I
Изобретение относится к обработке м&таллов давлением, в частности, к оборудованию для обтяжки длинномерных профильных деталей переменной кривизны и с закруткой.
Известны пуансоны для обтяжки профиль ных деталей, содержащие выдвижные упоры, несущие колодки и, расположенную на них, упругую прокладку, несущую элемент, образующий рабочий профиль и представляющий собой металлические или деревянные рейкн, стянутые между собой общим тросом.
Известные пуансоны не обеспечивают одновременную обтяжку и закрутку длинномерных профилей..
С целью обеспечения обтяжки и закрутки длинномерных профилей, элемент, обра-. зующиЙ рабочий профиль, выполнен в виде набора пластин, вертикально расположенных в -обойме и имеющих на верхнем торце выемки, в которых с возможностью поворота в плоскости пластины установлены вкладь - щи с пазами по форме профиля, а на плитах закреплены откидные планки с двумя винтаь ми на каждой, взаимодействуюшими с вкладышами по обе стороны от паза. Кроме того , пуансон снабжен установленными на колодках щеками, в которых расположены Kef тикально-подпружиненные пальцы, взанмодей- ствующне с упругой прюкладкой, что обеспечивает фиксирование прюкладки при настройке пуансона на различную кривизну.
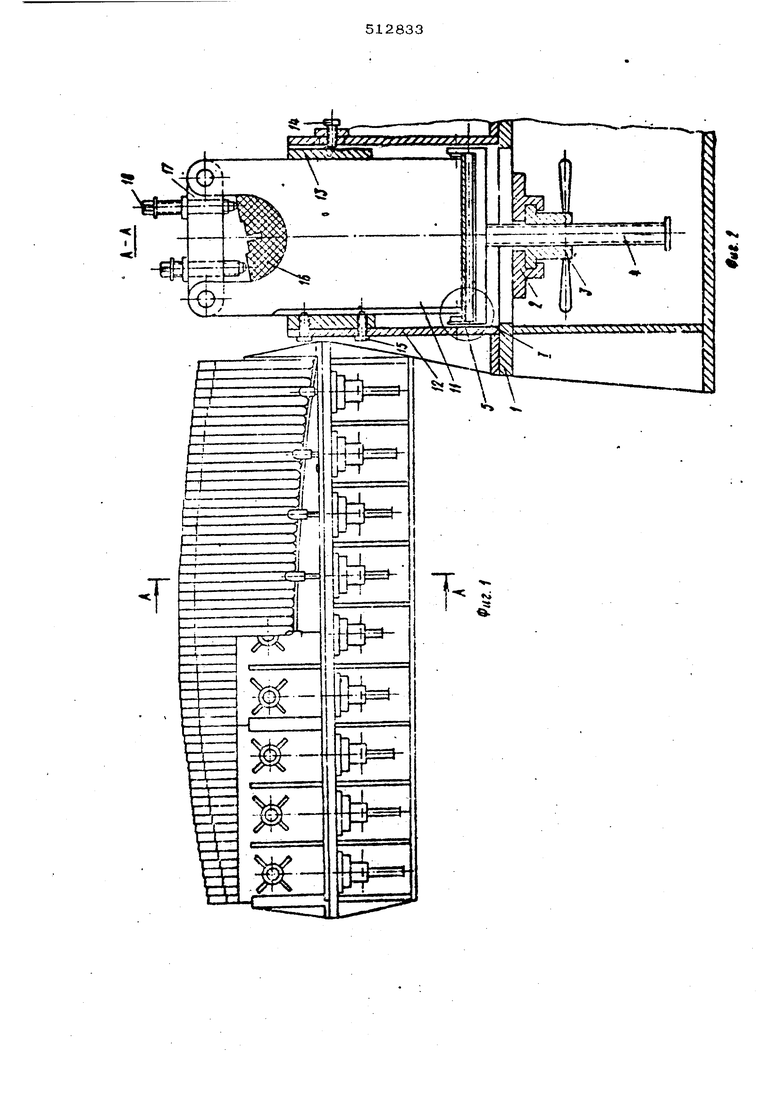
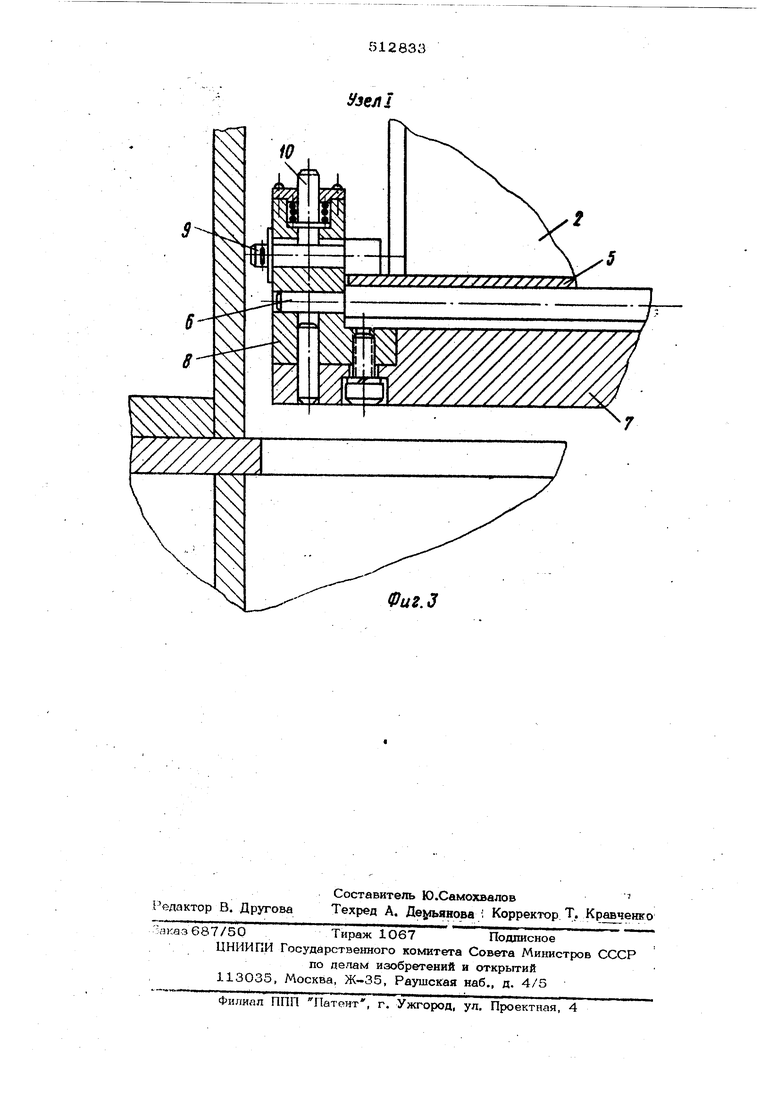
На фнг. 1 изображен предлагаемый пуансон для обтяжки профильных деталей; I на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 узел I на фиг. 2,
Пуансон содержит плигу 1 сварной конструкции, состоящую из верхнего и нижнего схзнований, ребер жесткости и вмонтировлиных в верхнее основание обойм 2 с гайками 3, через которые проходят выдвижные упоры - под1 емные винть 4, несущие в своей Берхн й части упругую прокладку 5, установленн о на оси 6 колодки 7. В щекях 8 колодок выполнены пальцы 9, контактирующие с подпружиненными относительно шек фиксаторпми 1О. Пальцы 9 поджимают прокладку