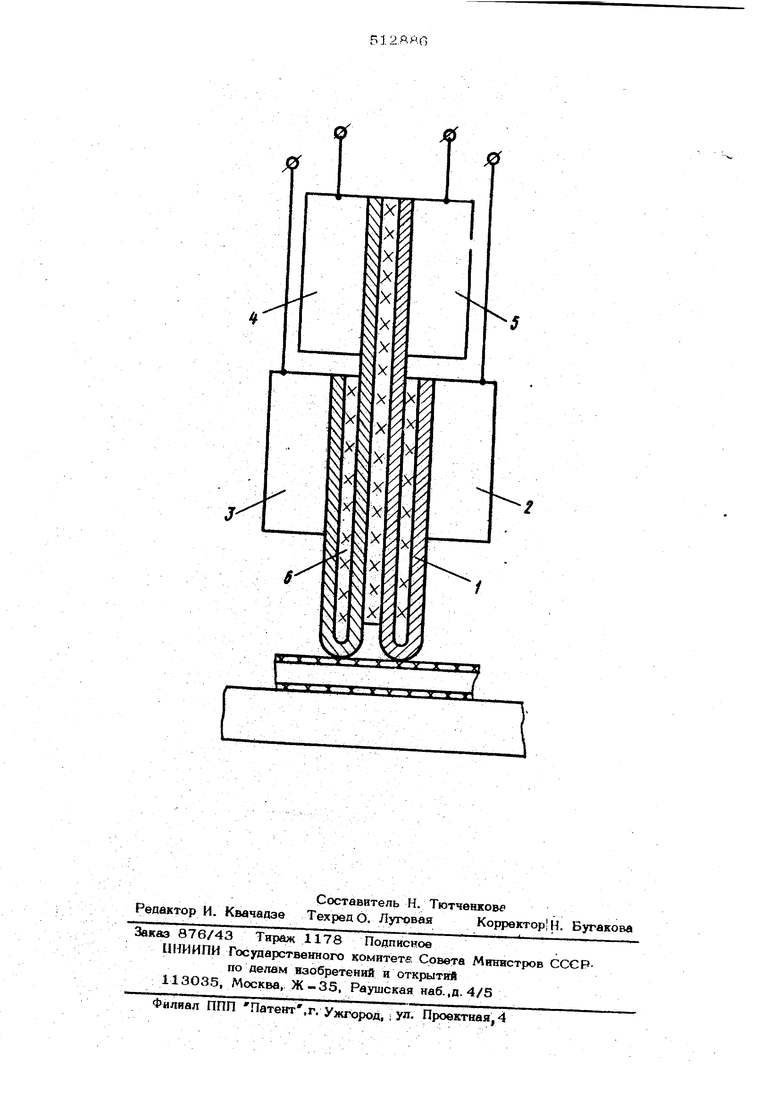
{фокпадхуД При этом толишна алектроизоЛ цяонноЙ проклаакв одновременно опрвдеи ; Ляет расстояние между электродами. Зв жим 4 имеет Г-образную форму и может быть устано19лен сверху инструмента. Вт01)у рой зажим 5 при этом должен быть вы арлкен в ваде. квадрата. Вместе зажимы 4 и 5 образуют одну пару токоподводйoittx зажимов для зажатия д;(янных ветвей. Другая пара зажимов обеспечивает креп лец коротких ветве4 и может быть раооожпкена перпе11Дикулярно плоскости nqpes первой пары. Йнструме1гг имеет 4/;; тохооодвбдясщих зажима, образующих две са Мрстоетельные электрические цепи, замкну 7 | TiMre на свои электроды, (епленне инструмеИта к верхней консоли контактной свароч яоЯ М)ашийы может быть осуществлено че
верхний зажим..
Инструмент работает слейуюшим образом Сначала электроды нагревают проходящим no внм током до необходимой сравйительно не «шсокой (350 )температуры и наГгре ми электродами расплавляют или выж г«|ют изоляцию на свариваемых деталях, а
затем ток пропускают ьежгду электр шами через свариваемые детали и осушествляют сва(ку или пайку.
Формулаизобретення
Инстру1ч ент для однострронней TepMOKOivsпрессноннрй сварки микродеталей, .прейм щесТвеннО покрытых слоем изоляции, соде каший два изолированных друг от другаVовраэных электрода, ветви которых соединсн ны с двумя парами токоподводяших зажимоэ образуя две самостоятельные электрические цепи;, ртлнча ю ши и с я тем, что, с целью уменьшения габаритов, для повыш ния качества групповой сваркн, ветви каждого электрода выполнены разной длины, электроды обращены друг к другу ветвями большей длины, жестко соединенными меж- ду собой при этом ве ибольшей и меньшей длины одного электрода соединены с одной парой токоподводяших зажимов, а вн другого электрода соединены с другой парой токоподводтцих зажимов,расположенной под первой парой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пистолет для сварки концов проводов | 1977 |
|
SU733899A1 |
| АППАРАТ И СПОСОБ УПЛОТНИТЕЛЬНОЙ СВАРКИ | 2009 |
|
RU2533070C2 |
| Электрод для рельефной сварки | 1977 |
|
SU620349A1 |
| Устройство для сваривания концов обвязочной проволоки | 1985 |
|
SU1321634A1 |
| Устройство для многоэлектродной электрошлаковой и электродуговой сварки или наплавки и электрододержатель для сварки или наплавки | 1991 |
|
SU1834766A3 |
| ПРЕДОХРАНИТЕЛЬНЫЙ ЗАЖИМ | 1993 |
|
RU2083950C1 |
| Устройство для электронагрева металлических заготовок методом сопротивления | 1950 |
|
SU96534A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1073028A1 |
| ЭЛЕМЕНТЫ ШАРНИРНОГО СОЧЛЕНЕНИЯ ШАРНИРНОГО ХИРУРГИЧЕСКОГО ИНСТРУМЕНТА | 2011 |
|
RU2577811C2 |
| Совмещенная якорная обмотка | 1987 |
|
SU1495914A1 |