2.Станок по П.1, о т л,и ч а ю щ и и с я тем, что, с целью упрощения конструкции станка путем совмещения неподвижных звеньев цепи с ползушками, в последних выполнены отверстия, предназначенные для соединения с промежуточными звеньями цепи, выполненными с пазом.
3.Станок по П.1, отличающийся тем, что, с целью повышения точности обработки криволинейных поверхностей державки, несущие инструмент с разными углами резания, рас5869
положены в ползушке поочередно, причем каждая группа державок уст новле,на с возможностью взаимодействия с соответствующим копиром, предназначенным для обработки части криволинейной поверхности.
4. Станок по П.1, отличающийся тем, что, с целью обеспечения быстрого съема и установки инструмента, поджим резцов к копиру осуществляется посредством введенныхв ползушку подпружиненных штифтов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывно-протяжной станок с перемещающимся инструментом | 1959 |
|
SU124780A1 |
| НЕПРЕРЫВНО-ПРОТЯЖНОЙ СТАНОК | 1973 |
|
SU380404A1 |
| Станок для обработки заготовок | 1972 |
|
SU447208A1 |
| Вертикально-протяжный станок для внутреннего протягивания с автоматической сменой инструмента | 1981 |
|
SU1055005A2 |
| Транспортер к непрерывно-протяжному станку | 1975 |
|
SU541601A1 |
| Металлорежущий станок | 1984 |
|
SU1227367A1 |
| Ротационный протяжной станок для обработки шлицевых канавок в непрерывно перемещяющихся деталях | 1976 |
|
SU745609A1 |
| Станок для резки труб | 1989 |
|
SU1787075A3 |
| Горизонтально-протяжной станок для непрерывного внутреннего протягивания | 1981 |
|
SU986654A1 |
| ДИСКОВАЯ ФРЕЗА-ПРОТЯЖКА | 1971 |
|
SU424675A1 |
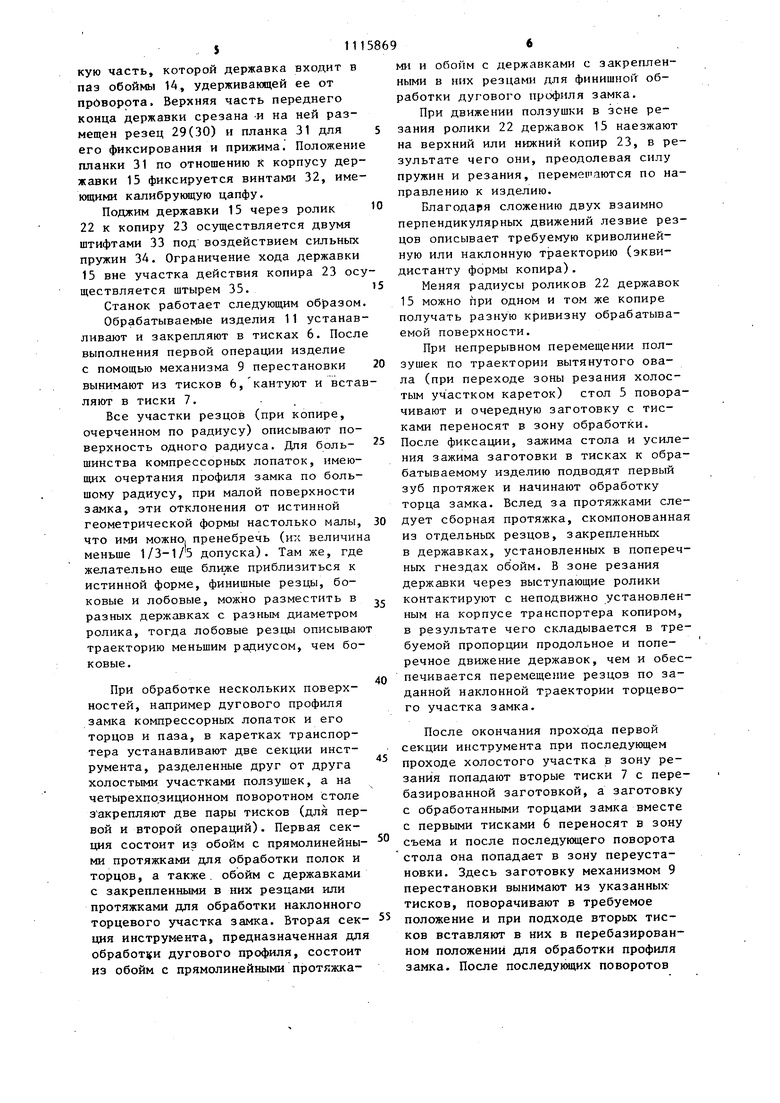
1. НЕПРЕРЫВНО-ПРОТЯЖНОЙ СТАНОК, содержащий транспортер с несущими державки инструмента ползушками, на задней стенке которых закреплены зубчатые рейки, кинематически свя4 г 23 х. -1 занные с приводом, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения обработки прямоли нейных и криволинейных поверхностей с разной кривизной