к оси, фиксируя тем самым гибкук прокладку в требуемом положении при настройке пуансона на различную кривизну. Па ynpyj yio прокладку установлены пластины 11, смонтированные в обойме 12, фиксируемые в рабочем положении рейками 13 с помо шью нажимных винтов 14, вмонтированных в шеки обойм 12. , С целью устранения перекоса и заедания пластин йри настройке пуансона в каждой пластине имеется паз, в который входит го ловка регулировочного винта 15. Пластины 11 снабжены сменными подвижными вкладьь шами 16, шарнирно вмонтированными в их рабочую поверхность и выполненными с учетом f эрмы поперечного сечения профиля. Рабочая поверхность вкладышей выполнена по радиусу. Принцип работы пуансона для обтяжки пр фильных деталей заключается в следующем. Пуансон устанавливается на столе профилеобтяжного станка. Подъемом винтов 4 придается нужная кривизна упругой прокладке с установленными на ней пластинами. Наст ройка требуемой кривизны осуществляется по шаблону контура готовой детали. По OKOH чании процесса настройки пуансона пластины фиксируются в рабочем положении с помо- шью нажимных винтов 14. Заготовка, закрепленная в зажимных патронах станка /на рис, не показано/ обтягивается по пуансону подъемом стола станк : при этом от кидная планка 17с установленными на ней винтами 18 откинута. По окончании процесса обтяжки заготовка освобождается от зажимов и снимается со станка, В случае совмещения процесса обтяжки с прследующей закруткой заготовка по окон чании процесса обтяжки,поворотом зажим.яъис патронов станка закручивается на требуемьй угол закрутки, при этом вкладыши 16 пластин 11 поворачиваются, обеспечива создание необходимого угла закрутки на за- готовке. В тех случаях, когда поворотом зажимныхпатронов (станка не обеспечивается требуемый угол закрутки по длине заготовки возможно при помоши нажимных винтов 18 получить на детали необходимый угол закрутки. Для этого планка 17 приводится в рабочее положение /фиг. 1, разрез А.