Изобретение касается технологии изготовления монолитных корпусных изделий из композиционного материала для несущих систем типа монокок.
Известен способ изготовления композиционного материала на основе армирующего волокнистого наполнителя и матрицы, включающий формование заготовки нужной формы из дискретного волокнистого наполнителя, пропитку заготовки материалом матрицы и переработку пропитанной заготовки в конечной формованный композиционный материал, а в качестве дискретного волокнистого наполнителя используют волокно, полученное измельчением ленты, состоящей из непрерывных, продольно ориентированных волокон или нитей, разделенных друг от друга равномерно распределенными частицами, связанными эластичным связующим-предшественником, и заготовку нужной формы формируют смешением дискретного волокнистого наполнителя со связующим (патент РФ 2094229, В29С 67/20, опубл. 1991 г.).
Недостатком известного способа является высокое остаточное напряжение между слоями в изготовленном материале, из которых состоит эта структура, а эти напряжения могут привести к расслоению материала, а также высокая стоимость производства.
Известен способ для изготовления армированных волокном деталей инжекционным методом и устройство для осуществления способа (патент РФ 2217312, B29C 70/44, B29C 43/12, опубл. 27.11.2003 г.), изобретение относится к способу изготовления армированных волокном деталей из сухих заготовок на основе композитного материала инжекционным методом с последующим отверждением при низком давлении, а также к устройству для осуществления этого способа. В описываемом способе заготовку на основе волокнистого композита помещают в форму, при этом на поверхности заготовки расположено вспомогательное приспособление для уменьшения сопротивления потоку. Образуют первую полость с помощью газопроницаемой и не проницаемой для материала матрицы мембраны, охватывающей заготовку, по меньшей мере, с одной стороны, предусматривая возможность подачи материала матрицы в эту первую полость. Образуют смежную с первой полостью вторую полость, ограниченную относительно окружающего пространства не проницаемой для газа и материала матрицы и уплотненной относительно формы пленкой. Затем из второй полости откачивают воздух, что обеспечивает поступление материала матрицы в вакуумированную первую полость за счет его всасывания под действием разрежения из расходной емкости. При этом вспомогательное приспособление для уменьшения сопротивления потоку обеспечивает распределение материала матрицы по обращенной к нему поверхности заготовки и проникновение материала матрицы в заготовку. Описано также устройство для осуществления способа.
Недостатками данного способа является отсутствие возможности включать отдельные сборочные узлы или элементы непосредственно в корпус изделия.
Известен способ изготовления изделия из полимерного композиционного материала трансферно-мембранным формованием (патент РФ 2496640, B29C 43/00, B29C 70/34, опубл. 27.10.2013 г.), выбранный в качестве прототипа. Данный способ предназначен для изготовления высокоответственных конструкций сложной формы летательных аппаратов. Согласно способу, изготавливают формообразующий сердечник из жесткого материала, наружная поверхность которого выполнена по форме внутренней поверхности получаемого изделия, формируют герметичную оболочку из эластичного материала на формообразующем сердечнике, изготавливают заготовку изделия путем послойной укладки армирующего наполнителя на герметичную оболочку, имеющую внутри себя формообразующий сердечник, устанавливают заготовку изделия совместно с заключенным в герметичную оболочку сердечником в формообразующую оснастку. Для связывания волокон армирующего наполнителя используют полимерное связующее. Формуют изделие с полимеризацией связующего в формообразующей оснастке с использованием воздействия оболочки на заготовку изделия со стороны внутренней поверхности заготовки. Извлекают отформованное изделие вместе с сердечником и эластичной оболочкой из формообразующей оснастки. Удаляют сердечник и эластичную оболочку из отформованного изделия. В качестве герметичной оболочки используют пленку, обладающую свойствами эластичной мембраны. При формовании изделия или перед его формованием в армирующий наполнитель подают полимерное связующее. При формовании изделия производят нагревание формообразующей оснастки до температуры, обеспечивающей достижение требуемой при формовании величины вязкости полимерного связующего. Подают под избыточным давлением воздух или инертный газ под эластичную оболочку, обеспечивающую в результате передачу давления на материал заготовки и равномерное уплотнение его по всему объему.