за один установ детали, станок снабжен неподвижно закрепленными в зоне резания на передней стенке транспортера копирами и взаимодействующими с ними копирными роликами, установленными на державках, размещенными в выполненных в ползушках гнездах с возможностью перемещения. i (Л 1в rS f I / / 1Л--4-А ел 00 О) со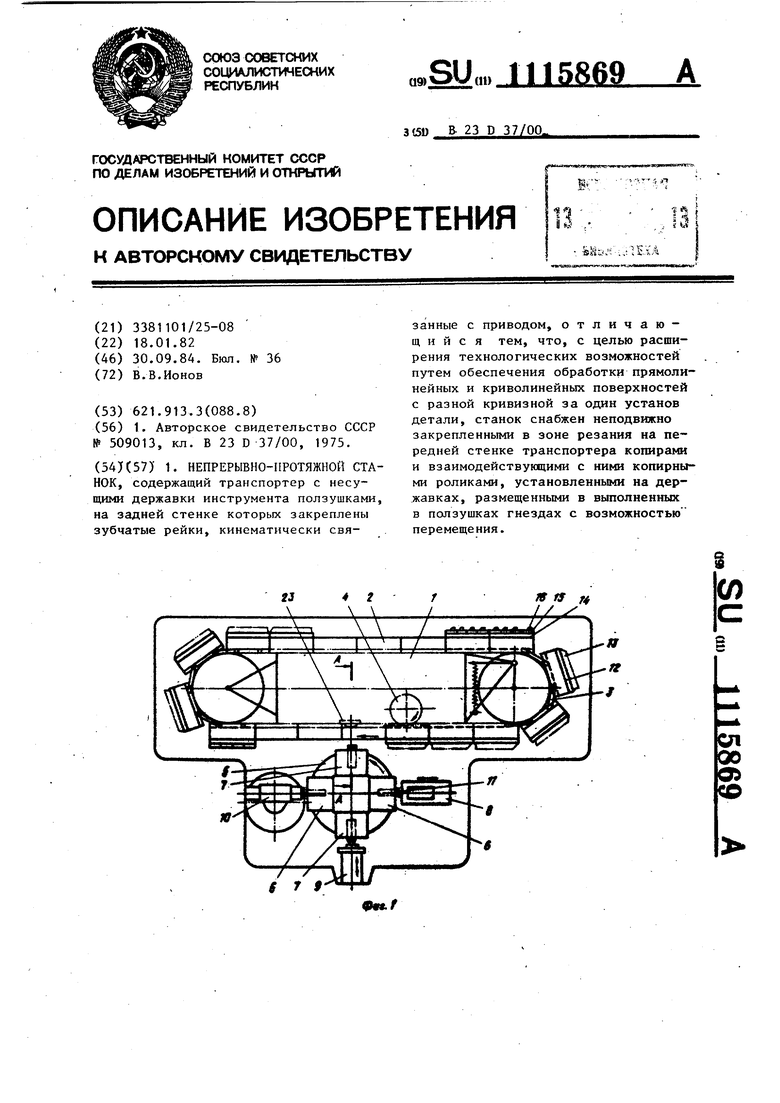
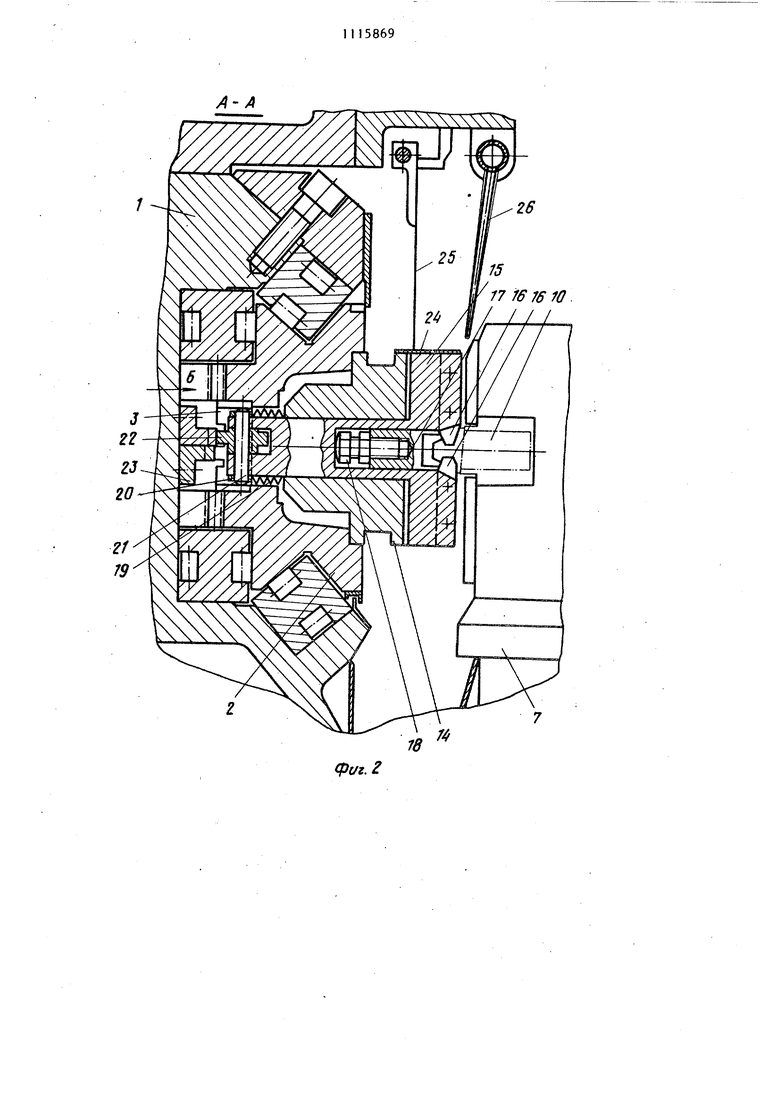
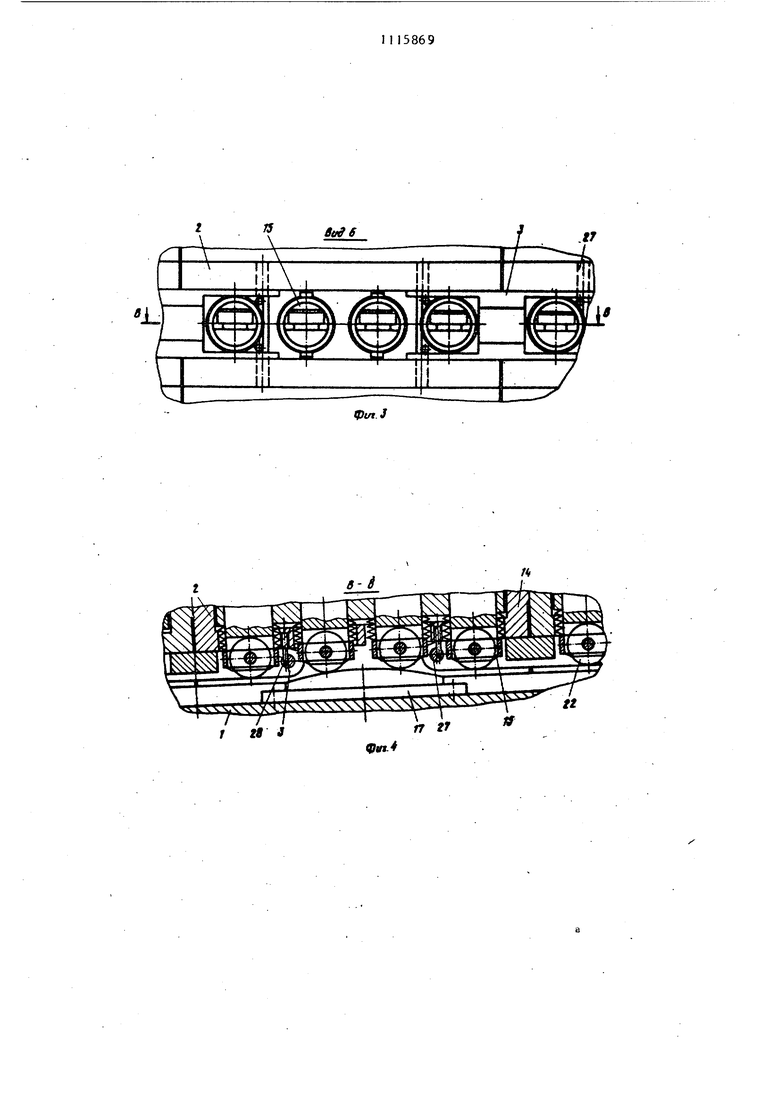
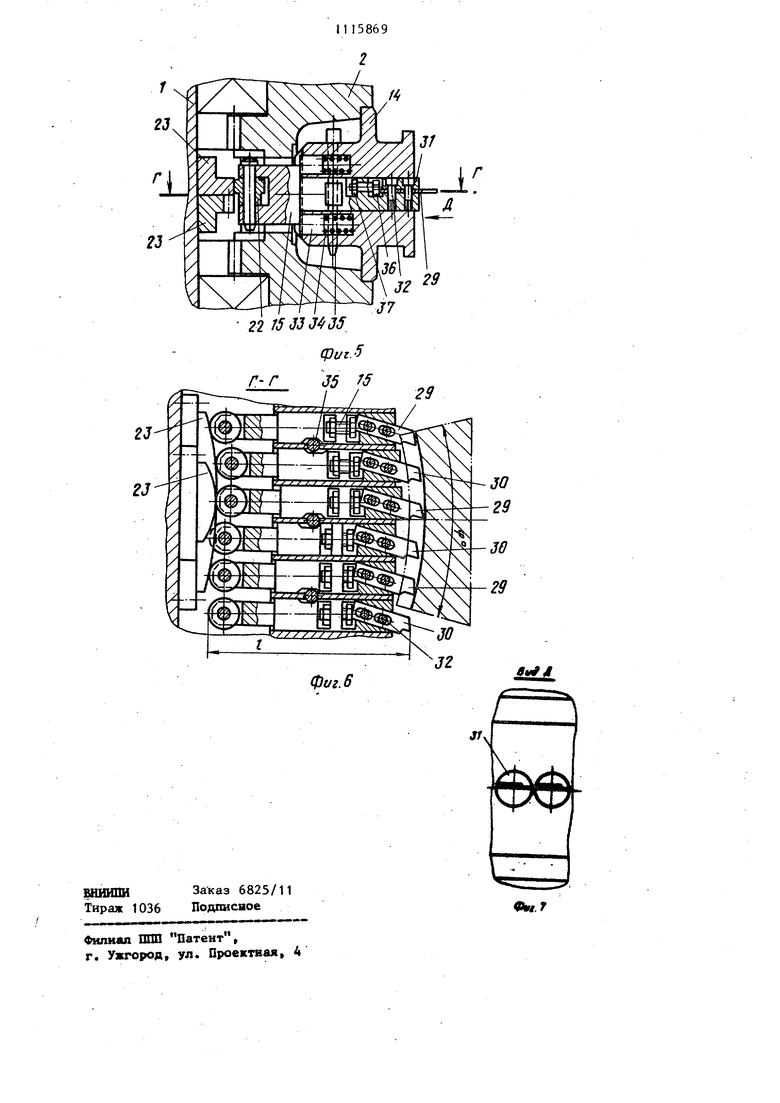
Изобретение относится к станкостроению и может быть использовано в протяжных станках для обработки криволинейных и прямолинейных поверхностей различных изделий, например дуговых замков компрессорных лопат.ок газотурбинных двигателей. Известен непрерывно-протяжной станок, содержащий транспортер, имеющий большую суммарную длину ползушек, непрерывно перемещаемых по траектории вытянутого овала от шестерни, поочередно сцепляемой с зубчатыми рейками, закрепленными на ползушках, многопозиционный поворотный стол, несущий приспособления для обрабатываемых изделий, механизмы загрузки и выгрузки . Недостатком известного станка является то, что он пригоден лищь для обработки прямолинейных поверхностей и на нем невозможно обработать за один установ криволинейную и прямолинейную поверхности. Так, замки дуговых лопаток после предварительного протягивания прямолинейными протяжками собирают в специальное приспособление и протачивают на токарном станке. Это кропотливая и малопроизводительная операция. Цель изобретения - расширение технологических возможностей путем обес печения обработки за один установ пря молинейных и криволинейных поверхностей с разной кривизной. Указанная цель достигается тем, что непрерывно-протяжной станок, содержащий транспортер с несущими обоймы и державки инструмента ползушками, на задней стенке которых закреплены зубчатые рейки, кинематически связанные с приводом, снабжен неподвижно закрепленными в зоне резания на передней стенке транспортера копирами и взаимодействующими