А/ и одним из винтов 18 нажимают на вкладыш 16, ,гфоизводя дополнительный поворот его на требуемый угол. Пб окончании процесса закрутки планка 17 откидывается, заготовка освобождается от зажимов и снимается со станка. Формула изобретения 1.Пуансон для обтяжки профильньгх деталей , содержащий выдвижные упоры, несущие. колодки и расположенную на них , ругую прокладку, несущую элементы, образующие рабочий профиль, отличающийся тем, что, с целью обеспечения обтяжки и закрутки длинномерных профилей, элемент, образующий рабочий профиль, выполнен в виде набора пластин, вертикально расположенных в обойме и имеющих на верхнем торце выемки, в которых с возможностью поворота в плоскости пластины установлены вкладыши с пазами по форме профиля, а на плитах закреплены откидные планки с двумя винтами на каждой, взаимодействзтоишми с вкладышами по обе стороны от паза, 2.Пуансон по п.1, отличающийс я тем, что фиксации упругой прокладки в -требуемом положении при наст-: ройке пуансона на различную кривизну, он снабжен установленными на колодках шека ми, в которых расположены вертикально подпружиненные пальцы, взаимодействующие с упругой прокладкой.
У-зел
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБТЯЖКИ И ЗАТЯЖКИ НОСОЧНО-ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 2007 |
|
RU2365320C2 |
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
| Штамп для гибки профилей | 1977 |
|
SU740342A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Непрерывно-протяжной станок | 1982 |
|
SU1115869A1 |
| ОБТЯЖНОЙ ПУАНСОН ДЛЯ ФОРМООБРАЗОВАНИЯ ДЛИННОМЕРНЫХ ОБШИВОК | 2009 |
|
RU2410181C2 |
| Устройство для гибки сортового металла | 1974 |
|
SU476915A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| СТАНОК ДЛЯ ГИБКИ | 2000 |
|
RU2198049C2 |
| Полуавтомат для клеевой затяжки кромки заготовки обуви | 1959 |
|
SU126761A1 |