Недостатками данного способа является отсутствие возможности включать отдельные сборочные узлы или элементы непосредственно в корпус изделия.
Техническим результатом заявленного изобретения является разработка способа изготовления монолитных корпусных изделий из композиционного материала с применением давящей эластичной мембраны с целью изготовления сложных форм полой геометрии с различными сечениями и ответвлениями и возможностью включения различных сборочных узлов в сборку за один технологический процесс.
Преимуществом заявленного изобретения является возможность использования эластичной мембраны в сложной геометрии, при наличии различных диаметров в сечении изделия, изгибов и разветвлений. Заявленное изобретение позволяет включать отдельные сборочные узлы или элементы непосредственно в корпус изделия, интегрировать различные датчики и системы слежения за различными параметрами композитного материала и впоследствии выполнять анализ технического состояния, обнаруживать трещины и предотвращать возможные поломки. Кроме того, использование заявленного изобретения технически упрощает процесс и время на производство. Заявленный способ является дешевле по сравнению со способом, выбранным в качестве прототипа.
Реализация способа производится следующим образом.
Предварительно печатают на 3-D принтере формообразующий сердечник, наружная поверхность которого выполняют по эквидистанте к внутренней поверхности получаемого изделия. При изготовлении сердечника его рассекают на части, позволяющие извлечь его из мембраны, и предусматривают технологическое отверстие.
Обеспечивают формирование на формообразующем сердечнике герметичной оболочки из эластичного материала и установку углепластикового нагревательного элемента в силиконовой оболочке. После чего сердечник извлекается через технологическое отверстие.
В качестве герметичной оболочки, в которую заключен сердечник, используют пленку, обладающую свойствами эластичной мембраны, которая, по определению, представляет собой гибкую тонкую пленку, обладающую упругостью при приведении ее внешними силами в состояние натяжения. Преимущественно, в качестве оболочки используют пленку из силикона (силиконовой резины) или наиритовой резины.
Дополнительными требованиями к материалу для изготовления герметичной оболочки являются:
величина эластичного удлинения до разрыва - не менее 300%,
толщина материала от 0,5 до 1,0 мм,
возможность клеевого соединения слоев материала,
антиадгезионные свойства материала по отношению к полимерному связующему.
Реализация предполагаемого способа предполагает использование компрессора для создания избыточного давления. Формование изделия с полимеризацией связующего в формообразующей оснастке с использованием воздействия указанной эластичной мембраны на заготовку изделия со стороны внутренней поверхности заготовки, извлечение отформованного изделия вместе с эластичной мембраной из формообразующей оснастки, удаление мембраны из отформованного изделия, причем формообразующий сердечник извлекают из эластичной мембраны после ее формирования за счет технологического отверстия, через которое в мембране размещается ниппель, который обеспечивает мембране герметичность и через который подают под избыточным давлением воздух или инертный газ.