с ними копирными роликами, установленными на державках, размещенными в выполненных в ползушках гнездах с возможностью перемещения . В ползушках выполнены отверстия, предназначенные для соединения с промежуточными звеньями цепи, выполненными с пазом, а державки, несущие инструмент с разными углами резания, расположены в ползушке поочередно, причем каждая группа державок установлена с возможностью взаимодействия с соответствующим копиром. Поджим резцов к копиру осуществляется посредством введенных в ползушку подпружиненных штифтов. На фиг.1 изображен станок, общий вид, на фиг.2 - разрез А-А на фиг,1; на фиг.З - вид Б на фиг.2; на фиг.4 разрез В-В на фиг.З; на фиг.З - вариант выполнения державки для размещения в ней одного лобового резца на фиг.6 - разрез -Г-Г на фиг.З; на фиг.7вид Д на фиг.5. Непрерывно-протяжной станок состоит из станины (не показана), на верхней плоскости которой расположен транспортер 1 с непрерьшно перемещающимися ползушками 2 по траектории вытянутого овала. Каждая ползушка связана друг с другом промежуточными звеньями 3 цепи, а на обратной стороне ползушек нарезаны зубья рейки, которые поочередно входят в зацепление с шестерней 4, приводящей их в непрерывное движение. Напротив транспортера расположен многопозиционный поворотный стол 5 для размещения на нем тисков 6 и 7. Вокруг стола расположены механизмы загрузки 8, перестановки 9 и съема 10 изделия 11. Станок может иметь конструкцию для выполнения одной оп рации при двух- или трехпозиционном столе и одной секции протяжек в тра спортере, для выполнения двух опера ций при четырехпозиционном поворотном столе для размещения двух пар тисков и двух секций протяжек на транспортере, для выполнения трех операций при шестипозиционном столе и трех секциях протяжек в транспортере. Для обеспечения обработки криволи нейных или радиусно дуговых поверхностей рабочая секция ползушек снабжена двумя типами обойм: обоймами 1 для установки и закрепления прямолинейных протяжек 13 и обоймами 14 с