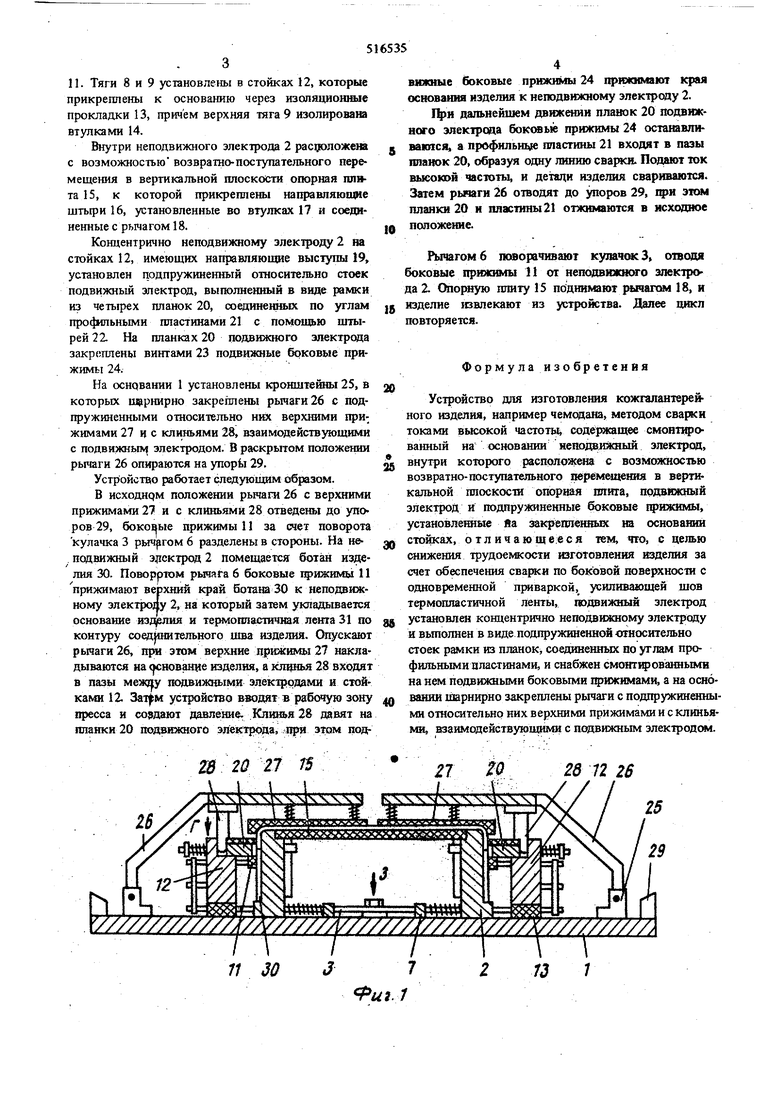
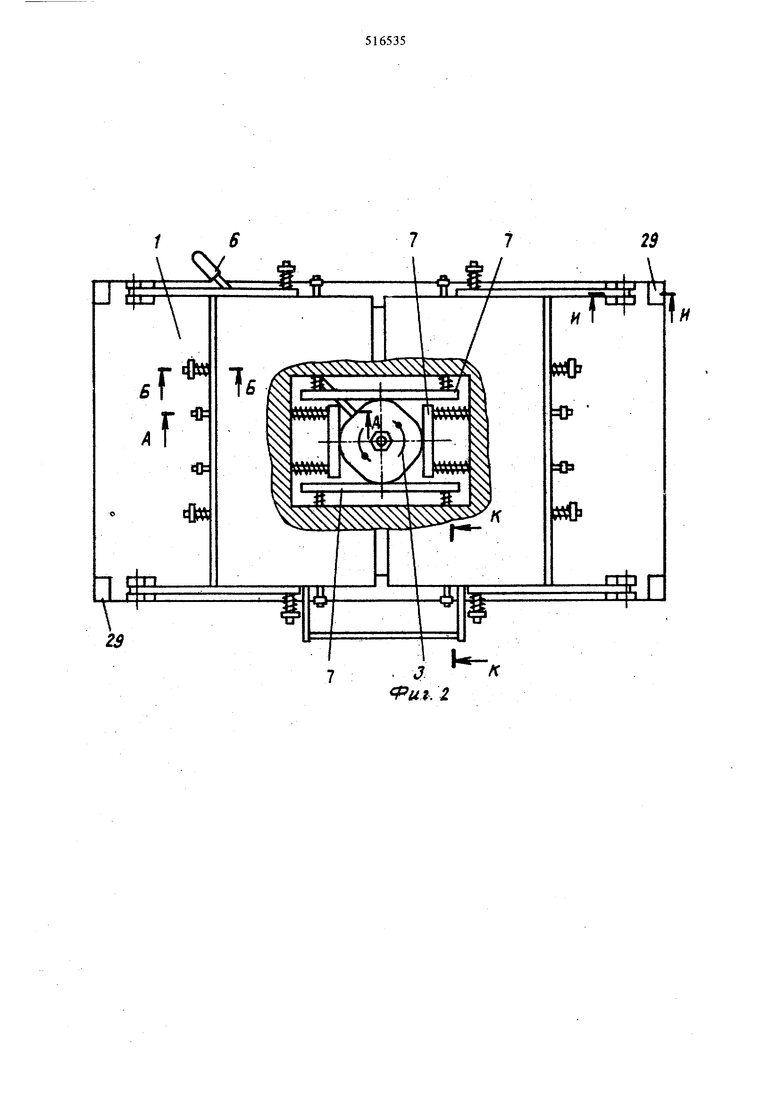
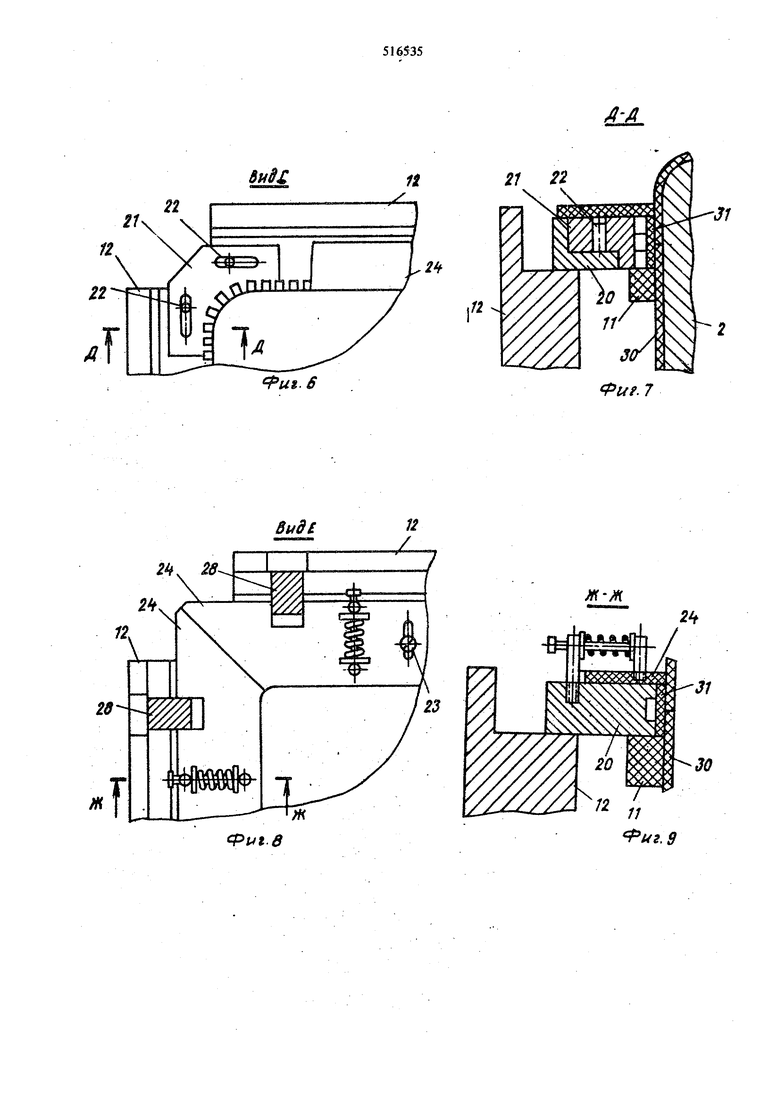
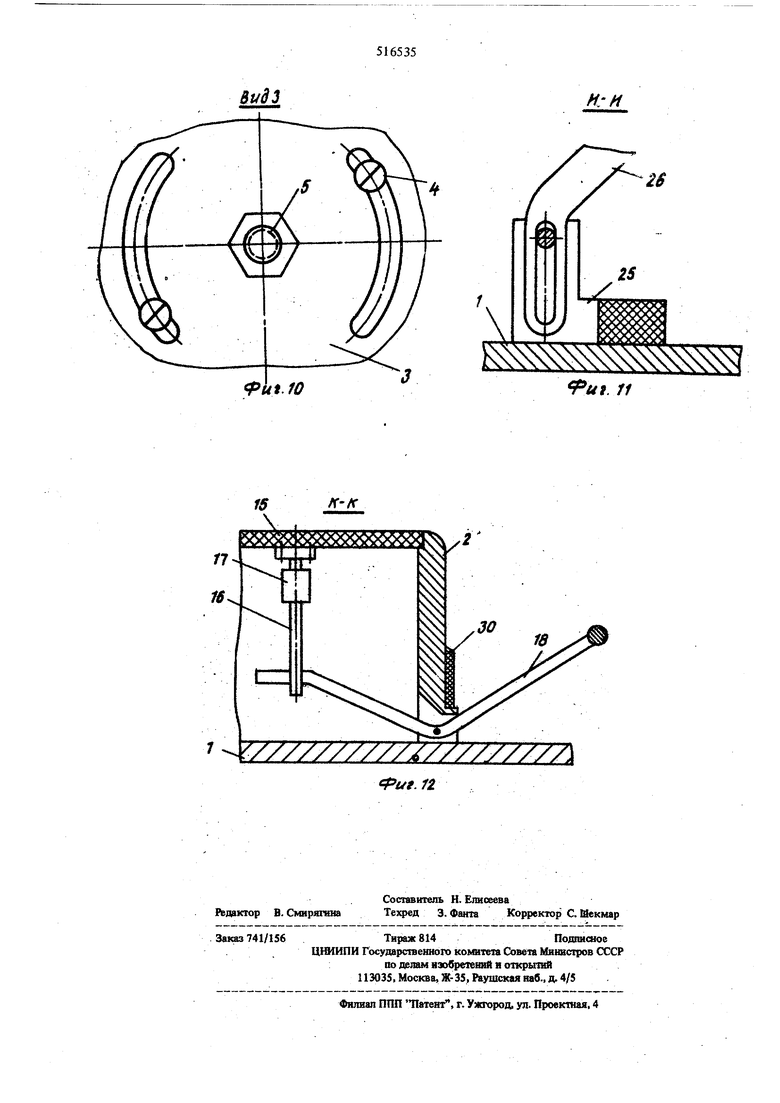
11. Тяги 8 и 9 установлены в стойках 12, которые прикреплены к основанию через изопяциошлле прокладки 13, причем верхняя тяга 9 изолирована втулками 14. Внутри неподвижного электрода 2 расположена с возможностью возвратно-поступательного перемещения в вертикальной плоскости опорная плита 15, к которой прикреплены направляюпдае штьфи 16, установленные во втулках 17 и соединенные с рыча гом 18. Концентрично неподвижному электроду 2 на стойках 12, имеющих направляющие выступы 19, установлен подпружиненный относительно стоек подвижный электрод, выполненный в виде рамки из четьфех планок 20, соединедаых по углам профшьньпии пластинами 21 с помощью штырей 22. На планках 20 подвижного элвктрода закреплены винтами 23 подвижные боковые прижимы 24. На основании 1 установлены 1фонштейны 25, в которых шврнирно закреплены рычаги 26 с подпружиненными относительно них верхними при-, жимами 27 и с клиньями 28, взаимодействутощими с подвижным электродом. В