Предлагается yctpoiicTBO для злектронагрева мета,1Л11чес ч11х заготовок методом согфотивления с пример.еннем зажимных головок, служаплих для закрепления нагреваел ого изделия и подвода к ueNiy ток.ч и снабженных пневматичееким пр 1водом.
В известных устр01 1ствах нрименена лишь одна пара зажпмиых головск, что вызывает ироетом при смене заготовок.
Для устранения этого недостатка и повышения производительности .труда в описываемом стройстве примеьеньл две пары зажимных головок, позволяющие производить поочередпый нагрев заготовок без перерывов в работе.
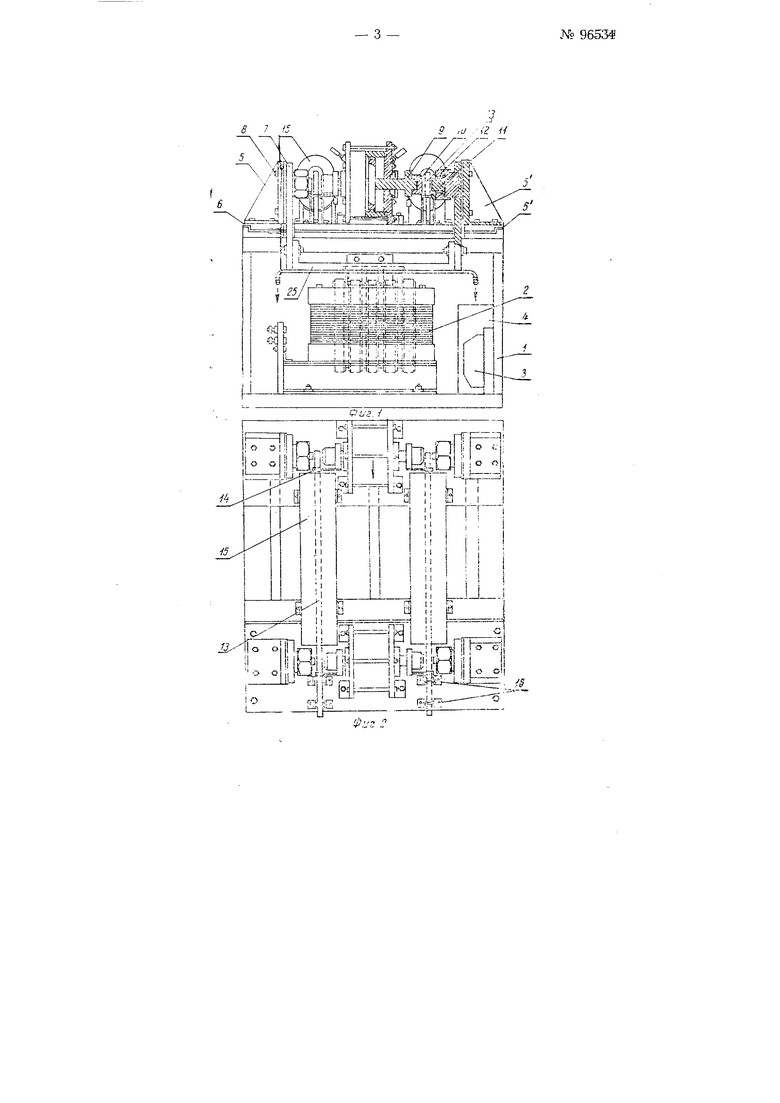
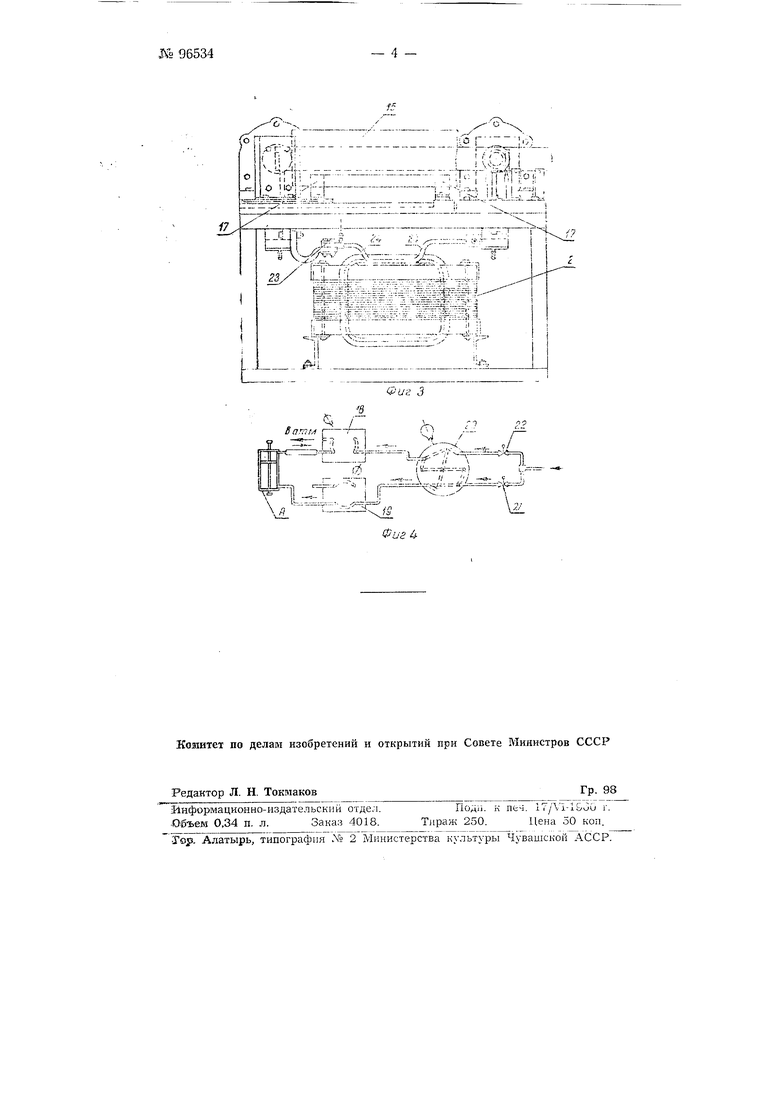
ia сЬнг. 1, 2 и 3 изображено устройство в трех проекциях с частичными раз)езами; на фнг. 4-схема пневматического унравления ycTpoiiством.
В сварном металлическом каркасе / размещены нагревательный трансформатор 2, линейный контактор 3, яш,ик 4 с аппаратурой электроавтоматики, воздухо- и водопроводы. В верхней части каркаса / установлены две пары пневматических зажимных головок, смонтированных: одна иара при noMouin опорных кронштейнов 5 на подвижно плите 6, а другая-при помошп кронштейнов 5 на неиодвижпой плите 6. Каждая зажимная головка снабжена токоподводяи1ей плитой 7. закрепленной на соответствуюшем из кронштейнов 5 и 5 болтамн 8 и электрически изолированной от кронштейнов. К токоподводяшим плита.м 7 прикреплены соединительные шины и зажимы вторичной обмоткп трансформатора.
Каждая из пар зажимных головок оборудована отдельным пневматическим цилиндром А двухстороннего действия.
Штоки 9 пневматического цилиндра А имеют на концах керамические колпаки W, служащие для тепловой и электрическо изоляции их ст нагреваемых заготовок. Колпак 10 опирается на венец штока, охлаждаемый водой; к венцу штока крепится ограничитель 14, служап ий для предотвращения самовключенпя заготовки при установке ее до включения давления.
На токонодводящих плитах закрепляются сменные контакты // при помощи зажнмных гаек /2,
Фикснрование подвижной пары зажимных головок отиосительпо пеподвижиой осуьцествляется при помопи-i спиральной пружины (на чертеже не показана), что обеспечивает возможность некоторого смещения зажимиых головок относительно друг друга вследствие удлинения заготовки /. при нагревании. Кроме того, это пружина после освобождения заготовок (по окончании нагрева) приводит подвижную нару зажимных головок в исходное положение.
