1
Изобретение относится к области станкостроения.
Известны устройства для управления металлорежущими станками, в которых энергетические параметры двигателя привода используются в качестве сигнала датчика системы регулирования.
Цель изобретения - повышение точности обработки.
Это достигается тем, что к двигателю шлифуюш,его круга включеиы через трансформатор тока, установленный в линейном проводе питания, и через понизительный трансформатор фазного напряжения логарифмические преобразователи, к выходам которых подключены постоянные резисторы таким образом, что падения напряжения на них складываются, а встречно им подключено напряжение, зависимое от величины подачи, указаппые резисторы подключены на вход фазочувствительного усилителя, работающего на несущей частоте, на выход которого подключена управляющая обмотка магнитного усилителя я фильтры, настроенные па частоты, пропорциональные числам оборотов ведущего и шлифующего кругов, к выходу фильтров подключены усилители, а на их выходы подключены катушки реле, исполнительные контакты которых включены параллельно кнопке, включенной последовательно с катушкой пускателя
двигателя ускоренного отвода бабки воауцего круга назад.
Изобретение поясняется чертежом.
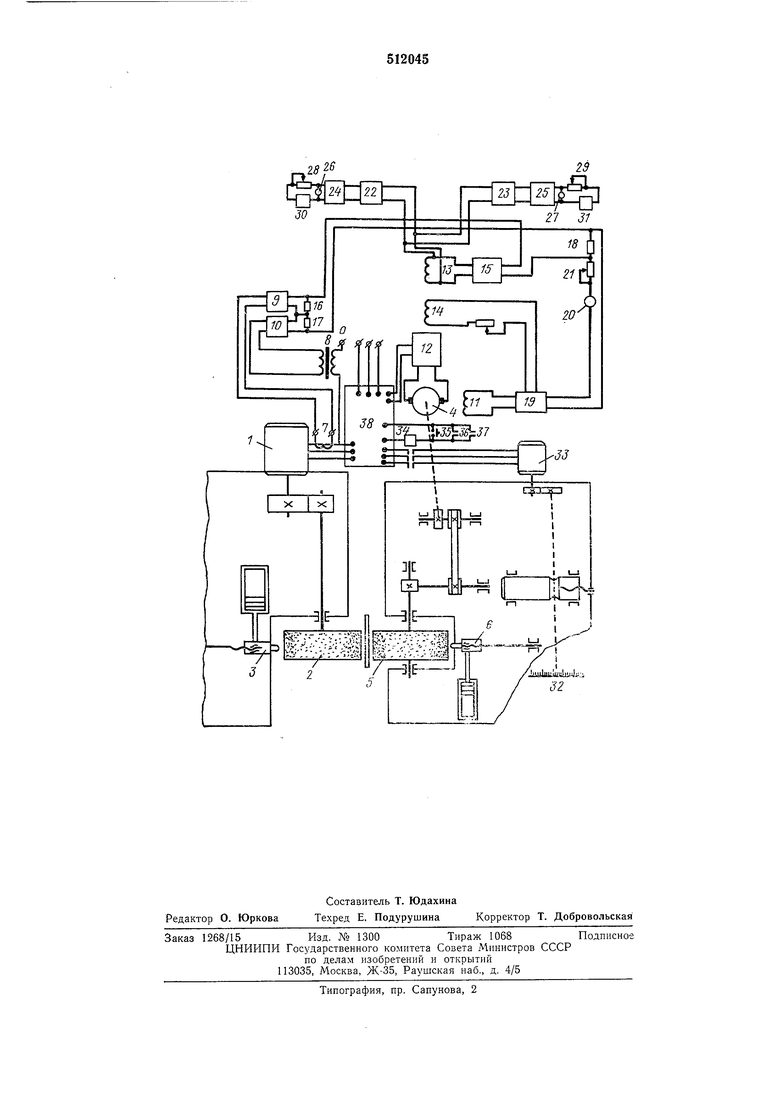
Устройство содержит электродвигатель 1 привода шлифующего круга 2 с механизмом правки 3; электродвигатель 4 постоянного тока привода ведущего круга 5 с механизмом правки 6; трансформаторы 7 и 8 тока и напряжения, подключенные к логарифмическим преобразователям 9 и 10 каналов тока и напряжения; систему управления скоростью вращения двигателя ведущего круга, селективные измерительные каналы, систему управления перемещением щлифовальной бабки.