раскрьпом положении рычаги 26 опираются на упорЬт 29, Устройство работает следующим образом. В исходнрм положении рычаги 26 с верхними прижимами 27 и с клшаями 28 отведены до упоров 29, боковые прижимы 11 за счет поворота кулачка 3 рычагом 6 разделены в стороны. На неподвижный электрод 2 помещается ботан изделия 30. Поворотом рычага 6 боковые щ)ижимы 11 прижимают верхний край ботана 30 к неподвижному злектроду 2, на который затем укладывается основание яздрлкя и термоплахпичная лента 31 по контуру соединительного шва изделия. Опускают рьяаги 26, при этом верхние дрюкимы 27 накладываются на нование изделия, а клщшя 28 входят в пазы межяу подвижными электродами и стойк&мк 1Z устройство вводах в рабсяуи зону пресса и создают давление. 2S давят на планки 20 подвимоюго электрдаа, при этом под2в:2й 27 0 вижные боковые прижимы 24 прижимают края основания изделия к неподвижному электроду 2. Ц)н дальнейшем движении планок 20 подвижного электрода боковые прижимы 24 останавлиюклся, а профильшчю пластины 21 входят в пазы ппанок 20, образуя одну ливню сварки. Подают ток высокой частоты, и детади изделия свариваются. Затем рьяаги 26 отводят до рторов 29, 1фи этом планки 20 и пластины 21 отжимаются в исходное положение. Рычагом 6 поворачивают кулачок 3, отводя оковые прижимы 11 от неподвижного эжктроа 2. Опорную плиту 15 поднимают рычаге 18, и изделие говлекают из устройства. Далее цикл повторяется. Формула изобретения Устройство для изготовления кожгалантерейного изделия, например чемодана, методом сваркн токами высокой частоты содержащее смонт фованный на основании неподалжный электрод, внутри которого расположи с возмсогаостью возвратно-пост)шательного перемещения в вертикальной шюскоси опорная шэта, подвижный электрод и подпру)И1ненные боковые {фижимы, установлеш1ые йа дакретоешшх на основании CToibcax, отличающееся тем, что, с целью снижения трудоемкости изготовления юделня за счет обеспечения сва1жи по боковой поверхности с одновременной пртваркой, усиливающей шов термопластичной ленты, годвижный электрод усташзвлен концентрично нетюдвижному электроду и вьшолнен в виде подпружиненной относительно стоек райки из планок соединенных по углам профильными влаотинами, и снабжен смонтщ ованнымн