Между каждой парой зажимных головок горизонтально установлен па двух оиорных подущках 17 теплоизоляционный кожух 15, сквозь который но приемным онорным роликам 16 пропускают заготовку 13, концы которой перед нагреванием фиксируются в зажимных головках. Схема электрнческого управления обеспечивает автоматическое переключение двухходовых нпевматнческих регулируюгцих кранов 18 и 19, одного реверсивного крана 20 и двух регулирующих кранов 21 и 22, позволяющих производить поочередный нагрев заготовок практически без перерыва в работе.
Силовая цепь тока замыкается следуюп им образом. Зажим 23 конца 24 вторичной обмотки нагревательиого трансформатора-щина 25, соединяющая токоподводянгие плпты 7 зажимных головок-токовый контакт //-нагреваемая заготовка 1-3 и далее цепь замыкается теми же ЭоТементами второй ветви.
Устройство действует следующим образом. После нажатия пусковой кнопки илн замыкания одного из загрузочных контактов включается соответствующий электромагнит, который переключает двухходовой кран 19. По достижении требуемого давлення в пневматическом цилиндре /1 включается линейный контактор 3, замыкаюн 1ий цепь тока. После достижения максимального значения тока электрическое реле переключает кран 18, который нодает в цилиндр А противодавление, величина которого регулируется дроссельно-регулирующим краном 21. Величина противодавления устанавливается для каждого тина заготовки в зависимости от технологических особенностей нагрева и допускаемого снижения температуры заготовки под контактами по сравнению с температурой остальной части заготовки. Благодаря представляется возможным обеспечивать температуру заготовки под контактами,, практически близкую к температуре остальной части заготовки. Когда температура заготовки достигнет установленного максимума, срабатывает реле времени или фотореле, которое включает нагрев, переводит кран 19 в исходное положение и переключает реверсивный кран 20, обеспечивая работу нагревательного устройства с другой парой зажимных головок.
Настройка устройства для различных деталей производится путем соответствующей перестановки плиты 6.
Предмет изобретения
Устройство для электронагрева металлических заготовок методом сопротивления с применением зажимных головок с пневматическим приводом, отличающееся тем, что, с целью повышения цроизводительности труда, в нем применены две пары зажимных головок, позволяющие производить поочередный нагрев заготовок без перерывов в работе устройства.
| jfc;-: ;..|;|:--:. Щ-;:;Щ :;:ЛйЬ i,
гТщШгМ ДМШЩу /ж;|.т; ;:;ВШ;и:. 4v; :pvrSl
i; II : ,;, ; :
;.;1-,..
l ij
:-ir 7;itt:
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая контактная машина для нагрева круглых прутков | 1950 |
|
SU92005A1 |
| Двухпозиционная установка электроконтактного нагрева металла | 1959 |
|
SU125633A1 |
| Многопозиционная электроконтактная установка | 1972 |
|
SU438718A1 |
| Двухпозиционная электроконтактная установка для нагрева заготовок | 1984 |
|
SU1206321A1 |
| Устройство для изготовления упрочненных пружин | 1976 |
|
SU751480A1 |
| ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА ИЗДЕЛИЙ | 1971 |
|
SU309051A1 |
| Опора протяжного станка конструкции завода "лиепайсельмаш | 1972 |
|
SU553060A1 |
| Двухпозиционная электроконтактная установка для нагрева заготовок | 1989 |
|
SU1669989A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КАР'КАСОВ ЗУБНЫХ ПРОТЕЗОВ | 1970 |
|
SU263077A1 |
| Электронная установка непрерывного действия | 1971 |
|
SU481142A1 |
. / К агпм ггi.11 p.--ri |,..-5-p
Г
NJ
Ж:1::г
Фиг ц
