До настоящего времени всеми кабельными заводами производство свинцовой проволоки ведется на тянульных станках с механическим приводом, а очень тонких сортов- на ручных станках, по способу волочения через стальные и алмазные волоки, до требуемого размера из пяти- и трехмиллиметровой заготовки, полученной на свинцовом кабельном прессе. При этом евинцовая проволока толстых диаметров тянется относительно успешно, но с уменьшением диаметров протяжка тонких сортов свинцовой проволоки представляет значительные затруднения, так как свинец, вследствие малой механической прочности, дает частые обрывы и допускает переходы по 0,01 и 0,005 мм в диаметре за каждую операцию.
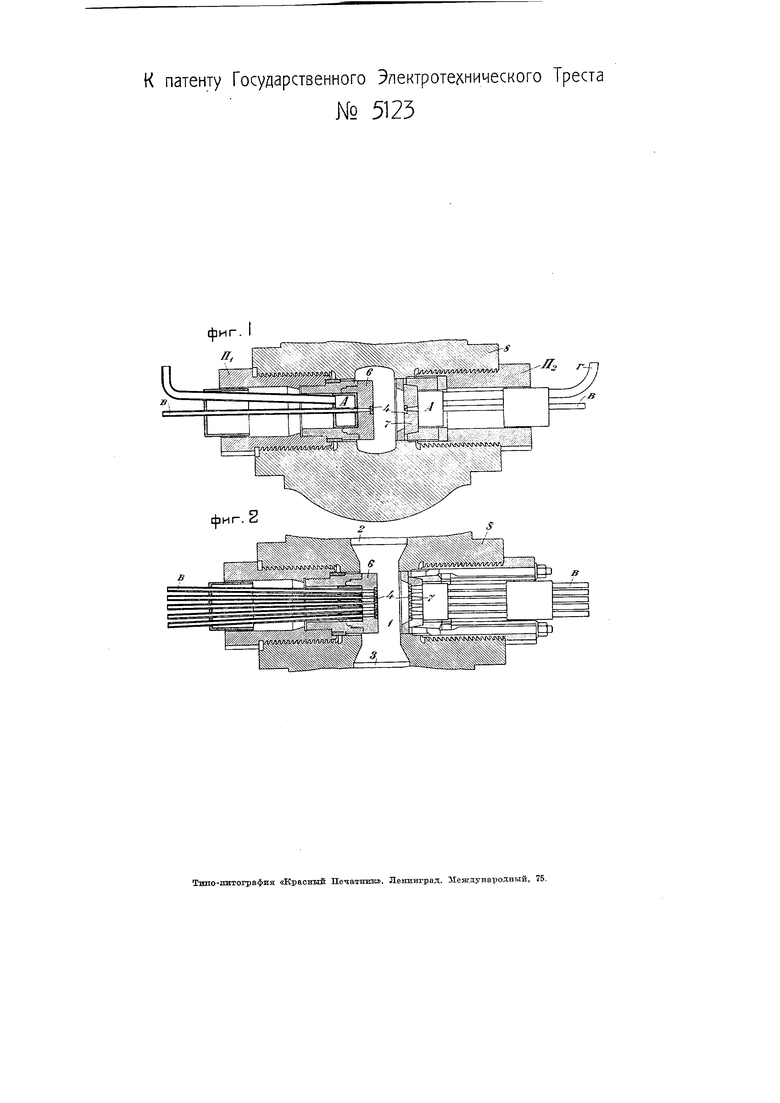
Вследствие этого, производство свинцовой проволоки тонких сортов, как, например, 0,5-0,20 мм, занимает много времени на перетяжки, обходится дорого и при этом получаемая проволока не отличается высокими качествами. Для устранения этих недостатков предлагается новый способ производства такой свинцовой проволоки на свинцовом кабельном прессе при помош,и приспособления к нему, представленного на чертеже, где фиг. 1 и 2 изображают схемы приспособления в продольных разрезах, в двух взаимно-перпендикулярных проекциях.