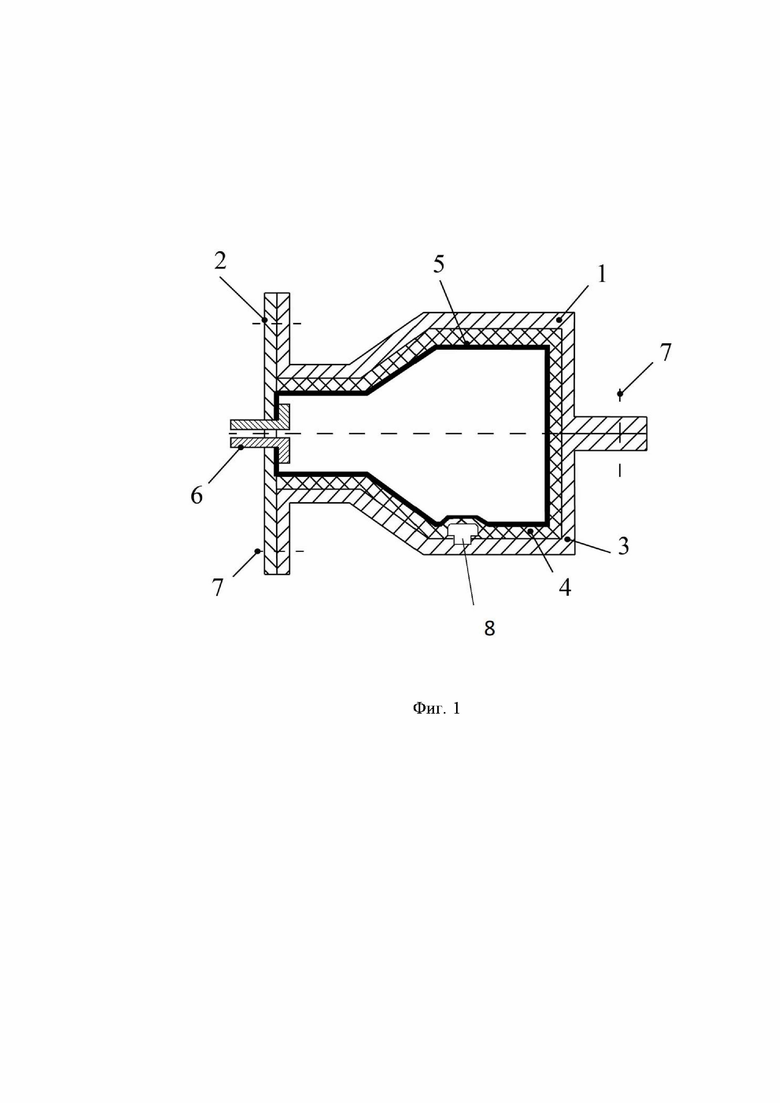
Технологическая оснастка для реализации заявленного способа представлена на фиг.1.
Формообразование контура 4 заготовки обеспечивается формообразующими оснастками 1-3. На поверхности укладывается заданное количество армирующего наполнителя с необходимой ориентацией относительно продольной оси. Между армирующим наполнителем укладываются закладные элементы 8 для датчиков и навесного оборудования. В плоскости разъема формируются технологические ступеньки из армирующего материала, обеспечивающие целостность заготовке.
Заготовка пропитывается полимерным связующим либо укладка производится совместно со связующим (препрег).
В заготовку укладывается мембрана 5 с ниппелем 6, который обеспечивает герметичность мембраны.
Технологические оснастки 1-3 собираются на болтовые соединения 7, герметизация по фланцам оснасток не производится, что позволяет излишкам связующего выдавиться под давлением.
После чего подается избыточное давление в эластичную мембрану.
Дальнейшие операции являются типовыми для производства изделий из полимерных композиционных материалов - термостатирование при заданной температуре и давлении, продолжительность термостатирования, условия охлаждения, удаление технологической оснастки и герметичного мешка и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ТРАНСФЕРНО-МЕМБРАННЫМ ФОРМОВАНИЕМ "ТМФ" (ВАРИАНТЫ) | 2012 |
|
RU2496640C1 |
| Способ изготовления композитной оснастки для формирования изделий из полимерных композиционных материалов | 2023 |
|
RU2815134C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЬНОЙ ОСНАСТКИ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2019 |
|
RU2742301C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЖУХА ЗУБЧАТОЙ ПЕРЕДАЧИ ЛОКОМОТИВА | 2023 |
|
RU2825006C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ВОЛОКНИСТОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ПОВЕРХНОСТНЫМ ИНФУЗИОННЫМ ПРОЦЕССОМ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2012 |
|
RU2480334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2488486C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ КОНСТРУКЦИЙ С ВНУТРЕННИМИ СТЕНКАМИ | 2012 |
|
RU2522725C1 |
| Способ изготовления крупногабаритной фланцевой конструкции из слоистых полимерных композиционных материалов | 2018 |
|
RU2696796C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2188126C2 |
Изобретение касается технологии изготовления монолитных корпусных изделий из композиционного материала для несущих систем типа монокок, в частности к способу изготовления монолитных корпусных изделий из композиционного материала с применением давящей эластичной мембраны. Способ включает изготовление формообразующего по эквидистанте к внутренней поверхности получаемого изделия, формирование оболочки эластичной мембраны на формообразующем сердечнике, укладку армирующего материала, использование полимерного связующего для связывания волокон армирующего наполнителя или использование препрега, сборку формообразующих оснасток на болтовые соединения, формование изделия с полимеризацией связующего в формообразующей оснастке с использованием воздействия указанной эластичной мембраны на заготовку изделия со стороны внутренней поверхности заготовки, извлечение отформованного изделия вместе с эластичной мембраной из формообразующей