4 и образуют фронт проиитки 7.
В процессе пропитки под действием вакуума
, из которой может быть, например, изготовлен пуансон 2, плотно при.;1егает к иог,ерхности наполнителя 5 (см. фиг. 3), что препятствует продвижению подаваемого под давлеиием связующего по зазору 6. По мере
иродвиж ения фронта пропитки 7 в результате ослабевания воздействия вакуума (сила воздействия вакуума на жидкость ослабевает по мере удаления от ее новерхности) плотность прилегания пленки к наполнителю 5 уменьшаетея, давление связующего в зазоре 6 становится больше воздействия вакуума, нроисходит отрыв пленки от поверхности наполнителя 5, и фронт связующего в зазоре 6 перемещается в направлении пропитки.
Подача связующего в зону пропитки происходит от фронта связующего в зазоре 6 (на фиг. 3 показано стрелками), то есть при минимальном расстоянии между местом пропитки и источником. Фронт движения связующего
s зазоре 6 по существу является перемещающимся источником. Это обусловливает незначительное сопротивление движению связующего в наполнителе 5 и, в конечном счете, высокую производительность процесса пропитки.
В случае образования излучины во фронте пропитки 7, например, в результате местной повыщенной плотности наполнителя 5, мощность источника, питающего прилегающий к излучине участок, увеличивается вследствие увеличения протяженности фронта связующего в зазоре 6, от которого подается связующее к излучине, п фронт пропитки 7 выравнивается. Равномерному движению фронта пропитки 7 способствует также наличие зазора 6, при котором наполнитель 5 не подвергается обжатию стенками жесткой матрицы 1.
Сопротивление движению связующего в зазоре 6 невелико, что не приводит к развитию больщих давлений в оснастке. Поэтому к жесткой матрице 1 не предъявляется требование высокой прочности и жесткости. Так как герметичность оснастки обеспечивается эластичным пуансоном 2, то требование герметичности к жесткой матрице 1 отпадает. Нагрузка на эластичный пуансон 2 невелика и условия ее работы благоприятны, т. к. он прижимается либо к наполнителю 5, либо к стенкам жесткой матрицы 1, что обеспечивает хорошие условия эксплуатации и герметичность оснастки.
Формула изобретения
Оснастка для формования армированных изделий методом пропитки под вакуумом и давлением, содержащая жесткую матрицу и эластичный пуансон, систему подачи связующего и систему вакуумирования, отличающаяся тем, что, с целью повьинения качества и увеличения скорости пропитки, эластичный пуансон заключен в жесткий корпус и устаповлен в нем с зазором.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования армированных изделий | 1977 |
|
SU627995A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОЛИТНЫХ КОРПУСНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ПРИМЕНЕНИЕМ ДАВЯЩЕЙ ЭЛАСТИЧНОЙ МЕМБРАНЫ | 2021 |
|
RU2761820C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЖУХА ЗУБЧАТОЙ ПЕРЕДАЧИ ЛОКОМОТИВА | 2023 |
|
RU2825006C1 |
| Способ трансферного формования деталей профильного типа | 2020 |
|
RU2750803C1 |
| Способ изготовления деталей из волокнистого полимерного композиционного материала | 2017 |
|
RU2656317C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ТРАНСФЕРНО-МЕМБРАННЫМ ФОРМОВАНИЕМ "ТМФ" (ВАРИАНТЫ) | 2012 |
|
RU2496640C1 |
| Пресс-форма для формования изделий из армированного полимерного материала | 1986 |
|
SU1366413A1 |
| Установка для исследования кинетики пропитки образцов тканей жидкими полимерными связующими | 2017 |
|
RU2649122C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2620805C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТРЁХСЛОЙНОЙ КОНСТРУКЦИИ ИНТЕГРАЛЬНОГО ТИПА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2669499C1 |