Способ заключается в том, что свинец, находяш.ийся в реципиенте пресса в камере 1 (фиг. 1 и 2) под давлением штемпелей 2-3 (фиг. 2) выдавливается в виде тонкой проволоки через сменные матрицы 4 в трубчатые распределители камеры А с водяной циркуляцией, откуда выходяш,ая готовая проволока, на одну или обе стороны пресса, принимается непосредственно на
приемные барабаны или катушки. Число сменных матриц может быть от пяти до десяти штук или более, в зависимости от диаметра свинцовой проволоки.
Сменные матрицы 4 представляют из себя цилиндрические стальные шайбы, каждая с одной центральной, точной для заданной проволоки, дырой, рассверленной по форме, как в обыкновенных волочильных досках. Наружные размеры всех сменных матриц одинаковы. Комплект сменных матриц вставляется в постоянные гнезда, расточенные в двух специальных головках 6 и 7. Последние по желанию могут быть сняты или вставлены в реципиенты свинцового пресса 8 с помош,ью существующих винтовых патронов /7i и П- Назначение трубчатых распределителей (камер) А заключается в разделении и предохранении выходящей, при высокой температуре, свинцовой проволоки от взаимного слипания, для чего по числу сменных матриц для каждой проволоки устроены отдельные направляющие трубки в, охлаждаемые циркулирующей в них водой, поступающей через трубки г.
Так как гидравлические свинцовые кабельные пресса рассчитаны так, что из них нельзя выпускать свинца меньше определенного минимума без опасности порвать пресс чрезмерно возрастающим давлением в цилиндрах пресса, то регулирование этого давления в пределах.
не превосходящих допустимых, а равно и регулирование скорости выхода проволоки, зависящей от этого давления, может производиться двумя способами, а именно: 1) устройством дополнительного отверстия, т.-е установкой одной из сменных матриц с диаметром отверстия достаточным для выпуска такого количества свинца, которое гарантирует безопасную работу пресса; таким образом, автоматически выпускаемая одна проволока будет холостой, при одновременной работе через остальные матрицы с заданными точными диаметрами, 2) установкой регулирующего вентиля на трубке, расположенной параллельно к трубе, подводящей воду (и давление) в цилиндры гидравлического свинцового пресса, т.-е. выпуском части воды вхолостую, что понижает давление в прессе до любой желаемой величины, а вместе с тем и регулирует скорость выхода проволоки до возможности полной ее остановки.
Предмет патента.
Приспособление при прессе для охлаждения выдавливаемой из мягкого металла проволоки, характеризующееся применением в патронах П-, Я, трубок г для подведения через них воды в камеры А, из которых эта вода, с целью охлаждения проволок, поступает в направляющие их трубки в, через каковые затем она отводится наружу.
к патенту Государственного Электротехнического Треста
№ 5125
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выпрессовывания кабельных алюминиевых или свинцовых оболочек и пресс для выполнения способа | 1948 |
|
SU77027A1 |
| Гидравлический пресс для изготовления свинцовых труб путем выдавливания расплавленного свинца через кольцевую матрицу | 1933 |
|
SU39707A1 |
| СПОСОБ ДЕМОНТАЖА ПУЛЬ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2014 |
|
RU2587698C1 |
| ТВЭЛ РЕАКТОРА НА БЫСТРЫХ НЕЙТРОНАХ, ЭЛЕМЕНТ ДИСТАНЦИОНИРОВАНИЯ ТВЭЛА И СПОСОБ (ВАРИАНТЫ) ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА | 2015 |
|
RU2598542C1 |
| СПОСОБ ДЕМОНТАЖА ПУЛЬ СТРЕЛКОВОГО ОРУЖИЯ | 2017 |
|
RU2670466C1 |
| СПОСОБ ДЕМОНТАЖА ПУЛЬ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2015 |
|
RU2587771C1 |
| СПОСОБ СБОРКИ И ПАТРОН СТРЕЛКОВОГО ОРУЖИЯ | 2008 |
|
RU2429444C2 |
| ПУЛЯ С УПРАВЛЯЕМЫМ РАСШИРЕНИЕМ (ВАРИАНТЫ) | 1994 |
|
RU2125705C1 |
| Способ изготовления металлических слитков | 1931 |
|
SU40845A1 |
| Способ изготовления и конструкция стреловидной пули повышенного останавливающего действия | 2018 |
|
RU2689005C1 |