Изобретение огносится к контактной репьефной сварке мегаплов.
Известны электроды дпя репьефной сварки рельефов, представляющие собой Сплошные ппиты, изготавливаемые из медных s сплавов l .
Однако с помощью гаКих эпекгродов трудно обеспечить равномерное распределение гока по длине рельефа, чго приводит к его неравномерному провару, особен-Ю но при большой длине рельефа.
Известны электроды для рельефной сварки, устанавливаемые на цилиндрической ипи шйровой опоре 2j .15
Применение самоустанавливающихся электродов уменьигает неравномерность провара кольцевых и других развернутых рельефов, но не можег исключать ее пол- носгью по следующим причинам.20
Развернутый рельеф при прохождении через него сварочного тока можно рассматривать как совокупность параллельно включенных проводников (ветвей). Как известно, мощность, выделяемая в каждой из25
параллельных ветвей, обратно пропорциоU
нальна сопротивлению этой ветви Р
По мере хода процесса сварки электрическое сопротивление деталей с развернутыми рельефами уменьшается, что объясняется увеличением площади сварного соединения. В результате этого, если в процессе сварки величина тока и тепловыделение на одном из участков рельефа по каким-то причинам возрастут, то это приведет к увеличению провара на этом участке, к уменьшению его сопротивления и к дальнейщему росту тока и тепловыделений, что, в свою очередь, приведет к еще большему увеличению провара на этом участке и т.д.
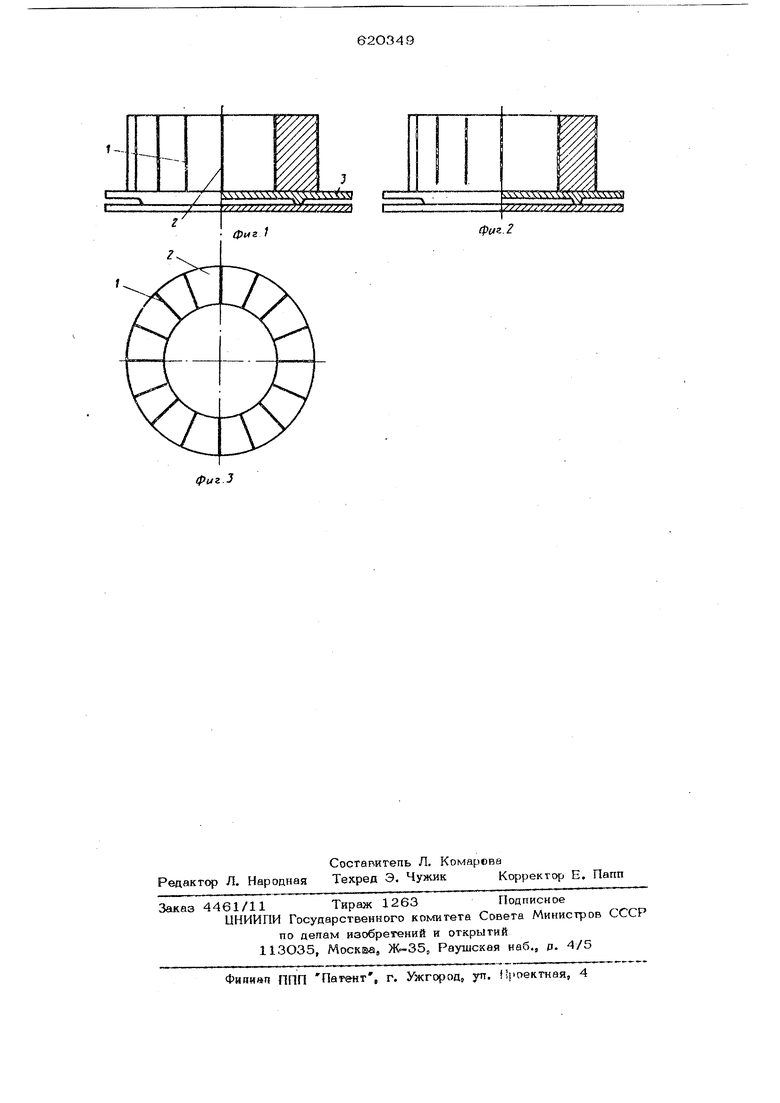
Таким образом, при сварке с использованием соответствующих электродных плит имеет место тенденция к усилению случайно возникающей неравномерности распределения тока по периметру развернутого рельефа и, следовательно, к неравномерности его провара. Нйибопее близким техническим решением к изобретению является эпекгроп дпя рельефной сварки, выполненный из сппава, увеличивающего свое сопротивление при нагреве fsj . Однако такой электрод также не обеспечивает равномерного распределения тока по длине развернутого рельефа. Целью изобретения является обеспечен равномерного распределения тока по пери метру рельефа и его равномерного провара. Лля этого электрод выполнен с разрезами, перпендикулярными к его рабочей псмверхности этом разрезы могут бы выполнены.на всю толщину электрода или на часть его толщины с сохранением со стороны поверхности, контактирующей со свариваемыми деталями, сплошного участка. На фиг. 1 представлен электрод, раарезы на всю толщину; на фиг. 2 - то же, разрезы на часть толщины; на фиг. 3 электрод, вид сверху. Электрод разделен разрезами 1 на сек ции 2. Ширина секций зависит от длины -рельефа, ширина разрезов должна составпять Р,5-1 мм. Для обеспечения хорошего состояния поверхности свариваемых деталей разрезы могут быть выполнены на часть тол шины электрода с сохранением в нем со стороны поверхности, контактирующей со свариваемыми деталями 3, сплошного учас ка толщиной 1-3 мм. Для устранения возможных замыканий в разрезах может быть размешена изоляция. Секция 2 должна полностью или на часть их высоты изготавливаться из вольфрама, молибдена, элконайта или другого.