Припаивание пластинок твердых сплавов к инструментам типа зенкеров, фрез, разверток и т. п. представляет затруднения как в части необходимости применения специальной нагревательной печи, так и в части прилаживания припоя к месту припаивания пластинки к державке. При производстве подобного припаивания известно применение нагрева инструмента в соляной ванне, а также общеизвестен прием закладывания припоя в углубление под припаиваемую пластинку из твердого сплава.
Предлагаемое приспособление для припайки пластинок твердых сплавов предназначено для помещения и удержания в нем инструмента с вставленными пластинками из твердого сплава и с заложенным припоем в углублении под последними при погружении его для нагревания в соляную ванну. С целью предохранения инструмента от окисления приспособление выполнено в виде колокола, погружаемого в ванну открытым концом, с центральным стержнем внутри него, на который и помещается армируемый твердым вставком инструмент.
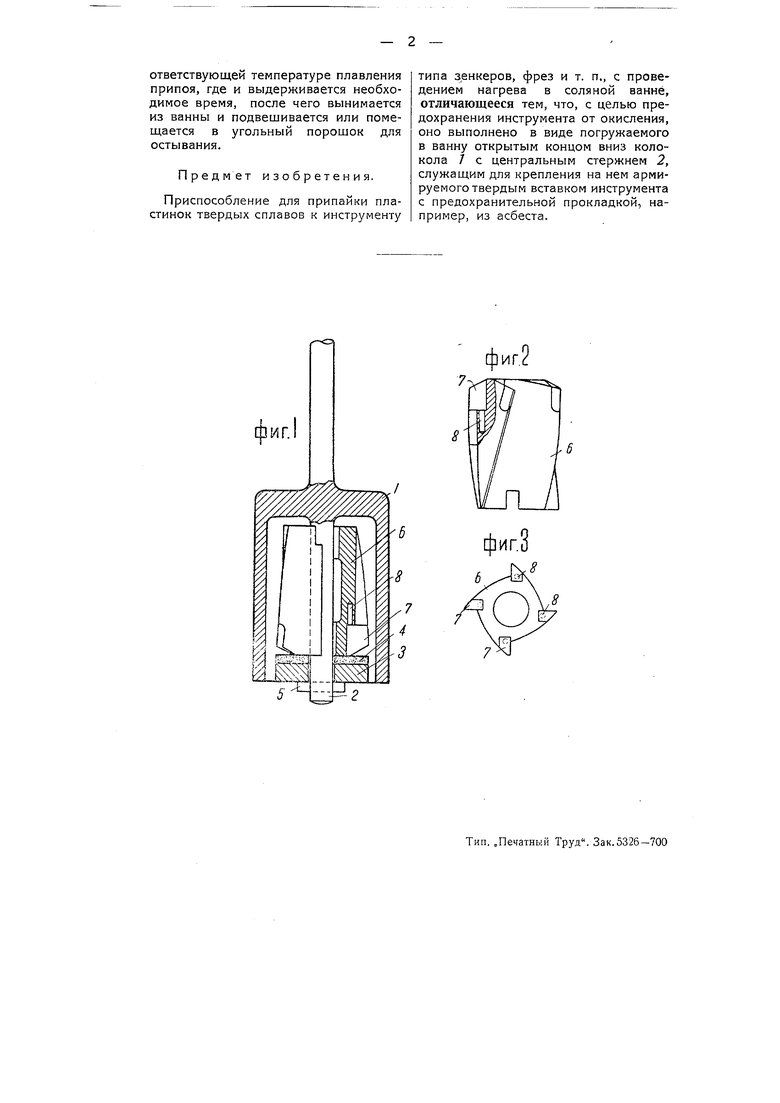
На чертеже фиг. 1 изображает осевой разрез приспособления с помещенным внутри него инструментом; фиг. 2 - вид сбоку с частичным разрезом предварительно подготовленного инструмента; фиг. 3-тоже, вид сверху. На предназначенном для напаивания пластинок твердого сплава инструменте, например, зенкере, в его режущей части подготовляются канавки, в которые закладываются готовые и отщлифованные режущие пластинки 7 (фиг. 2 и 3) из твердого сплава. Предварительно, перед вставлением пластинок 7, в теле 6 зенкера под каждой из них высверливаются отверстия 8, которые заполняются припоем, например, медью. Подготовленный таким образом зенкер надевается своим отверстием на стержень 2 (фиг. 1) приспособления, выполненного в виде колокола /, и закрепляется на нем металлической подкладкой 3 и чекой 5, проходящей в отверстие стержня 2. Во избежание спайки между собой подкладки 3 и зенкера между ними помещается предохранительная прокладка 4, например, из асбеста. Для нагрева зенкера 6 колокол / погружается открытым концом вниз в соляную ванну с температурой, соответствую щей температуре плавления припоя, где и выдерживается необходимое время, после чего вынимается из ванны и подвешивается или помещается в угольный порошок для остывания.
Предмет изобретения.
Приспособление для припайки пластинок твердых сплавов к инструменту
типа зенкеров, фрез и т. п., с проведением нагрева в соляной ванне, отличающееся тем, что, с целью предохранения инструмента от окисления, оно выполнено в виде погружаемого в ванну открытым концом вниз колокола 7 с центральным стержнем 2, служащим для крепления на нем армируемого твердым вставном инструмента с предохранительной прокладкой, например, из асбеста.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оснащения инструмента твердым сплавом | 1939 |
|
SU57150A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ПРИПАЯННОЙ РЕЖУЩЕЙ ПЛАСТИНКОЙ | 2005 |
|
RU2279338C1 |
| Способ изготовления режущего инструмента | 1976 |
|
SU624730A1 |
| СПОСОБ КОНТАКТНО-РЕАКТИВНОЙ ПАЙКИ СТАЛЕЙ | 1992 |
|
RU2042481C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1994 |
|
RU2096128C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1998 |
|
RU2145916C1 |
| Способ изготовления биметаллического режущего инструметна | 1975 |
|
SU565775A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ РЕЖУЩИХ И КОЛЮЩИХ ИНСТРУМЕНТОВ ИЗ СЛОЕВ МЕТАЛЛОВ И СПЛАВОВ РАЗНОЙ ТВЕРДОСТИ | 1926 |
|
SU14451A1 |
| Гальванометр | 1929 |
|
SU14023A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2004 |
|
RU2271911C1 |
фиг.