поперечными гнездами для вставленных в них подпружиненных державок 15. Вс державки в ползушках фиксируются калиброванными пазами и с торцов надеж но поджимаются к базовым плоскостям ползушек конусными цапфами зажимных винтов (не показаны). Державка представляет собой Т-образную форму, в передней части которой установлены боковые резцы 16, подводимые и закрепляемые винтами. В хвостовой цилиндрической части державки 15 установлен цилиндрической формы лобовой резец 17, регулируемый винтом 18. От проворота резец удерживается сбоку фиксатором, входящим в его паз (не показан). Держав ка 15 направляется в обойме цилиндрической (хвостовой) частью и призматической (передней). Пружины 19 через упор в обойму 14 и кольцо 20, ось 21 и ролик 22 осуществляют поджим державки 15 к копиру 23. Для получения другой формы поверхности используют другой копир. Конструкция устройства позволяет рас полагать в зоне резания несколько копиров, рабочая часть которых смещена в вертикальной плоскости по отношению друг к другу. На эту же величину в вертикальной плоскости смещаются цилиндрические рабочие участки, предохраняющий направляющие державок от попадания стружки. Перед первыми протяжками каждой секции установлен флажок (не показан), зев которого несколько больше максимально возможной заготовки обрабатываемого изделия. Если заготовка превышает допустимые размеры или неправильно установлена, флажок обоймы наезжает на нее и, отклоняясь через соответствующий элемент, нажимает на пластину 25 рычага, которая дает импульс, на останов станка. Смыв стружки и охлаждение инструмента производят от верхнего сопла 26и боковых сопел (не показаны). Дпя размещения в ползушках (между рейками) концов державок и звеньев 3 цепи, соединяющих ползушки, в Ьол- . ках реек сделаны калиброванные отверстия , через которые с помощью установленных в них осей 27 каждые соседние ползушки соединяются звеньями 3. Для того чтобы эти звенья при проходе не задевали за неподвижно установленные копиры, в них сделаны