на нем подвижными боковыми щжжимами, а на основании шарннрно закреплены рычаги с подпружиненными относительно них верхними прижимами и с клиньями, взаимодействзоощими с подвимшым электроде. 27 2в 12 26 . I I l-J П
иг. 2 Ь
У///У////77/
в
ut.3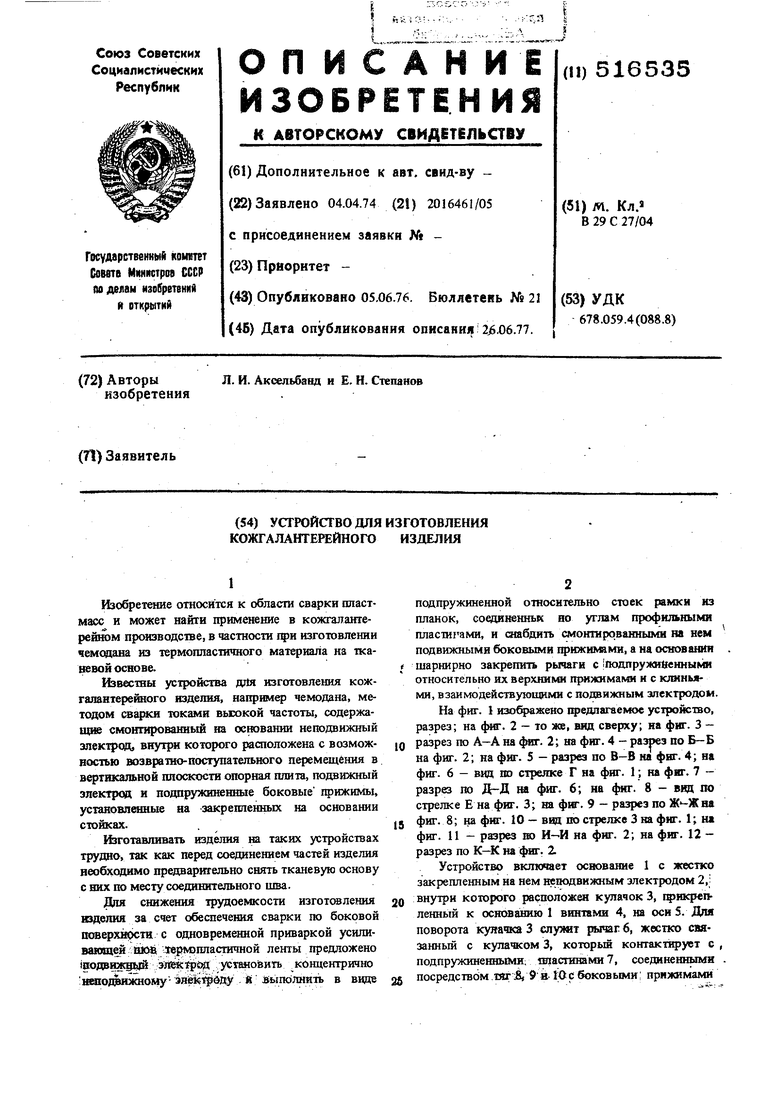
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления узла кожгалантерейного изделия | 1974 |
|
SU735564A1 |
| Устройство для изготовления кожгалантерейного изделия | 1974 |
|
SU526516A1 |
| Устройство для сварки кожгалантерейного изделия токами высокой частоты | 1974 |
|
SU510375A1 |
| Устройство для изготовления деталей кожгалантерейных изделий | 1974 |
|
SU521220A1 |
| Устройство для вырубки деталей из полосового и ленточного материала | 1978 |
|
SU770827A1 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| Машина для контактной сварки | 1985 |
|
SU1306670A1 |
| Устройство для сборки и контактной точечной сварки | 1981 |
|
SU967725A2 |
| ПРОМЕЖУТОЧНАЯ КОЗЛОВАЯ ОПОРА МОСТА | 1991 |
|
RU2008392C1 |
| Шаговый конвейер | 1988 |
|
SU1546366A1 |
п
М
W
ift.S
8н§
21
ui.S
)/г
Uf. 7
Рт.в
иг,9
Bvd3
. 10
И:н
2$
U9. 11