Система управления скоростью вращения двигателя ведущего круга включает электродвигатель 4 с шунтовой обмоткой возбуждения 11, магнитный усилитель 12 с обмотками управления 13 и смещения 14, подключенный к якорной цепи двигателя 4, фазочувствительный усилитель 15, нагруженный на обмотку управления 13, вход которого подключен к схеме сравнения, составленной из нагрузочных резисторов 16 и 17 логарифмических преобразователей канала тока и напряжения, включенных согласно, и резистора 18 цепи задатчика, состоящей из источника питания 19, индикатора 20 и регулируемого сопротивления 21, включенного так, что напряжение с реSHcTOpa 18 компенсирует напряжение, выделяющееся на резисторах 16 и 17. Селективные измерительные каналы включают фильтры 22 и 23, настроенные на частоты, пропорциональные числу оборотов шлифующего и ведущего кругов, подключенные к усилителям 24 и 25, к выходам усилителей подключены индикаторы 26 и 27 приращения мощности двигателей щлифующего и ведущего кругов, а также через переменные резисторы 28 и 29 подключены катущки исполнительных реле 30, 31 управления отвода щлифовальиой бабки. Система управления перемещением щлифовальной бабки, имеющей индикатор положения 32, состоит из электродвигателя 33 переменного тока, включаемого контактами магнитного пускателя 34, катушка которого включается кнопкой 35 и параллельно подключенными нормально открытыми контактами 36 и 37 исполнительных реле 30, 31. Устройство содержит также блок питания 38 электродвигателей. Устройство работает следующим образом. Включением автомата подается напряжение в цепи управления и силовые цепи. Когда давление в системе смазки достигает требуемой величины, включаются электродвигатели 4, 1 ведущего 5 и щлифующего 2 кругов. В зону щлифовапия через направляющие планки подается деталь, продольная подача и вращение которой в процессе щлифования осуществляются за счет вращения ведущего круга 5. С помощью задатчика базовой мощности по индикатору 20 устанавливается базовая мощность шлифования, о чем свидетельствует отсутствие сигналов на индикаторах 26 и 27. При этом сигналы, снимаемые с трансформаторов 7 и 8, подаются на входы логарифмических преобразователей 9 и 10, суммируются на резисторах 16 и 17, а полученная сумма напряжений вычитается из напряжения, полученного на резисторе 18. Если напряжение на резисторе 18 равно напряжению на резисторах 16, 17, то индикаторы 26 и 27 показывают нуль. По мере затупления шлифовального круга мощность, расходуемая на шлифование, увеличивается, что приводит к появлению напряжения на входе усилителя 15 и появлению тока в обмотке 13. Увеличение тока в обмотке управления за счет повышения мошности шлифования приводит к уменьшению напряжения на выходе магнитного усилителя, что понижает скорость вращения ротора электродвигателя 4 ведущего круга 5 в требуеМых пределах. В случае появления Детали в зоне шлифования с меньшим припуском относительно партии деталей мощность электродвигателя 1 понижается, и система обеспечивает повышение скорости ведущего круга. Подобная работа станка в указанных режимах стабилизирует качество обрабатываемой поверхности при заданных условиях щлифования. При дальнейшем затуплении круга нарушается его геометрия, что приводит к биению. На выходе усилителя 15 появляются колебания напряжения с частотами, пропорциональными скоростям вращения щлифующего 2 и ведущего 5 кругов. Частотные сигналы выделяются с помощью фильтров 22 и 23, усиливаются усилителями 24 и 25; уровень сигналов контролируется индикаторами, шкалы которых проградуированы в процентах приращения колебательной мощности. Если амплитуда сигналов достигает критического значения, устанавливаемого резисторами 28 и 29 и за счет изменения коэффициента усиления усилителей 24 и 25, срабатывают реле 30 или 31, которые контактами 36 и 37 включают магнитный пускатель 34, включается электродвигатель 33 отвода бабки ведущего круга, процесс шлифования прекращается, и производится правка соответствующего круга. Формула изобретения Устройство для управления бесцентровошлифовальным станком, имеющее индивидуальные приводные двигатели ведущего и шлифующего кругов, а также двигатель перемещения шлифовальной бабки, причем в цепь питания двигателя шлифующего круга подключен блок измерения текущего значения мощности обработки, включающий в себя трансформаторы тока и напряжения, связанные с исполнительным реле, и блок вычета начальной мощности, а двигатель ведущего круга питается от магнитного усилителя, отличающееся тем, что, с целью повышения точности обработки, в устройство введены суммирующие резисторы, подключенные к трансформаторам тока и напряжения через логарифмические преобразователи, а к встречно суммирующим резисторам подключен задатчик величин начальной мощности, причем указанные резисторы через фазочувствительный усилитель и фильтры частоты подключены к исполнительным реле, а к выходу фазочувствительного усилителя подключена управляющая обмотка магнитного усилителя.
.28 S
J:UliuuiuiiiuuJf;i
32
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯСИНТЕЗОМ АЛМАЗОВ | 1971 |
|
SU419856A1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ОБМОТОК ЭЛЕКТРОДВИГАТЕЛЯ ОТ КОНДЕНСАЦИИ ВЛАГИ | 1991 |
|
RU2025857C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ПЕРЕКЛЮЧЕНИЯ УСКОРЕННОГО ХОДА ШЛИФОВАЛЬНОЙ БАБКИ НА РАБОЧУЮ | 1973 |
|
SU404051A1 |
| УСТРОЙСТВО ЗАЩИТЫ ЭЛЕКТРОДВИГАТЕЛЯ | 2004 |
|
RU2291538C2 |
| Устройство для защиты трехфазного электродвигателя от повреждения | 1981 |
|
SU985879A1 |
| Устройство контроля касания инструмента с изделием | 1977 |
|
SU715309A1 |
| СЛЕДЯЩАЯ СИСТЕМА К ШЛИФОВАЛЬНЫМ СТАНКАМ | 1968 |
|
SU221533A1 |
| УСТРОЙСТВО КОНТРОЛЯ СОПРОТИВЛЕНИЯ ИЗОЛЯЦИИ И ТОКА УТЕЧКИ В ЭЛЕКТРОУСТАНОВКАХ | 2002 |
|
RU2229764C1 |
| Устройство для защиты электродвигателя от нарушения чередования фаз | 1979 |
|
SU866637A1 |
| Устройство для защиты трехфазного электродвигателя от аварийных режимов | 1982 |
|
SU1046829A1 |