пазы. Оси 27от выпадания предохраняются цапфами 28 ограничительных винтов. Проведенное конструктивное изменение позволяет упростить соединение ползушек и дает возможность без увеличения их высоты разместить в них отверстия под обоймы. Дпя смены копиров в одной из холостых ползушек (транспортера или каждой холостой секции) сделано продолговатое окно, закрываемое быстросъемной крышкой (не показана). В случае обработки паза и его фасок в заготовках сегментов дисковых пил основной выем металла, как и в предыдущем случае, производят прямолинейными протяжками, а дуговую частьплоскими резцами 29 и 30, укрепленными в державках 15, контактирующих в зоне резания с неподвижно закрепленным копиром 23. В связи с тем, что в этом случае в державке 15 требуется располагать лишь один лобовой резец, державка сделана более компактной и узкой, тем самым количество державок в обойме 14 увеличивается. Передняя часть державки 15 выполнена в виде ццлиндра,а задняя имеет призматическую часть, которой державка входит в паз обоймы 14, удерживающей ее от приворота. Верхняя часть переднего конца державки срезана И на ней размещен резец 29(30) и планка 31 для его фиксирования и прижима. Положени планки 31 по отношению к корпусу дер жавки 15 фиксируется винтами 32, име ющими калибрукицую цапфу. Поджим державки 15 через ролик 22 к копиру 23 осуществляется двумя штифтами 33 под воздействием сильных пружин 34. Ограничение хода державки 15 вне участка действия копира 23 ос ществляется штырем 35. Станок работает следующим образом Обрабатываемые изделия 11 устанав ливают и закрепляют в тисках 6. Посл выполнения первой операции изделие с помощью механизма 9 перестановки вынимают из тисков 6, кантуют и вста ляют в тиски 7. . Все участки резцов (при копире, очерченном по радиусу) описывают поверхность одного радиуса. Для большинства компрессорных лопаток, имеющих очертания профиля замка по большому радиусу, при малой поверхности замка, эти отклонения от истинной геометрической формы