f
Изобретение относится к обработке металлов давлением, точнее к листовой штамповке, и может найти применение для формообразования автокузовны деталей типа наружных панелей капота багажника, дверей и других пологих деталей на прессах простого действия с выталкиваюп им устройством.
Цель изобретения - повьшение на- дежности в работе штампа.
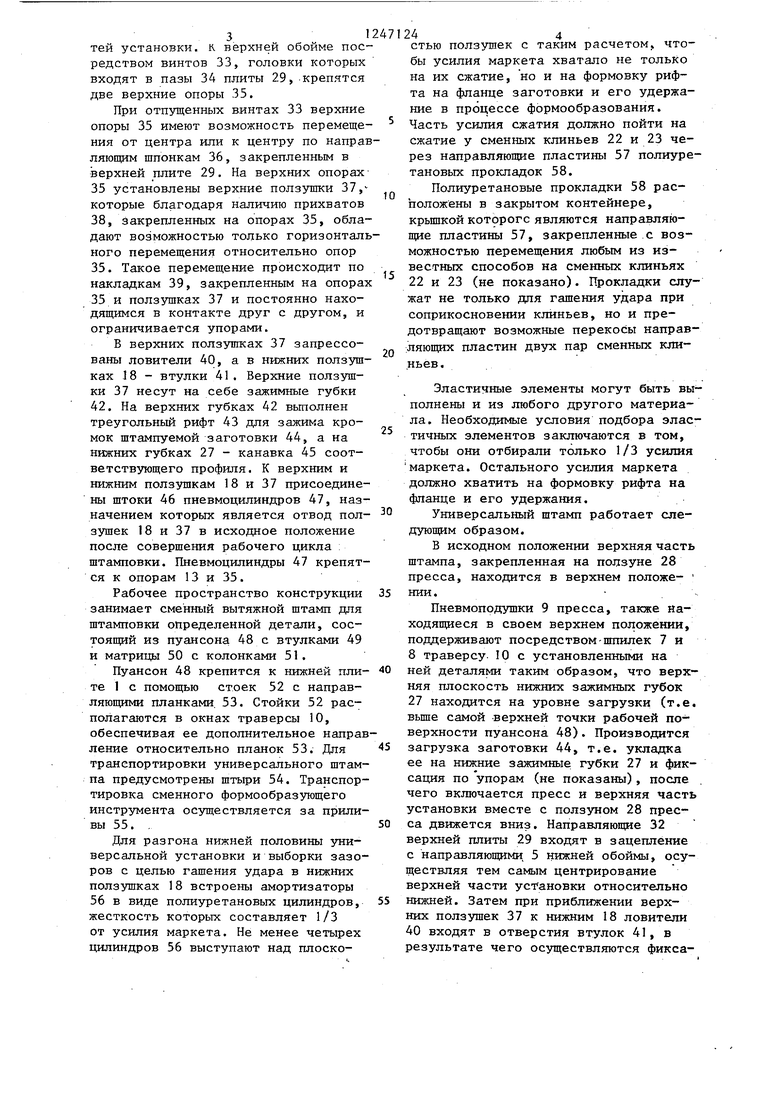
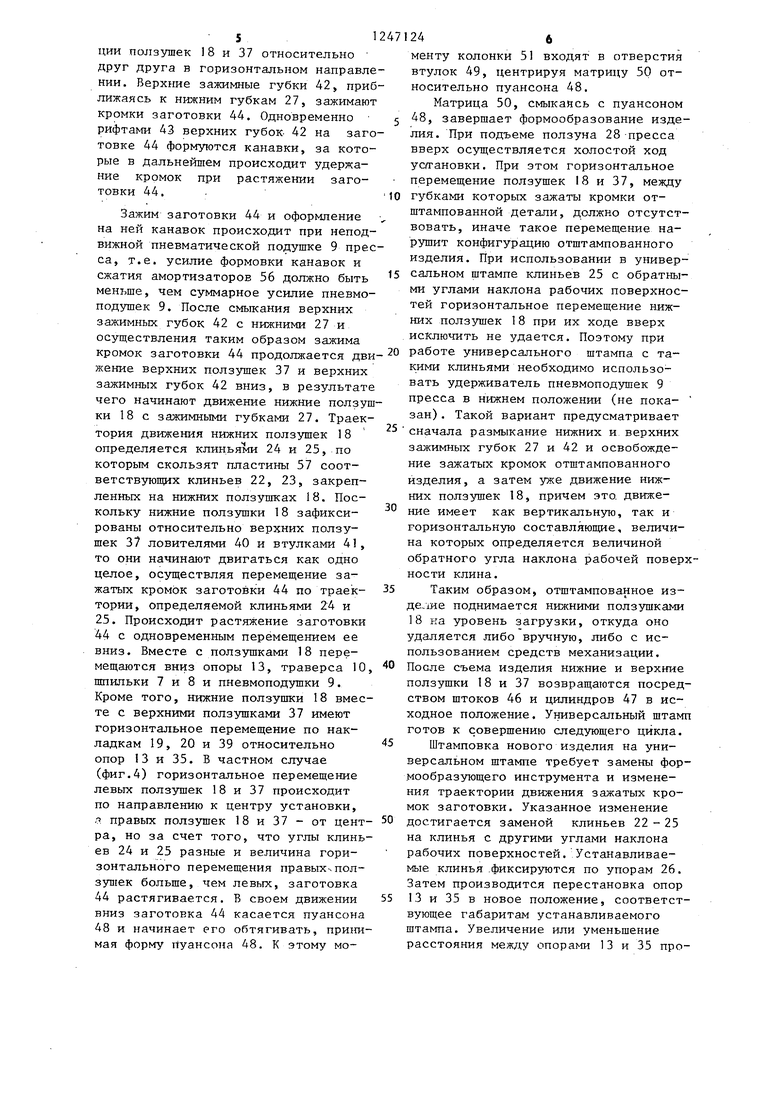
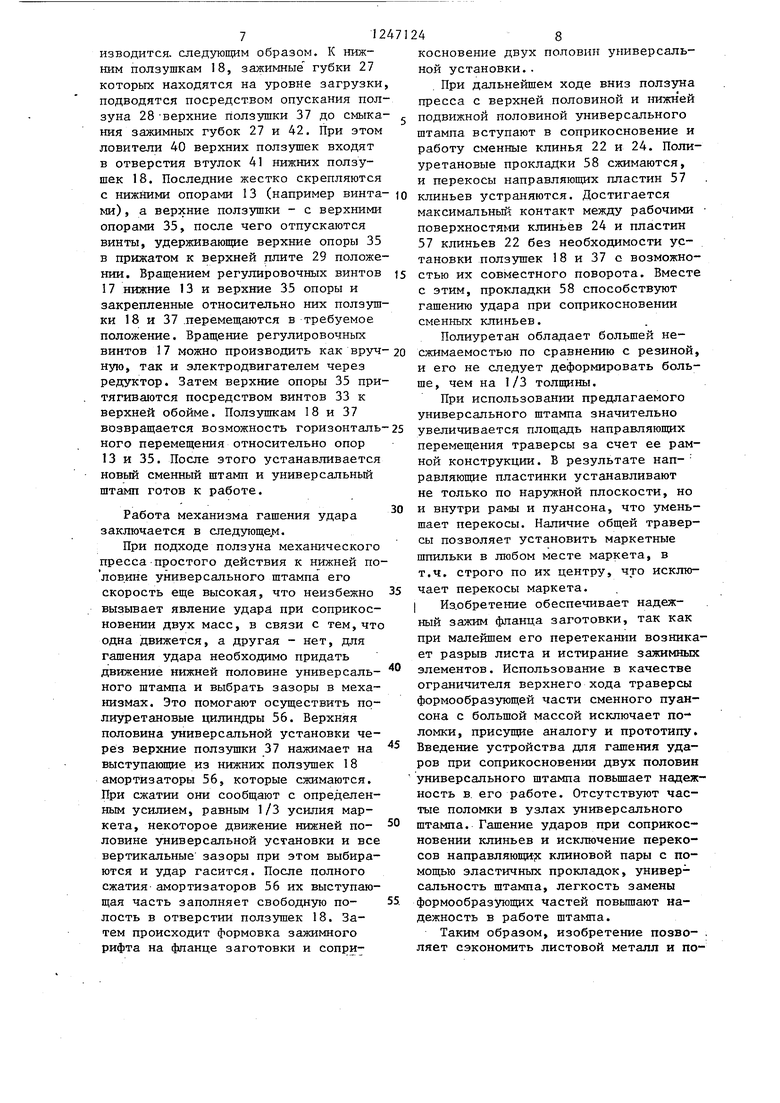
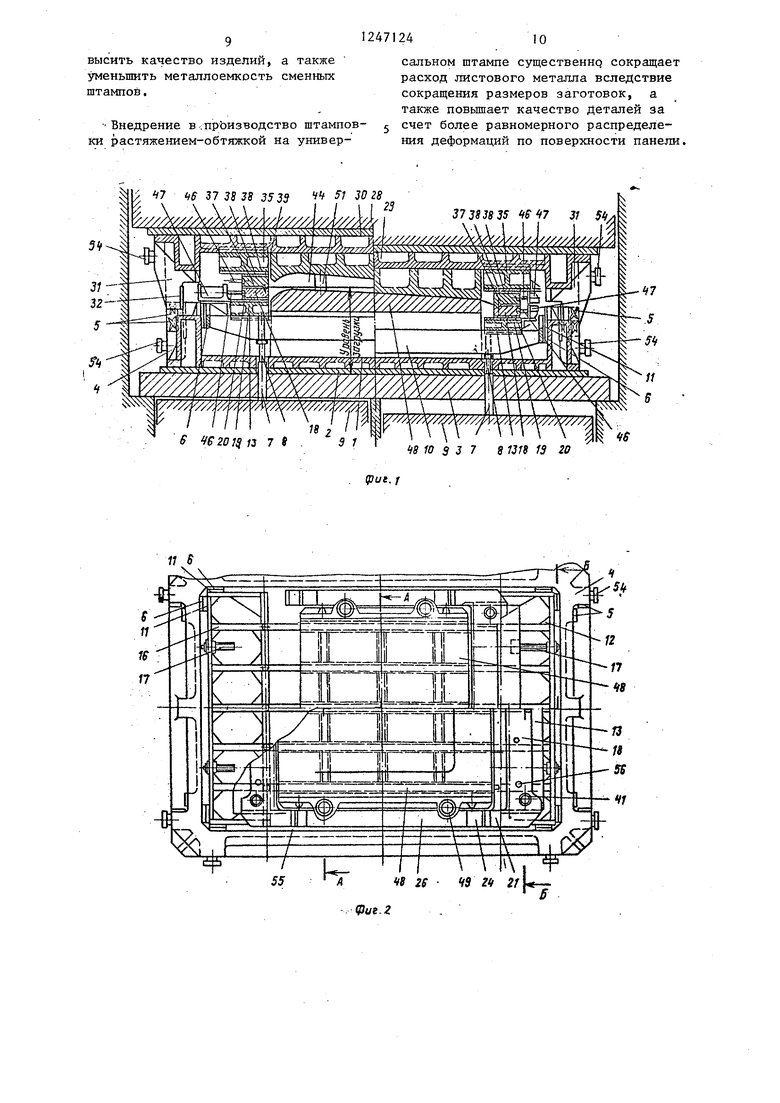
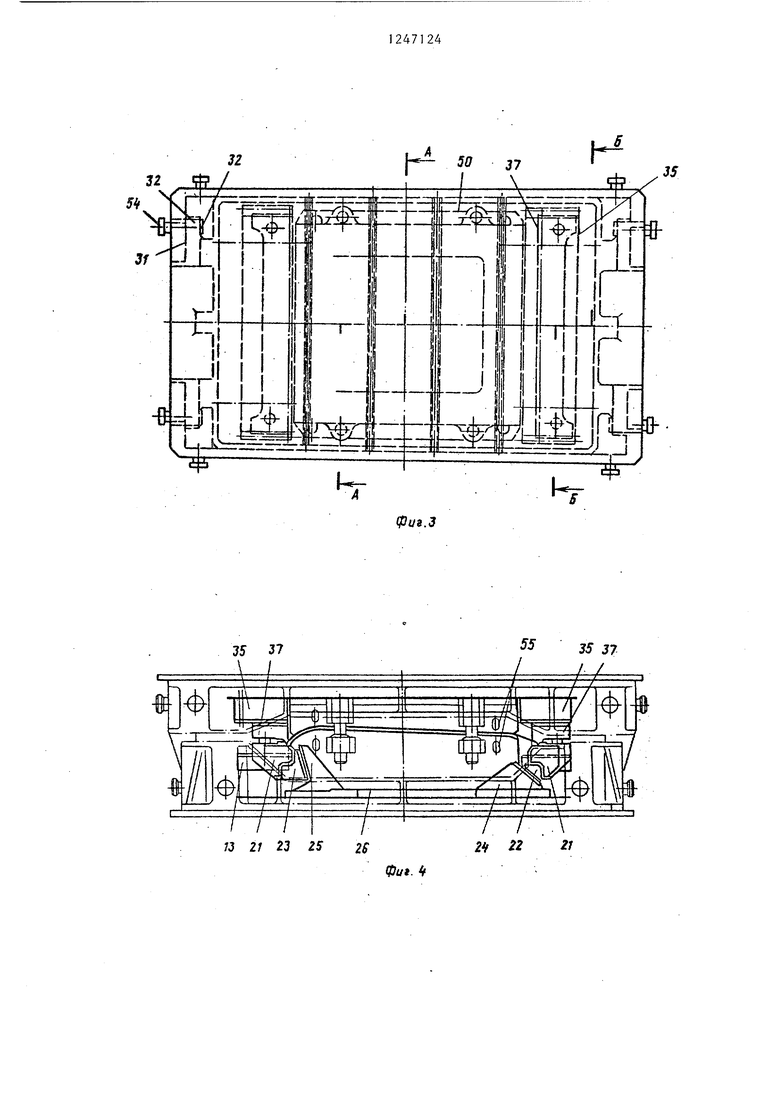
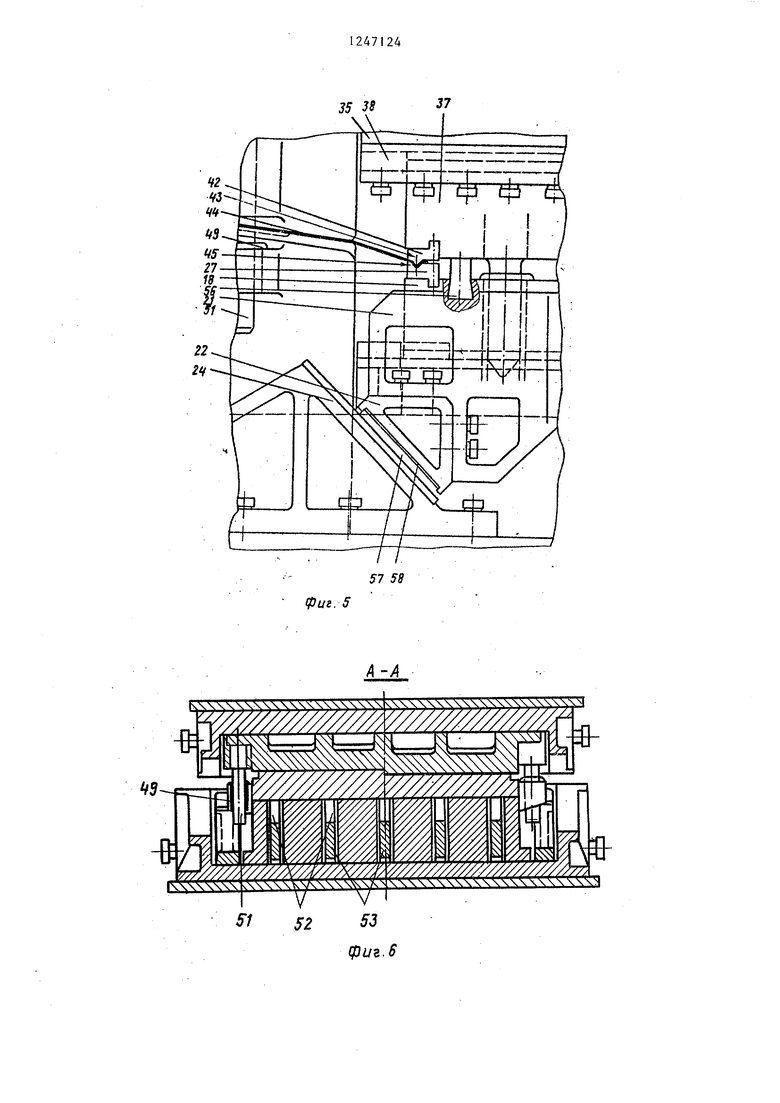
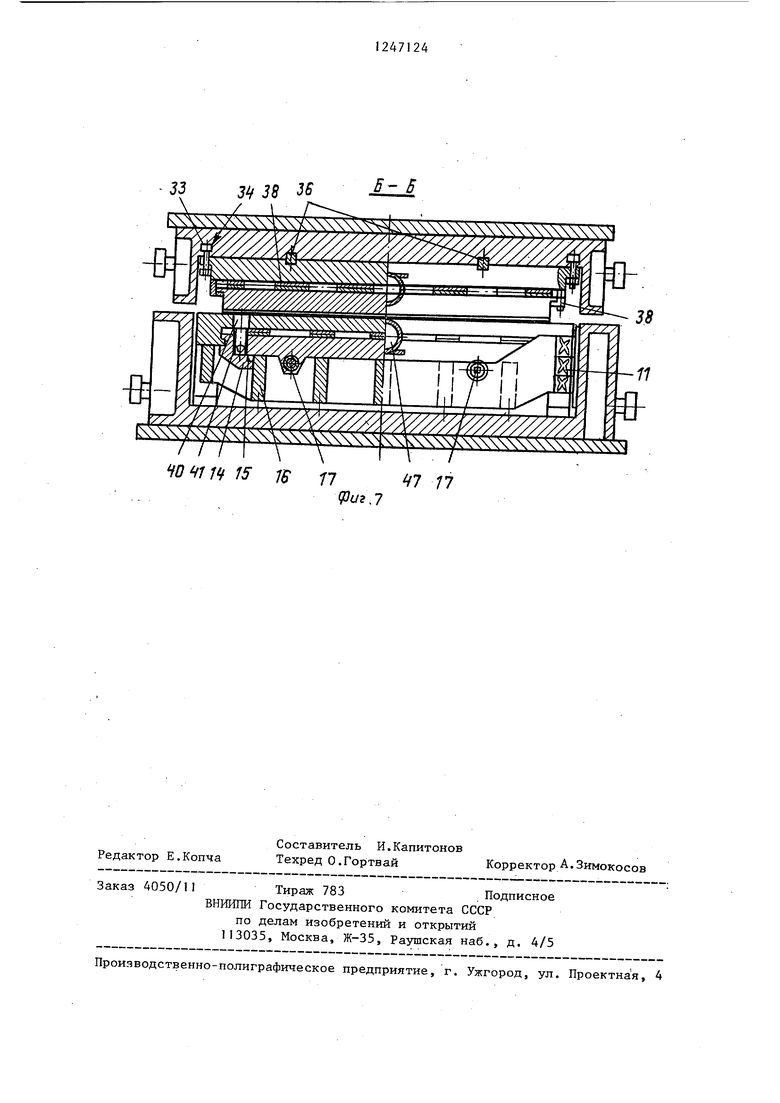
На фиг.Г изображен штамп слева от осевой линии в момент смыкания губок растягивающих поЛзушек (начало хода растяжения), справа - в момент окончания процесса формообразования из- делия, продольный разрез; на фиг.2- нижняя часть штампа вьше горизонтальной осевой, линии с установленным сменным штампом (пуансоном и матрицей) минимальных габаритных размеров, ,а на ниже горизонтальной - со сменным штампом максимальных габаритных размеров, вид сверху; на фиг.З - верхняя часть штампа, вид сверху; на фиг.4 - штамп, вид спере- ди; на фиг.5 - часть штампа в момент окончания формообразования изделия, вид спереди; на фиг.б - разрез А-А на фиг.2 и 3; на фиг.7 - разрез Б-Б на фиг.2 и 3. .
