I
Изобретение относится к устройствам для дуговой сварки проводов, в частности к пистолетам ручной дуговой сварки концов изолированных проводов без предварительного удаления с них изоляции. Пистолет предназначен для дуговой сварки оплавлением в шарик концов изолированных проводов диаметром от 0,01 до 2,0 мм в монтажных условиях и при производстве электродвигателей в приборостроении, электротехнике, радиотехнике, электронике и др.
Известен сварочный электромонтажный пистолет, содержащий изолированный корпус, механизм зажатия свариваемых деталей, и курок 11.
Недостатком пистолета является то, что между зажимами вдоль оси пистолета установлен электромагнит, на оси которого закреплен, электрод, подключенный к одному из концов сварочной цепи, а второй конец цепи подключен к одному из зажимов. Замыкание цепи и возбуждение электрической дуги осуществляется между концами свариваемых деталей и электродом. Такой пистолет не обеспечивает сварку проводов, покрытых изоляцией, так как изолированные провода разрывают электрическую цепь пистолета. Кроме того, пистолет очень сложен, а его. рабочая часть сильно развита, что затрудняет сварку в труднодоступных местах.
Известны клеши для электросварки монтажных соединений проводов, содержащие корпус, консольный механизм зажатия свариваемых проводов и курок с эксцентриком 2.
Недостатком таких клещей является то, что между зажимами расположен электро10додержатель с электродом и ток подключен к одному из зажимов и электрододержателю, что исключает возможность сварки изолированных проводов.
Наиболее близким к предлагаемому по ,5 технической сущности и достигаемому эффекту является пистолет для сварки концов проводов, содержащий корпус с рукояткой, зажимы для проводов, один из которых закреплен в корпусе жестко, а второй установлен щарнирно, и электродный узел, располо20женный по оси пистолета 3.
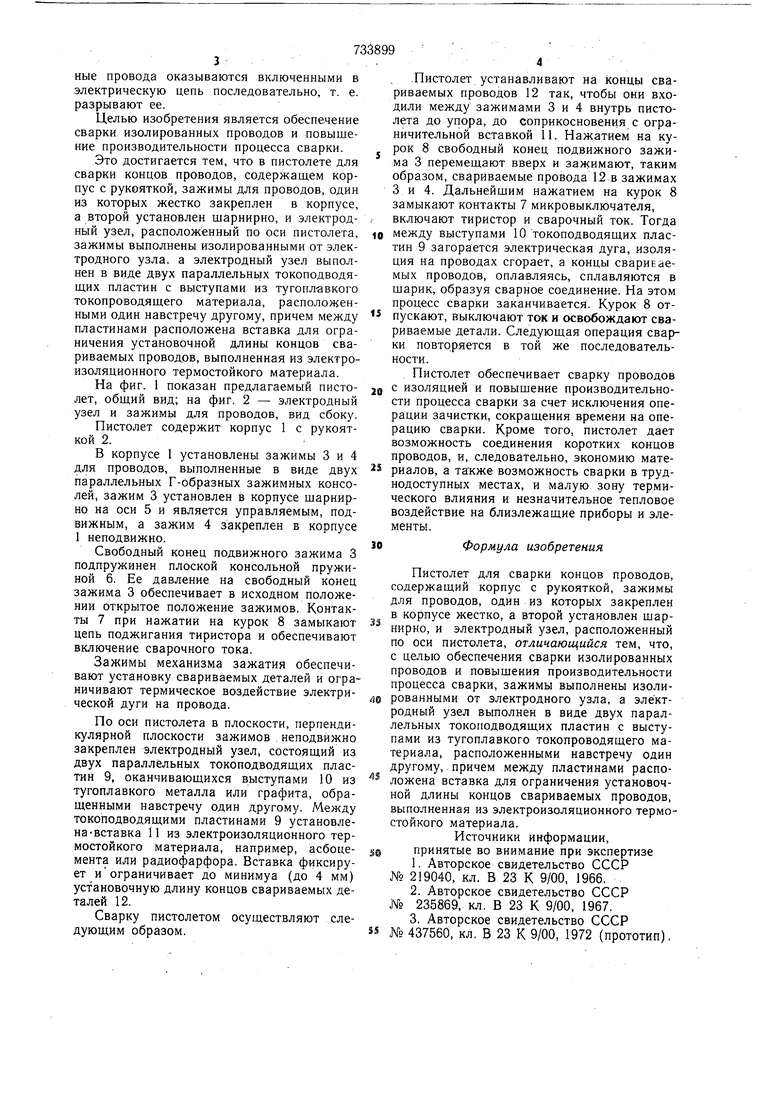
Однако этот пистолет также не позволяет вести сварку изолированных проводов без зачистки изоляции, так как зажимы являются частью электрической цепи, а изолированные провода оказываются включенными в электрическую цепь последовательно, т. е. разрывают ее. Целью изобретения является обеспечение сварки изолированных проводов и повышение производительности процесса сварки. Это достигается тем, что в пистолете для сварки концов проводов, содержащем корпус с рукояткой, зажимы для проводов, один из которых жестко закреплен в корпусе, а второй установлен шарнирно, и электродный узел, расположенный по оси пистолета, зажимы выполнены изолированными от электродного узла, а электродный узел выполнен в виде двух параллельных токоподводящих пластин с выступами из тугоплавкого токопроводящего материала, расположенными один навстречу другому, причем между пластинами расположена вставка для ограничения установочной длины концов свариваемых проводов, выполненная из электроизоляционного термостойкого материала. На фиг. 1 показан предлагаемый пистолет, общий вид; на фиг. 2 - электродный узел и зажимы для проводов, вид сбоку. Пистолет содержит корпус 1 с рукояткой 2. В корпусе 1 установлены зажимы 3 и 4 для проводов, выполненные в виде двух параллельных Г-образных зажимных консолей, зажим 3 установлен в корпусе щарнирно на оси 5 и является управляемым, подвижным, а зажим 4 закреплен в корпусе 1 неподвижно. Свободный конец подвижного зажима 3 подпружинен плоской консольной пружиной 6. Ее давление на свободный конец зажима 3 обеспечивает в исходном положении открытое положение зажимов. Контакты 7 при нажатии на курок 8 замыкают цепь поджигания тиристора и обеспечивают включение сварочного тока. Зажимы механизма зажатия обеспечивают установку