1
Изобретение относится к переработке полимеров в изделия н может быть использовано при производстве армированных труб в химической промышленности.
Известно устройство для изготовления армированных трубчатых изделий, содержащее установленный иа корпусе головки концентрично дорну враа1,ающийся ротор, катушки с армирующим матерналол, нитеводитель н мундштук с опорным элементом и приводной ролик, укренленный на роторе 1. Недостатком известной конструкции является то, что армирующий материал не нодогревается, благодаря чему снижается адгезия между ним и полил1ерным материалом.
Известно также устройство для изготовления армироваипых нолимериых трубчатых изделий, содержащее устаиовлеииый на корнусе головки червячного иресса концентрично дорну вращающийся ротор с закрепленнымн на нем катушками с армирующим материалом, нитеводитель и мундштук с опорным элементом 2. Однако такое устройство имеет низкое качество изделий, обусловленное их разнотолщинностью.
Цель изобретения -; повышение качества изделий.
Достигается это тем, что устройство снабжено регулируемой формующей втулкой, расположенной в мундщтуке концентрично дорну
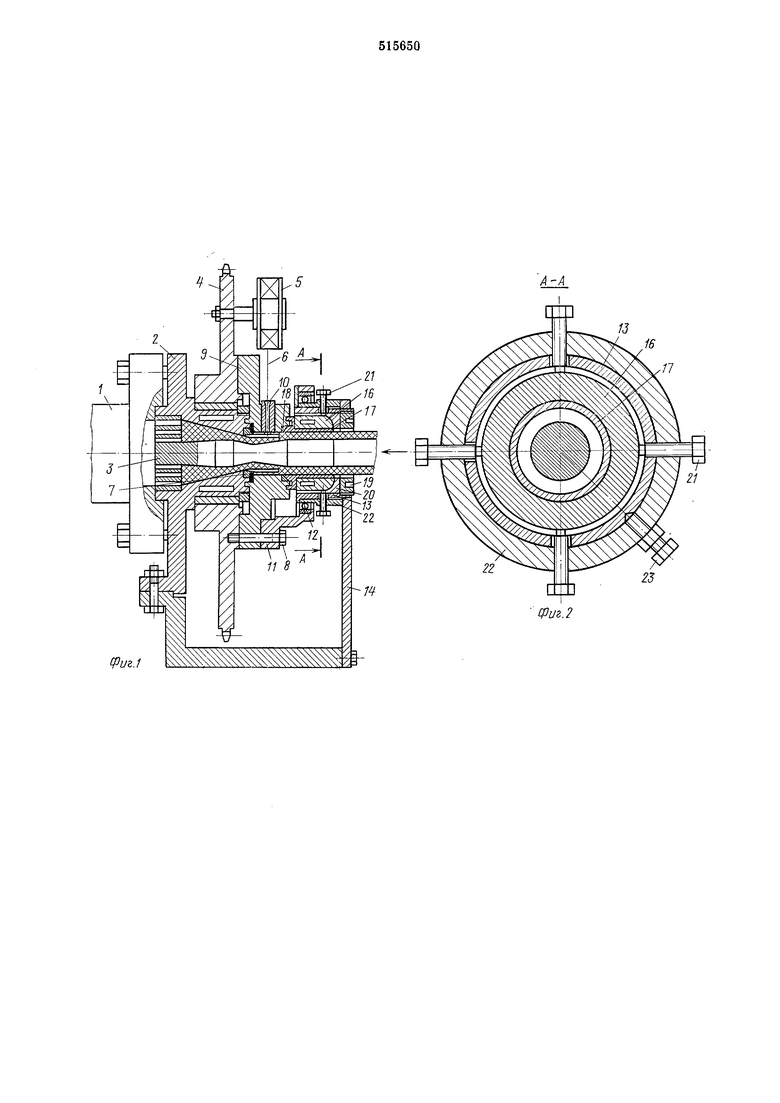
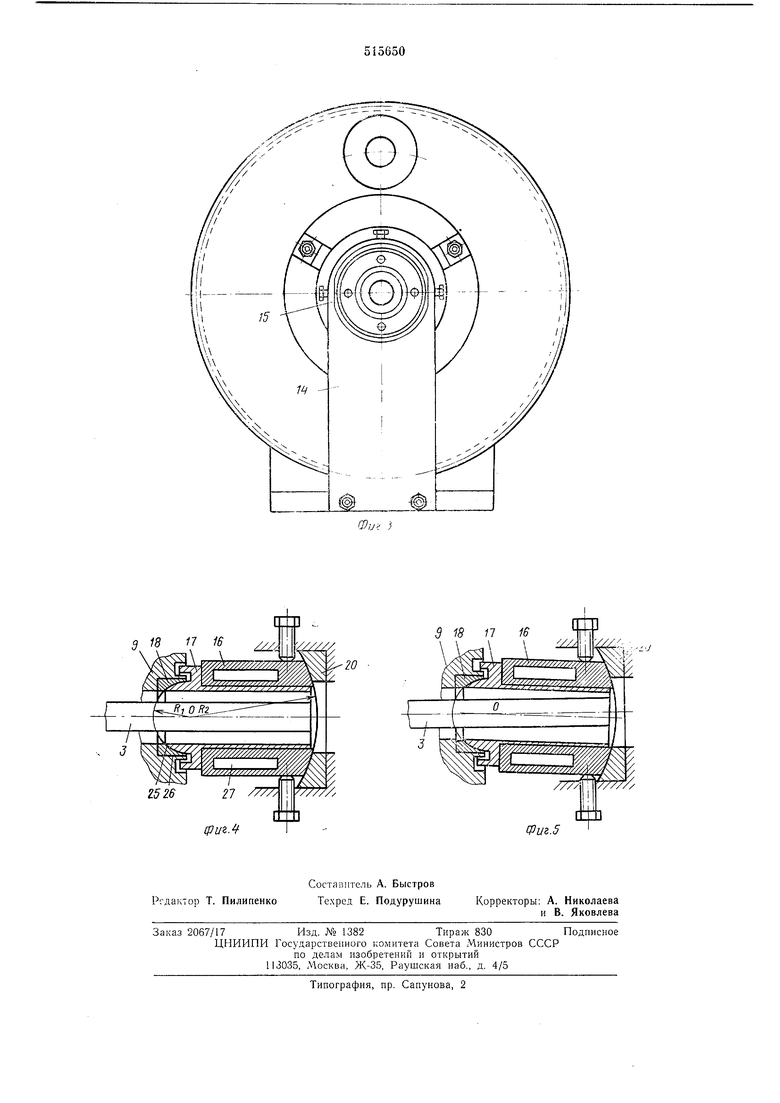
с ооразованнем между ними рабочего зазора для расплава полимера и выполненной со сферичеекн.