настолько малы, что ими можно, пренебречь (их величин меньше 1/3-1/5 допуска). Там же, где желательно еще ближе приблизиться к истинной форме, финишные резцы, боковые и лобовые, можно разместить в разных державках с разным диаметром ролика, тогда лобовые резцы описываю траекторию меньшим радиусом, чем боковые. При обработке нескольких поверхностей, например дугового профиля замка компрессорных лопаток и его торцов и паза, в каретках транспортера устанавливают две секции инструмента, разделенные друг от друга холостыми участками ползушек, а на четырехпозиционном поворотном столе закрепляют две пары тисков (для первой и второй операций). Первая секция состоит из обойм с прямолинейными протяжками для обработки полок и торцов, а также , обойм с державками с закрепленными в них резцами или протяжками для обработки наклоиного торцевого участка замка. Вторая секция инструмента, предназначенная для обработки дугового профиля, состоит из обойм с прямолинейными протяжка6ми и обойм с державками с закрепленными в них резцами для финишной обработки дугового профиля замка. При движении ползушки в зоне резания ролики 22 державок 15 наезжают на верхний или нижний копир 23, в результате чего они, преодолевая силу пружин и резания, перемешаются по направлению к изделию. Благодаря сложению двух взаимно перпендикулярных движений лезвие резцов описывает требуемую криволинейную или наклонную траекторию (эквидистанту формы копира), Меняя радиусы роликов 22 державок 15 можно при одном и том же копире получать разную кривизну обрабатываемой поверхности. При непрерывном перемещении ползушек по траектории вытянутого овала (при переходе зоны резания холостым участком кареток) стол 5 поворачивают и очередную заготовку с тисками переносят в зону обработки. После фиксации, зажима стола и усиления зажима заготовки в тисках к обрабатываемому изделию подводят первый зуб протяжек и начинают обработку торца замка. Вслед за протяжками следует сборная протяжка, скомпонованная из отдельных