Универсальный штамп содержит нижнюю плиту 1, устанавливаемую через дополнительную плиту 2 на подштампо- вую плиту 3 пресса. Плита 2 служит для быстрого крепления штампа к под- штамповой плите 3 пресса. С левой и правой стороны нижней плиты 1 выполнены приливы 4, несущие на себе направляющие 5 и 6. В нижней плите 1 выполнены отверстия, в которые с воз- можностью вертикального перемещения входят два ряда шпилек 7 и 8, размещенных по центру каждой пневмоподуш- ки пресса, что сводит к минимуму перекосы пневмоподущек 9 выталкивающе- го устройства. Нижние шпильки 7 опираются на пневмоподушку 9, в то время как верхние шпильки поддерживают траверсу 10 и вместе с нижними шпильками 7 передают на нее усилие, соз- даваемое пневмоподушкой 9.
На траверсе IО установлены направляющие 11, находящиеся в постоянном контакте с соответствующими направляющими 6 нижней плиты обес- печивающие движение траверсы 10 только в вертикальном направлении. Траверса 10 представляет собой свар
2471
, §
520 30
35 4045зо
55
242 .
ную рамную конструкцию, усиленную косынками 12, центральная часть которой располагается под пуансоном и выполнена со сквозными вертикальными проемами (окнами). На траверсе 10 установлены две нижние опоры 13, которые в своей нижней части имеют Г-об-. ра зные выступы 14, входящие в зацепление с накладками 15 внешних планок 16 траверсы 10. Благодаря такой конструкции опора 13 может горизонтально перемещаться относительно траверсы 10. Это перемещение осуществляется посредством винта 17, резьбовая часть которого находится в зацеплении .с резьбой в опоре 13.
Другая часть винта 17 закреплена на траверсе 10 таким образом, что винт 17, имея возможность вращения в опорах траверсы 10, не имеет относительно нее осевого перемещения. Перемещение опор 13 относительно травер-. сы 10 производится только в процессе, перенападки штампа. На опорах 13 ус- тановлены нижние ползушки 18 с возможностью горизонтального перемещения относительно опор 13. Такое перемещение происходит по накладкам 19 и 20, закрепленным на опорах 13 и пол- зушках I8 и постоянно находящимся в контакте друг с другом. Каждая пол- зушка 18 имеет в своей передней и задней частях приливы 21,. на которых крепятся сменные клинья 22 и 23. Последние могут иметь различные, углы наклона к вертикали, в том числе и обратные углы наклона (например клин 23), и углы, равные нулю в зависимости от конфигурации штампуемого изделия. Движение клиньев 22 и 23, ползу- шек 18 по сменным клиньям 24 и 25, выставляемым на нижней плите I установки по упорам 26, определяет траекторию перемещения нижних ползушек 18, на которых крепятся нижние зажимные губки 27.
Верхняя часть универсального штампа крепится на ползуне 28 пресса и включает в себя верхнюю плиту 29, которая с целью быстрого крепления к ползуну 28 несет на себе дополнительную плиту 30. Верхняя плита 29 имеет с левой и правой стороны приливы
31,на которых крепятся направляющие
32,входящие в зацепление с соответствующими направляющими 5 нижней 1титы 1, прежде чем войдут в контакт другие элементы верхней и нижней час
3
тей установки, к верхней обойме посредством винтов 33, головки которых входят в пазы 34 плиты 29, -крепятся две верхние опоры 35.
При отпущенных винтах 33 верхние опоры 35 имеют возможность перемещения от центра или к центру по напра ляюшгим шпонкам 36, закрепленным в верхней плите 29. На верхних опорах 35 установлены верхние ползушки 37, которые благодаря наличию прихватов 38, закрепленных на опорах 35, обладают возможностью только горизонталного перемещения относительно опор 35. Такое перемещение происходит по накладкам 39, закрепленным на опорах 35 и ползушках 37 и постоянно находящимся в контакте друг с другом, и ограничивается упорами.
В верхних ползушках 37 запрессованы ловители 40, а в нижних ползушках 18 - втулки 41. Верхние ползушки 37 несут на себе зажимные губки 42. На верхних губках 42 вьшолнен треугольный рифт 43 для зажима кромок штампуемой заготовки 44, а на нижних губках 27 - канавка 45 соответствующего профиля. К верхним и нижним ползушкам 18 и 37 присоединены штоки 46 пневмоцилиндров 47, назначением которых является отвод пол- зушек 18 и 37 в исходное положение после совершения рабочего цикла штамповки. Пневмоцилиндры 47 крепятся к опорам 13 и 35.