ми поверхностями по ее торцам, взаимодействующим со сферическими новерхностямн, выполненными в ннтеводителе и опориом элементе. Кроме того, устройство снабжено установленными на мундштуке болтами для регулирования иоложения формующей втулки. На фиг. 1 изображена головка н ротор, разрез; на фнг. 2 - разрез но А-А на фиг. 1; на фиг. 3 - устройство, вид спереди; иа фиг. 4 - формующая втулка; на фиг. 5 - схема регулировки положения формующей втулки.
Устройство содержит червячиый пресс 1 для подачи расплава иолимера в неподвнжную головку 2, в которой закреплен дорн 3. На головке 2 подвижно смонтирован вращающнйся ротор 4 с катущкамн 5 с арматурой 6. На головке 2 жестко крепится гребенка 7, которая является оправкой прп намотке арматуры 6. К ротору 4 болтами 8 крепится нитеводитель 9 с установленным на нем винтом 10 для ввода арматуры 6. К нитеводителю 9 и ротору 4 крепится корпус 11 радиально-упорного нодшипника 12, удерживающий иеподвижиый вкладыш 13, который удерживается от вращения стойкой 14 нри помощи лысок 15. Внутри вкладыща 13 смонтирован нагреватель 16 с формующей втулкой 17, имеющей по торцам сферическую поверхность и пябиринтное уплотнение и взаимодействующей по сферической поверхности со сферической поверхностью опорного элемента, выполненного в виде кольца 18, установленного неподвижно в нитеводителе 9. Прижим формующей втулки 17 к кольцу 18 осуществляется при помощи прижимной гайки 19 и вкладыша 20. Нагреватель 16 и вкладыш 20 имеют сферические поверхности. Перемещение конца вкладыша 13 в радиальном направлении осуществляется регулировочными болтами 21, которые ввернуты в гайку 22, удерживаемую болтом 23 от проворачивания.