сплава, значительно увеличивающего свое сопротивление при нагреве. Форма электрода в плане должна соответствоват форме свариваемого рельефа. Электрод должен устанавливаться со стороны одной из свариваемых деталей; со стороны другой детлпи может устанавливаться эпект род обычной конструкции. При сварке с применением данного, электрода в случае увеличения тока и теп ловыделения на каком-либо участке рель фа сопротивление цепи, включающей этот участок рельефа и соответствующую секцию электрода, не уменьиштся ,несмотря на уменьшение сопротивления рельефа, а возрастет, что вызовет в соответствии с приведенной формулой уменьшение тепловыделения в этой цепи и ограничит нагрев рельефа. Таким образом, применение предлагаемого электрода приведет к более равномерному распределению тока и к автоматическому выравниванию нагрева по периметру рельефа с исключением местных перегревов и непроваров. Экономический эффект от применения предлагаемого электрода может быть достигнут в результате повышения качества сварки и уменьшения брака. Формула изобретения 1.Электрод для рельефной сварки преимущественно удлиненных или кольцевых рельефов, изготовленный из сплава, увеличивающего свое сопротивление при нагреве, отличающийся тем, что, с целью обеспечения равномерного тепловыделения и провара по периметру рельефа, электрод выполнен ,с разрезами, перпендикулярными к его рабочей поверхности. 2.Электрод по п. 1, отличающийся тем, что в его разрезах размещена изоляция. 3.Электрод по П.1, отличающийся тем, что разрезы выполнены на всю толщину электрода. 4.Электрод поп. 1, отличающийся тем, что разрезы выполнены на часть его толщины с сохранением сплошного участка со стороны рабочей поверхности. Источники информации, принятые во внимание при экспертизе: 1.ГУшев А, И. Технология точечной и рельефной сварки. М., Машиностроение, 1969, с. 144, рис. 77-6. 2,Патент Японии - 24253, кл. 12 В 12, 1969, 3. Гитшевич В. А. Технологий и оборудование рельефной сварки.Машинастро-эние, 1976, с. 141.
53SG3I
X SSSSSSS
фчг 1
V// / //x ///
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавлением | 1977 |
|
SU721281A1 |
| СПОСОБ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2778711C1 |
| Способ рельефной сварки Т-образных соединений | 1985 |
|
SU1368135A1 |
| СПОСОБ РЕЛЬЕФНОЙ СВАРКИ РЕЛЬСОВ | 2022 |
|
RU2809616C1 |
| Способ контактной рельефной сварки | 1980 |
|
SU941086A1 |
| Способ контактной рельефной сварки | 1987 |
|
SU1442347A1 |
| Способ высокочастотной стыковой сварки | 1980 |
|
SU893462A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2443528C1 |
| Способ рельефной сварки | 1986 |
|
SU1479239A1 |
| Способ контактной рельефной сварки звена цепи из закаливающейся стали с кронштейном | 1988 |
|
SU1622102A1 |