Рабочее пространство конструкции занимает сменный вытяжной штамп для штамповки определенной детали, состоящий из пуансона 48 с втулками 49 и матрицы 50 с колонками 51.
Пуансон 48 крепится к нижней пли- те 1 с помощью стоек 52 с направляющими планками. 53. Стойки 52 располагаются в окнах траверсы 10, обеспечивая ее дополнительное направление относительно планок 53. Для транспортировки универсального штампа предусмотрены штыри 54. Транспортировка сменного формообразующего инструмента осуществляется за приливы 55. ,
Для разгона нижней половины универсальной установки и выборки зазоров с целью гашения удара в нижних ползушках 18 встроены амортизаторы 56 в виде полиуретановых цилиндров, жесткость которых составляет 1/3 от усилия маркета. Не менее четырех цилиндров 56 выступают над плоско5
0
5
71
5
о 0
244
стью ползушек с таким расчетом, чтобы усилия маркета хватало не только на их сжатие, но и на формовку рифта на фланце заготовки и его удержание в процессе формообразования. Часть усилия сжатия должно пойти на сжатие у сменных клиньев 22 и 23 через направляющие пластины 57 полиуретановых прокладок 58.
Полиуретановые прокладки 58 расположены в закрытом контейнере, крьш1кой которого являются направляющие пластины 57, закрепленные .с возможностью перемещения любым из известных способов на сменных клиньях 22 и 23 (не показано). Прокладки служат не только для гашения удара при соприкосновении клиньев, но и предотвращают возможные перекосы направляющих пластин двух пар сменных клиньев.
Эластичные элементы могут быть выполнены и из любого другого материала. Необходимые условия подбора эластичных элементов заключаются в том, чтобы они отбирали только 1/3 усилия маркета. Остального усилия маркета должно хватить на формовку рифта на фланце и его удержания.
Универсальный штамп работает следующим образом.
В исходном положении верхняя часть штампа, закрепленная на ползуне 28 пресса, находится в верхнем положе-
НИИ. ,
Пневмоподушки 9 пресса, также находящиеся в своем верхнем положении, поддерживают посредством-шпилек 7 и 8 траверсу. 10 с установленными на ней деталями таким образом, что верхняя плоскость нижних зажимных губок 27 находится на уровне загрузки (т.е. Bbmie самой верхней точки рабочей поверхности пуансона 48). Производится загрузка заготовки 44, т.е. укладка ее на нижние зажимные губки 27 и фиксация по упорам (не показаны), после чего включается пресс и верхняя часть установки вместе с ползуном 28 пресса движется вниз. Направляющие 32 верхней плиты 29 входят в зацепление с направляюшрми 5 нижней обоймы, осуществляя тем самым центрирование верхней части установки относительно нижней. Затем при приближении верхних ползушек 37 к нижним 18 ловители 40 входят в отверстия втулок 41, в результате чего осуществляются фикса
5
НИИ ползушек 18 и 37 относительно друг друга в горизонтальном направлении. Верхние зажимные губки 42, приближаясь к нижним губкам 27, зажимают кромки заготовки 44. Одновременно рифтами 43 верхних губок 42 на заготовке 44 формуются канавки, за которые в дальнейшем происходит удержание кромок при растяжении заготовки 44. .
Зажим заготовки 44 и оформление на ней канавок происходит при неподвижной пневматической подушке 9 пресса, т.е. усилие формовки канавок и сжатия амортизаторов 56 должно быть меньше, чем суммарное усилие пневмо- подушек 9. После смыкания верхних зажимных губок 42 с нижними 27 и осуществления таким образом зажима кромок заготовки 44 продолжается дви жение верхних ползушек 37 и верхних зажимных губок 42 вниз, в результате чего начинают движение нижние ползуш ки 18 с зажимными губками 27. Траектория движения нижних ползушек 18 определяется клиньями 24 и 25, по которым скользят пластины 57 соответствующих клиньев 22, 23, закрепленных на нижних ползушках 18. Поскольку нижние полззппки 18 зафиксированы относительно верхних ползушек 37 ловителями 40 и втулками 41, то они начинают двигаться как одно целое, осуществляя перемещение зажатых кромок заготовки 44 по траек- тории, определяемой клиньями 24 и 25. Происходит растяжение заготовки 44 с одновременным перемещением ее вниз. Вместе с ползушками 18 перемещаются вниз опоры 13, траверса 10 шпильки 7 и 8 и пневмоподушки 9. Кроме того, нижние ползушки 18 вместе с верхними ползущками 37 имеют горизонтальное перемещение по накладкам 19, 20 и 39 относительно опор 13 и 35. В частном случае (фиг.4) горизонтальное перемещение левых ползушек 18 и 37 происходит по направлению к центру установки, . правых ползушек 18 и 37 - от цент- ра, но за счет того, что углы клиньев 24 и 25 разные и величина горизонтального перемещения правыхчползушек больше, чем левых, заготовка 44 растягивается. В своем движении вниз заготовка 44 касается пуансона 48 и начинает его обтягивать, принимая форму пуансона 48. К этому мо
5
5
71
j o
5 0 5
0
0
5
246
менту колонки 51 входят в отверстия втулок 49, центрируя матрицу 50 относительно пуансона 48.