резцов, закрепленных в державках, установленных в поперечных гнездах обойм. В зоне резания державки через выступающие ролики контактируют с неподвижно установленным на корпусе транспортера копиром, в результате чего складывается в требуемой пропорции продольное и поперечное движение державок, чем и обеспечивается перемещение резцов по заданной наклонной траектории торцевого участка замка. После окончания прохода первой секции инструмента при последующем проходе холостого участка в зону резания попадают вторые тиски 7 с перебазированной заготовкой, а заготовку с обработанными торцами замка вместе с первыми тисками 6 переносят в зону съема и после последующего поворота стола она попадает в зону переустановки. Здесь заготовку механизмом 9 перестановки вынимают из указанных тисков, поворачивают в требуемое положение и при подходе вторых тисков вставляют в них в перебазированном положении для обработки профиля замка. После последующих поворотов
1
стола 5 заготовка попадает в зону резания в момент подхода второй секции протяжек.
После прохода прямолинейных черновых протяжек следуют сборные протяжки, составленные из резцов, закрепленных в державках, контактирующих в зоне резания с копиром 23, с помощью которого лезвия резцов описывают требуемую криволинейную траекторию. Заготовку с полностью обработанным замком в зоне механизма 10 съема вынимают из вторых тисков и укладывают в накопитель. Загрузку заготовок в тиски производят подающим механизмом 8 загрузки.
Ограничения вылета державок из обрймы под воздействием пружин при снятой обойме позволяет с помощью обычных тисков и планки (при некотором утапливании держателей в державку) легко вынуть штыри 35, а затем и сами державки 15 для смены затупивщихся резцов.
Установку переточенных резцов в держателе производят вне станка по прибору, где вьдерживается требуемый размер меладу крайней образующей ролика 22 и лезвием резца путем регулирования вылета резца с помощью винта 36, который затем контрится гайкой 37.