свариваемых деталей и ограничивают термическое воздействие электрической дуги на провода. По оси пистолета в плоскости, перпендикулярной плоскости зажимов неподвижно закреплен электродный узел, состоящий из двух параллельных токоподводящих пластин 9, оканчивающихся выступами 10 из тугоплавкого металла или графита, обращенными навстречу один другому. Между токоподводящими пластинами 9 установлена-вставка И из электроизоляционного термостойкого материала, например, асбоцемента или радиофарфора. Вставка фиксирует иограничивает до минимуа (до 4 мм) установочную длину концов свариваемых деталей 12. Сварку пистолетом осуществляют следующим образом. Пистолет устанавливают на концы свариваемых проводов 12 так, чтобы они входили между зажимами 3 и 4 внутрь пистолета до упора, до соприкосновения с ограничительной вставкой 11. Нажатием на курок 8 свободный конец подвижного зажима 3 перемещают вверх и зажимают, таким образом, свариваемые провода 12 в зажимах 3 и 4. Дальнейшим нажатием на курок 8 замыкают контакты 7 микровыключателя, включают тиристор и сварочный ток. Тогда между выступами 10 токоподводящих пластин 9 загорается электрическая дуга, изоляция на проводах сгорает, а концы сваринаемых проводов, оплавляясь, сплавляются в шарик, образуя сварное соединение. На этом процесс сварки заканчивается. Курок 8 отпускают, выключают ток и освобождают свариваемые детали. Следующая операция сварки повторяется в той же последовательности. Пистолет обеспечивает сварку проводов с изоляцией и повышение производительности процесса сварки за счет исключения операции зачистки, сокращения времени на операцию сварки. Кроме того, пистолет дает возможность соединения коротких концов проводов, и, следовательно, экономию материалов, а также возможность сварки в труднодоступных местах, и малую зону термического влияния и незначительное тепловое воздействие на близлежащие приборы и элементы. Формула изобретения Пистолет для сварки концов проводов, содержащий корпус с рукояткой, зажимы для проводов, один из которых закреплен в корпусе жестко, а второй установлен шарнирно, и электродный узел, расположенный по оси пистолета, отличающийся тем, что, с целью обеспечения сварки изолированных проводов и повышения производительности процесса сварки, зажимы выполнены изолированными от электродного узла, а электродный узел выполнен в виде двух параллельных токоподводящих пластин с выступами из тугоплавкого токопроводящего материала, расположенными навстречу один другому, причем между пластинами расположена вставка для ограничения установочной длины концов свариваемых проводов, выполненная из электроизоляционного термостойкого материала. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 219040, кл. В 23 К 9/00, 1966. 2.Авторское свидетельство СССР № 235869, кл. В 23 К 9/00, 1967. 3.Авторское свидетельство СССР № 437560, кл. В 23 К 9/00, 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Пистолет для сварки концов проводов | 1972 |
|
SU437560A1 |
| Способ групповой контактной точечной сварки | 1981 |
|
SU1030126A1 |
| СВАРОЧНЫЙ АППАРАТ И СПОСОБ СВАРКИ | 2010 |
|
RU2547985C2 |
| Пистолет для сварки концов проводов | 1984 |
|
SU1260140A1 |
| Инструмент для односторонней термокомпрессионной сварки микродеталей | 1974 |
|
SU512886A1 |
| Способ автоматической приварки проволочных выводов и устройство для его осуществления | 1986 |
|
SU1532248A1 |
| ДВУХЭЛЕКТРОДНЫЙ ДЕРЖАТЕЛЬ ДЛЯ ТЕРМОКОМПРЕССИОННОЙ СВАРКИ МИКРОДЕТАЛЕЙ | 1969 |
|
SU247029A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU1058732A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Сварочный пистолет для импульсно-дуговой наплавки и сварки | 1958 |
|
SU118924A1 |