Матрица 50, смыкаясь с пуансоном 48, завершает формообразование изделия. При подъеме ползуна 28-пресса вверх осуществляется холостой ход ус/гановки. При этом горизонтальное перемещение ползушек 18 и 37, между губками которых зажаты кромки отштампованной детали, должно отсутствовать, иначе такое перемещение нарушит конфигурацию отштампованного изделия. При использовании в универсальном штампе клиньев 25 с обратными углами наклона рабочих поверхностей горизонтальное перемещение нижних ползушек 18 при их ходе вверх исключить не удается. Поэтому при работе универсального штампа с такими клиньями необходимо использовать удерживатель пневмоподушек 9 пресса в нижнем положении (не пока- зан). Такой вариант предусматривает сначала размыкание нижних и верхних зажимных губок 27 и 42 и освобождение зажатых кромок отштампованного изделия, а затем уже движение нижних ползушек 18, причем это. движение имеет как вертикальную, так и горизонтальную составляющие, величина которых определяется величиной обратного угла наклона рабочей поверхности клина.
Таким образом, отштампованное из- де.гие поднимается нижними ползушками 18 ка уровень загрузки, откуда оно удаляется либо вручную, либо с использованием средств механизации. После съема изделия нижние и верхние ползушки 18 и 37 возвращаются посредством штоков 46 и цилиндров 47 в исходное положение. Универсальный штамп готов к совершению следующего цикла.
Штамповка нового изделия на универсальном штампе требует замены формообразующего инструмента и изменения траектории движения зажатых кромок заготовки. Указанное изменение достигается заменой клиньев 22 - 25 на клинья с другими углами наклона рабочих поверхностей. Устанавливаемые клинья .фиксируются по упорам 26. Затем производится перестановка опор 13 и 35 в новое положение, соответствующее габаритам устанавливаемого штампа. Увеличение или уменьшение расстояния между опорами 13 и 35 про712
изводится, следующим образом. К нижним ползушкам 18, зажимные губки 27 которых находятся на згровне загрузки подводятся посредством опускания ползуна 28 верхние ползушки 37 до смыка ния зажимных губок 27 и 42, При этом ловители 40 верхних ползушек входят в отверстия втулок 41 нижних ползушек 18. Последние жестко скрепляются с нижними опорами 13 (например винта ми), а верхние ползушки - с верхними опорами 35, после чего отпускаются винты, удерживающие верхние опоры 35 в прижатом к верхней плите 29 положении. Вращением регулировочных винтов 17 нижние 13 и верхние 35 опоры и закрепленные относительно них ползушки 18 и 37 .перемещаются в требуемое положение. Вращение регулировочных винтов 17 можно производить как вруч ную, так и электродвигателем через редуктор. Затем верхние опоры 35 притягиваются посредством винтов 33 к верхней обойме. Ползушкам 18 и 37 возвращается возможность горизонталь ного перемещения относительно опор 13 и 35. После этого устанавливается новый сменный штамп и универсальный штамп готов к работе.
Работа механизма гашения удара заключается в следующе.м.
При подходе ползуна механического пресса простого действия к нижней по- ловине универсального штампа его скорость еще высокая, что неизбежно вызывает явление удара при соприкосновении двух масс, в связи с тем, что одна движется, а другая - нет, для гашения удара необходимо придать движение нижней половине универсаль- ного штампа и выбрать зазоры в механизмах. Это помогают осуществить по- лиуретановые циливдры 56. Верхняя половина универсальной установки через верхние ползушки 37 нажимает на выступающие из нижних ползушек 18 амортизаторы 56, которые сжимаются. При сжатии они сообщают с определенным усилием, равным 1/3 усилия мар- кета, некоторое движение нижней по- ловине универсальной установки и все вертикальные зазоры при этом выбираются и удар гасится. После полного сжатия амортизаторов 56 их выступающая часть заполняет свободную по- лость в отверстии ползушек 18. Затем происходит формовка зажимного рифта на фланце заготовки и сопри248
косновение двух половин универсальной установки..
При дальнейшем ходе вниз ползуна пресса с верхней половиной и нижней подвижной половиной универсального штампа вступают в соприкосновение и работу сменные клинья 22 и 24. Поли- уретановые прокладки 58 сжимаются, и перекосы направляющих пластин 57 клиньев устраняются. Достигается максимальный контакт между рабочими поверхностями клиньев 24 и пластин 57 клиньев 22 без необходимости установки ползушек 18 и 37 с возможностью их совместного поворота. Вместе с этим, прокладки 58 способствуют гашению удара при соприкосновении сменных клиньев.
Полиуретан обладает большей несжимаемостью по сравнению с резиной, и его не следует деформировать больше, чем на 1/3 толщины.