оснастки, удаление мембраны из отформованного изделия. При этом формообразующий сердечник извлекают из эластичной мембраны после ее формирования за счет технологического отверстия, через которое в мембране размещается ниппель, через который подают под избыточным давлением воздух или инертный газ. Техническим результатом изобретения является разработка способа изготовления монолитных корпусных изделий из композиционного материала с применением давящей эластичной мембраны с целью изготовления сложных форм полой геометрии с различными сечениями и ответвлениями и возможностью включения различных сборочных узлов в сборку за один технологический процесс. 5 з.п. ф-лы, 1 ил.
1. Способ изготовления монолитных корпусных изделий из композиционного материала с применением давящей эластичной мембраны, включающий изготовление формообразующего по эквидистанте к внутренней поверхности получаемого изделия, формирование оболочки эластичной мембраны на формообразующем сердечнике, укладку армирующего материала, использование полимерного связующего для связывания волокон армирующего наполнителя или использование препрега, сборку формообразующих оснасток на болтовые соединения, формование изделия с полимеризацией связующего в формообразующей оснастке с использованием воздействия указанной эластичной мембраны на заготовку изделия со стороны внутренней поверхности заготовки, извлечение отформованного изделия вместе с эластичной мембраной из формообразующей оснастки, удаление мембраны из отформованного изделия, отличающийся тем, что формообразующий сердечник извлекают из эластичной мембраны после ее формирования за счет технологического отверстия, через которое в мембране размещается ниппель, через который подают под избыточным давлением воздух или инертный газ.
2. Способ по п.1, отличающийся тем, что укладку армирующего материала осуществляют в формообразующие оснастки, обеспечивающие формирование наружного контура заготовки, укладку слоев армирующего материала осуществляют с технологическими ступеньками относительно плоскости разъема оснасток.
3. Способ по п.1, отличающийся тем, что полимерное связующее подают предварительно перед сборкой формообразующих оснасток для связывания армирующего наполнителя, либо укладку армирующего наполнителя производят совместно со связующим (препрег).
4. Способ по п.1, отличающийся тем, что при укладке армирующего материала в изделие устанавливают закладные элементы для датчиков и навесного оборудования.
5. Способ по п.1, отличающийся тем, что формирование сердечника для мембраны печатают на 3-D принтере.
6. Способ по п.1, отличающийся тем, что при изготовлении мембраны в нее устанавливают углепластиковый нагревательный элемент в силиконовой оболочке.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ТРАНСФЕРНО-МЕМБРАННЫМ ФОРМОВАНИЕМ "ТМФ" (ВАРИАНТЫ) | 2012 |
|
RU2496640C1 |
| Устройство для контроля биения изделий | 1941 |
|
SU71462A1 |
| Б.В | |||
| Любимов, "Специальные защитные покрытия в машиностроении", Ленинградская типография N 1 "Печатный Двор" ИМ | |||
| А | |||
| М | |||
| Горького Главполиграфпрома Государственного комитета Совета Министров СССР по печати, Гатчинская, 26, 1965 327 с. | |||
| НОГОКАНАЛЬНОЕ УСТРОЙСТВО ДЛЯ СЕЙСМОКАРОТАЖАСКВАЖИН | 0 |
|
SU177642A1 |
| CN 207224581 U, 13.04.2018 | |||
| RU | |||