Для уменьшения изменения углов резания при больщом участке криволиней15869
ной поверхности обрабатываемого изделия весь участок разбивают на две части. Первый участок (на входе) обрабатывают резцами 30, второй (на 5 выходе) - резцами 29. Державки с резцами 30 контактируют с нижним копиром 23, а державки с резцами 29 - с верхним копиром 23. Резцы 30 имеют одни углы резания, а резцы 29 другие, бла10 годаря чему углы резания резцов в процессе обработки меняются в пределах if° 12,
Предлагаемая конструкция станка позволяет основной выем металла в обрабатываемом изделии производить простыми прямолинейными протяжками, а обработку криволинейных или наклонных участков, образуинцие которых не совпадают с направлением прямолинейного движения ползушек, осуществляет с помощью прохода последукмцих обойм с резцами, закрепленными в державках, контактирующих в зоне резания с неподвижным копиром. Это позволяет одним станком-автоматом заменить целую автоматическую линию из нескольких протяжных станков, благодаря чему сокращается металлоемкость, потребность в производственных площадях, упрощается инструмент и значительно повышается производитепьность от совмещения нескольких операций.
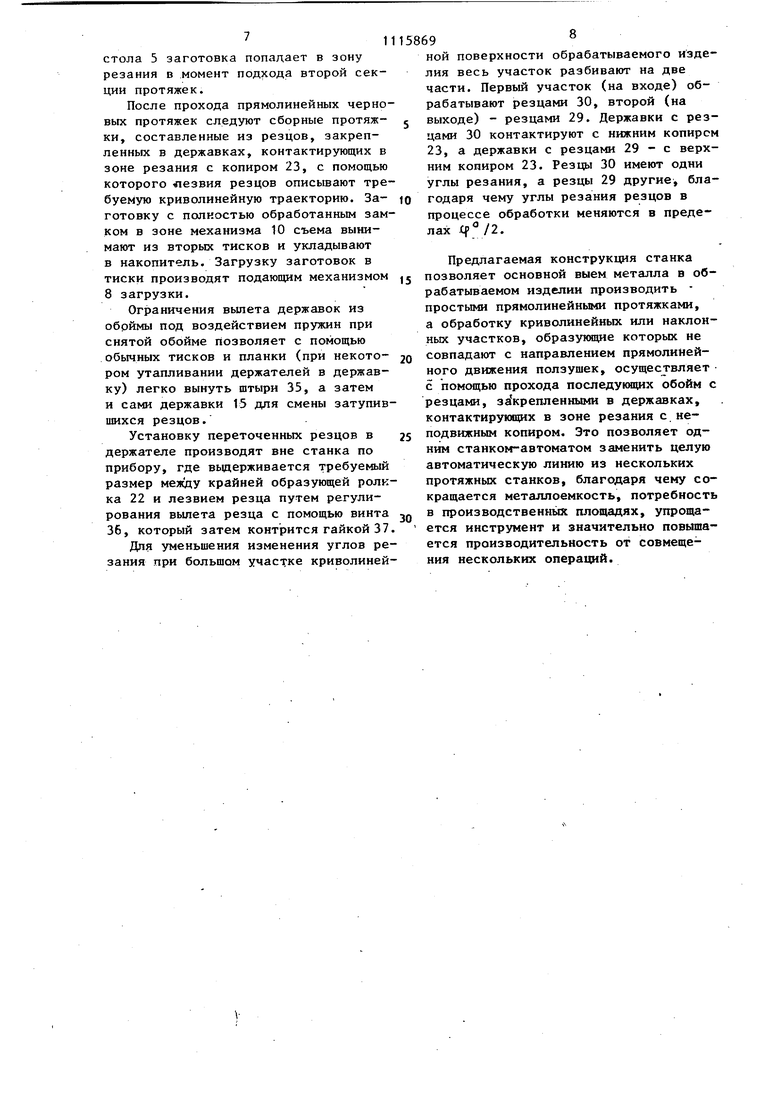
АА
фаг. 2
1 a 3
tt
f7 гт
Фот
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 509013, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