При использовании предлагаемого универсального штампа значительно увеличивается площадь направляющих перемещения траверсы за счет ее рамной конструкции. В результате нап- равляютще пластинки устанавливают не только по наружной плоскости, но и внутри рамы и пуансона, что уменьшает перекосы. Наличие общей траверсы позволяет установить маркетные шпильки в любом месте маркета, в т.ч. строго по их центру, что исключает перекосы маркета. I Из.обретение обеспечивает надежный зажим фланца заготовки, так как при малейшем его перетекании возникает разрыв листа и истирание зажимных элементов. Использование в качестве ограничителя верхнего хода траверсы формообразующей части сменного пуансона с большой массой исключает поломки, присущие аналогу и прототипу. Введение устройства дпя гашения ударов при соприкосновении двух половин универсального штампа повьшгает надежность в. его работе. Отсутствуют частые поломки в узлах универсального штампа. Гашение ударов при соприкосновении клиньев и исключение перекосов направляющи с клиновой пары с помощью эластичных прокладок, универсальность штампа, легкость замены формообразующих частей повьш1ают надежность в работе .
Таким образом, изобретение позво- ляет сэкономить листовой металл и повысить качество изделий, а также сальном штампе существеннр сокращает уменьшить металлоемкость сменных расход листового металла вследствие штампов,сокращения размеров заготовок, а
также повышает качество деталей за
Внедрение в :ПрЬизводство штампов- счет более равномерного распределе- ки растяжением-обтяжкой на универ- ния деформаций по поверхности панели,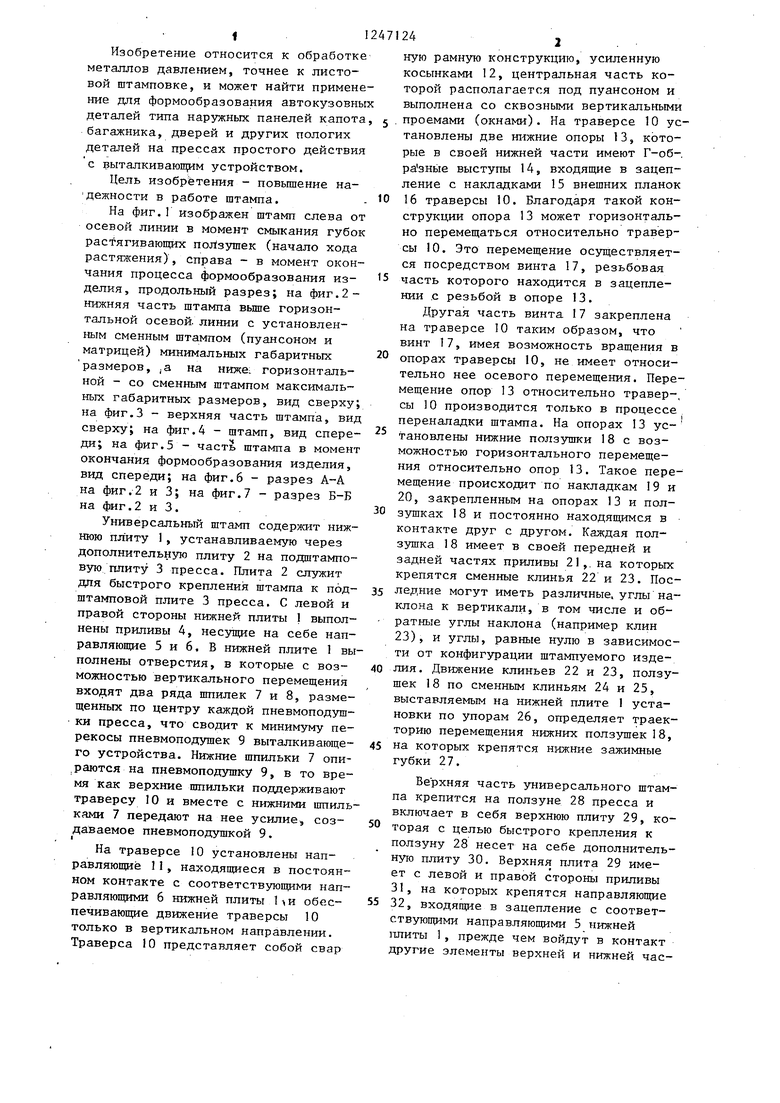
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для листовой штамповки | 1976 |
|
SU732052A1 |
| Штамп для обтяжки с растяжением листовых деталей | 1989 |
|
SU1690902A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп для вытяжки крупногабаритных изделий | 1977 |
|
SU677789A2 |
| Способ штамповки из листовой заготовки | 1977 |
|
SU733795A1 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Штамп для штамповки крупногабаритных коленчатых валов | 1982 |
|
SU1017429A1 |
41 46 37 3S 38 3535
S 4e20J9 13 7 S .
4-7
ТТ1
4 W 5 J 7 8 73Г8 13 20
Sit
41
3Z
w
n
/
N5..
Jf
и I I
- Ч
Г | iJnr r-tv
Фиг.З
35 37
13 21 23 25 2S
24 n
Фи.
фиг. 5
5/
фиг.6
III НО 411 ч 15 11S
Б- 5
Редактор Е,Копча
Составитель И.Капитонов
Техред О.Гортвай Корректор А.Зимокосов
Заказ 4050/11 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Штамп для листовой штамповки | 1976 |
|
SU732052A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