Устройство работает следующим образом.
Перемещением торца формующей втулки 17 регулировочными болтами 21 относительно дорна 3 в радиальном направлении изменяют толщину стенки трубы в нужном месте. Поскольку один торец формующей втулки 17 иаходится в шарнирном соединении с нитеводителем 9 и в радиальном направлении не перемещается, а перемещается только задний торец, формующая втулка вращается в щарнире с радиусом 1. Чтобы не происходило заклинивания формующей втулки 17 при ее перемещении между нитеводителем 9 и гайкой 19, поверхность кольца 18 выполнена сферической с радиусом R2. Поскольку перемещение формующей втулки 17 относительно дорна 3 незначительное по сравнению с ее длиной, то ступенька в шарнире между формующей втулкой 17 и кольцом 18, а следовательно, в изделии практически пе образуется. Вместе с ротором 4 вращается корпус 11, который удерживает при помощи подшипника 12 вкладыш 13. Давление формуемой полимерной массы передается через формующую втулку 17 на нагреватель 16, гайку 19, связанную жестко с вкладышем 13. Таким образом давление
формуемой массы воспринимает ротор 4, а от кручения - стойка 14.
Изобретение позволит повысить качество изготовления армированных полимерных трубчатых изделий за счет обеспечения равнотолщинности труб и повышения качества их поверхности, обусловленной отсутствием застойных зон в головке пресса и ступенек в рабочей поверхности ее, препятствующих перемещению
армирующего материала и расплава полимера.
Формула изобретения
1. Устройство для изготовления армированных полимериых трубчатых изделий, содержащее установленный на корпусе головки червячного пресса концентричпо дорну вращающийся ротор с закрепленными на нем катушками с армирующим материалом, нитеводитель и мундштук с опорным элементом, отличающееся тем, что, с целью повышения качества изделий, оно снабжено регулируемой формующей втулкой, расположенной в мундштуке концентрично дорну с образованием
между ними рабочего зазора для расплава полимера и выполненной со сферическими поверхностями по ее торцам, взаимодействующим со сферическими поверхностями, выполненными в нитеводителе и опорном элементе.
2. Устройство по п. 1, отличающееся тем, что оно снабжено установленными на мундщтуке болтами для регулирования положения формующей втулки.
Источники информации, принятые во внимание при экспертизе.
1.Авт. св. № 352787, М. Кл В 29D 23/04, 1970.
2.Авт. ов. № 384680, М. Кл В 29D 23/05, 1971. Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ПОЛИМЕРНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1973 |
|
SU384680A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ТРУБ | 1972 |
|
SU352787A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2709276C1 |
| Экструзионная головка для изготовления трубчатых изделий из полимерных материалов | 1981 |
|
SU960039A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2718473C1 |
| Экструзионная головка для изготов-лЕНия ТРубчАТыХ издЕлий из пОлиМЕР-НыХ МАТЕРиАлОВ | 1979 |
|
SU835803A1 |
| МНОГОСЛОЙНАЯ ПОЛИМЕРНАЯ АРМИРОВАННАЯ ТРУБА, СПОСОБ ЕЕ НЕРПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2720086C1 |
| ПАТЕИТШ; | 1973 |
|
SU376249A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШЛАНГОВ И ПЛОСКОСВОРАЧИВАЕМЫХ РУКАВОВ С АРМИРУЮЩИМ КАРКАСОМ ИЗ СИНТЕТИЧЕСКИХ НИТЕЙ | 1994 |
|
RU2081749C1 |
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |