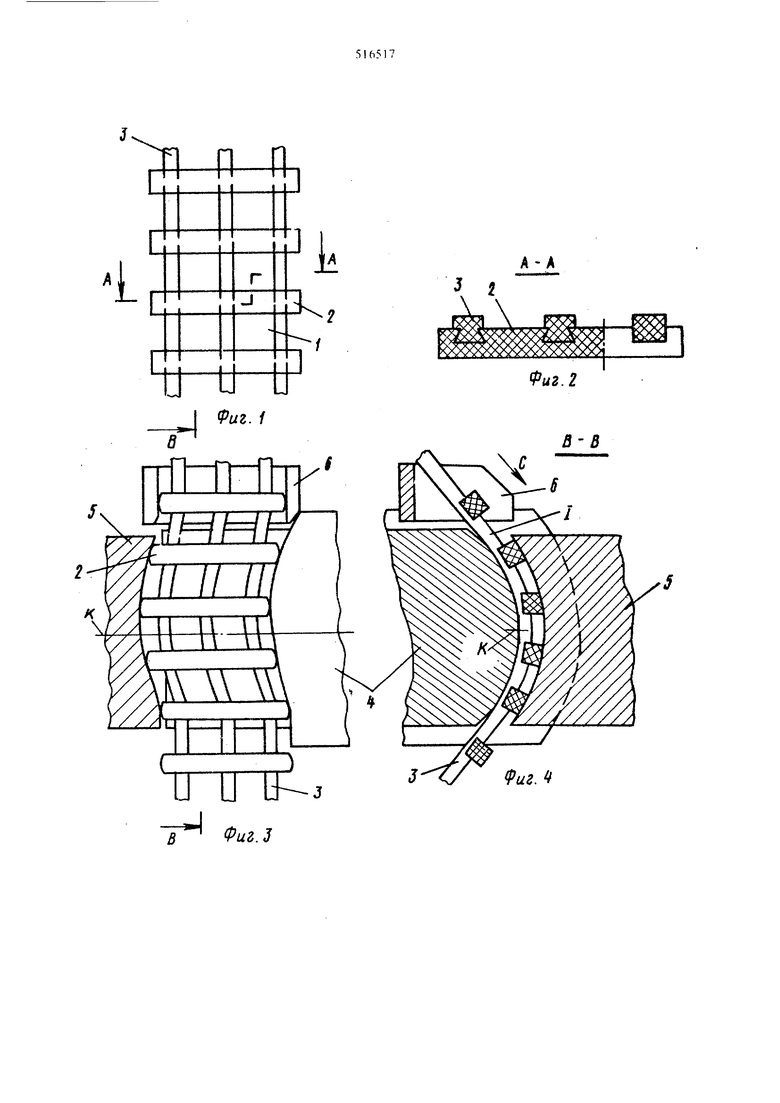
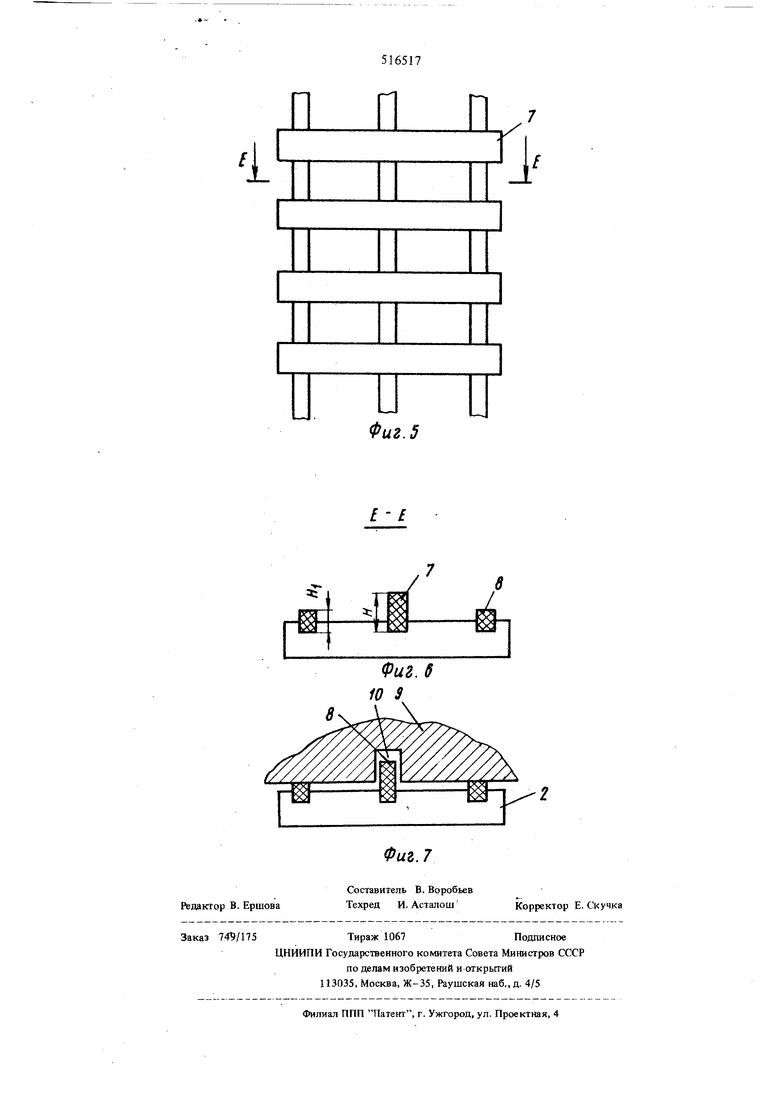
(54) ШЛИФОВАЛЬНАЯ ЛЕНТА лельного смещения близлежаидак участков ленты 1 вдоль этой оси (та14ой осью может быть представлена, например, линия К). Предлагаемая шлифовальная лента 1 может иметь конечную длину или быть бесконечной. У бесконечной шлифовальной ленты 1 гибкие полосы 3 основы соединены в кольцо. Пример применения описанной штшфовальной ленты i изображен на фиг. 3, где шлифовальная лента 1 размещена между поддерживающим контактным элементом 4 и обрабатьшаемым изделием 5 и перемещается в направлении, указанном стрелкой С. Для направления движения шлифовальной ленты 1 к зоне обработки служит рамка 6, закрепленная на контактном элементе 4. Изгиб шлифовальной ленты 1 относительно оси К определяется поверхностью контактного элемента 4, на которую опираются гибкие полосы 3. Изменение формы шлифовальной ленты 1 вдоль оси К вызвано контактом торцов абразивных брусков 2 с соответствующей поверхностью контактного элемента 4. Таким образом применение шлифовальной ленты 1 обеспечивает осуществление огновременной обработки двух невзаимосвязанных сложно-фасонных поверхностей одного изделия. При управлении смещением участков ленты 1 вдоль оси К (поперечным смещением) как показано на фиг. 3 - посредством взаимодействия неведущих обработку торцов абразивных брусков 2 с соответствующей поверхностью контактного злемента 4 - возможен пoвьщ eнный износ поверхности контактного элемента 4 и касающихся его торцов абразивных брусков 2. С1шжего1е этого износа ведет к усложнению конструкции ленты 1 в описанной схеме управления. С целью упрощения управле1шя поперечным смещением участков ленты, сш.жения износа торцов абразивных брусков 2 и создания возможности шлифовашш одновременно обоими торцами аб{)азнвных брусков 2 предлагается применение варианта конструкции шлифовальной ленты, изображенного на фиг. 5. В этой лепте одна (или несколько) гибкая полоса 7 имеет большую высоту И, чем другие Гибкие полосы 8 ленты, имеющие высотуН,. При работе такая шлифовальная лента устанавливается торцами гибких полос 8 на поверхность контактного элемента 9 и скользит по ней, а гибкая полоса 7 размещается в веду7цем пазе 10 контактного элемента 9. Паз 10 может иметь по длине изогнутую форму, соответствующую требуемому закону поперечного смещения участков ленты в зоне обработки. При такой конструкции возможно ведение обработки рабочей поверхностью ленты и обоими ее торцами (торцами абразивных брусков 2). Таким образом, предлагаемая шлифовальная лента решает поставленную цель. Применение этой лешы позволяет регулировать в зоне обработки поперечное смещение близлежащих участков ее друг относительно друга; тем самым обеспечивая одновременную обработку сложно-фасонных поверхностей как рабочей поверхностью шлифовальной летгы, так и ее торцами. Это позволяет механизировать обработку таких поверхностей, как прикомлевые участки лопаток турбтгы и криволинейные пазы переменной глубины, вьшолненные по заданному закону в труднообрабатьшаемом материале. Формула изобретения 1.11Ьшфовальная лента на гибкой снове с абразивными брусками, отличающаяся тем, что с целью расишрения технологических возможностей ленты, ее основа вьшолнена в виде расположенных с интервалом параллельных полос. 2.Шлифовальная лента пон.1, отличаюаяся тем, что, сцелью создания возможности спользования копирного элемента, не взаимодейстующего с торцами брусков при поперечном смеении ленты, одна из полос ленты выполнена больей высоты. иг. 1 /Г/7 /7 ВЬЙ LVAU U U 1К
в иг. J л
П П n
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1971 |
|
SU446398A1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| Ленточно-шлифовальный станок | 1990 |
|
SU1803307A1 |
| ШЛИФОВАЛЬНО-АБРАЗИВНОЕ УСТРОЙСТВО | 2014 |
|
RU2572912C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365484C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
Фиг. 5
