1
Р1зобретение относится к области машиностроения, в частности к способам изготовления труб.
Известны способы изготовления труб на длннной оправке, заключающиеся в том, что сначала при помощи валков осуществляют основную деформацию трубы на оправ .ке-путем обжима, а затем производят дополнительную деформацию для образования зазоров между трубой и оправкой.
ripii таком способе для извлечеиия оправки из трубы необходимо прилагать значительные усилия, что при больших размерах труб требует громоздких и сложных приспособлений.
Цель изобретения - облегчение извлечения оправки из трубы путем образования сплон пого кольцевого зазора между трубой и оправкой.
По предлагаемому способу дополнительную деформацию осуществляют в две стадии так, что па первой стадии производят обжатие по периметру в четырех точках, удаленных одна от другой под равными углами, а по второй стадии обжатие П;Юнзводят в четырех других точках под углом 45° к точкам первого обжатия.
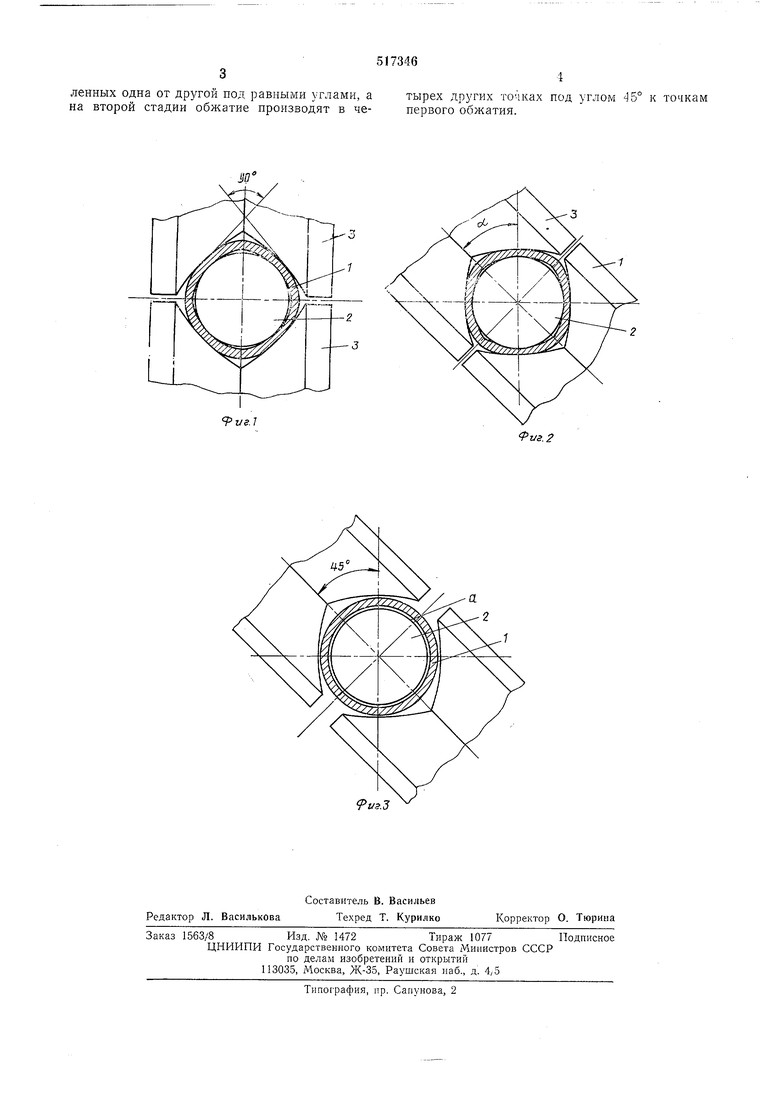
На фиг. 1 показано сечение трубы с оправкой в 11ег;вой стадии обжатия; на фиг. 2 - то же, во второй стадии; на фиг. 3 - сечение после окончания обжатия с образовавшимся кольцевым зазором.
В первой стадии трубу 1 па оправке 2 обжимают валками 3 в четырех точках под углами, приблизительно 90°, по отношению друг к другу (фиг. Г).
Во второй стадии обжимают так же в четырех точках, аналогично первой стадии, только располагают профиль валков 3 со смещением на 45° относительно их расположения в первой стадии обжатия (фиг. 2).
После окончання второй стадии обжатия между трубой 1 и оправкой 2 образуется сплошной кольцевой зазор а (фиг. 3), который обеспечивает свободное снятие трубы с онравки без применения особых устройств.
Формула и 3 о б р е т е и и я
Способ волочения труб на длинной оправке, при котором производят основную деформацию трубы, а затем дополинтельиую деформацию для образования зазоров между трубой и оправкой, отличающийся тем, что, с целью облегчения извлечения оправки из трубы путем образования сплошного кольцевого зазора между трубой и оправкой, дополнительную деформацию осуществляют в две стадии так, что на первой стадии производят обжатие по периметру в четырех точках, удаленных одна от другой под равными углами, а на второй стадии обжатие производят в четырех других точках под углом J5° к точкам первого обжатия.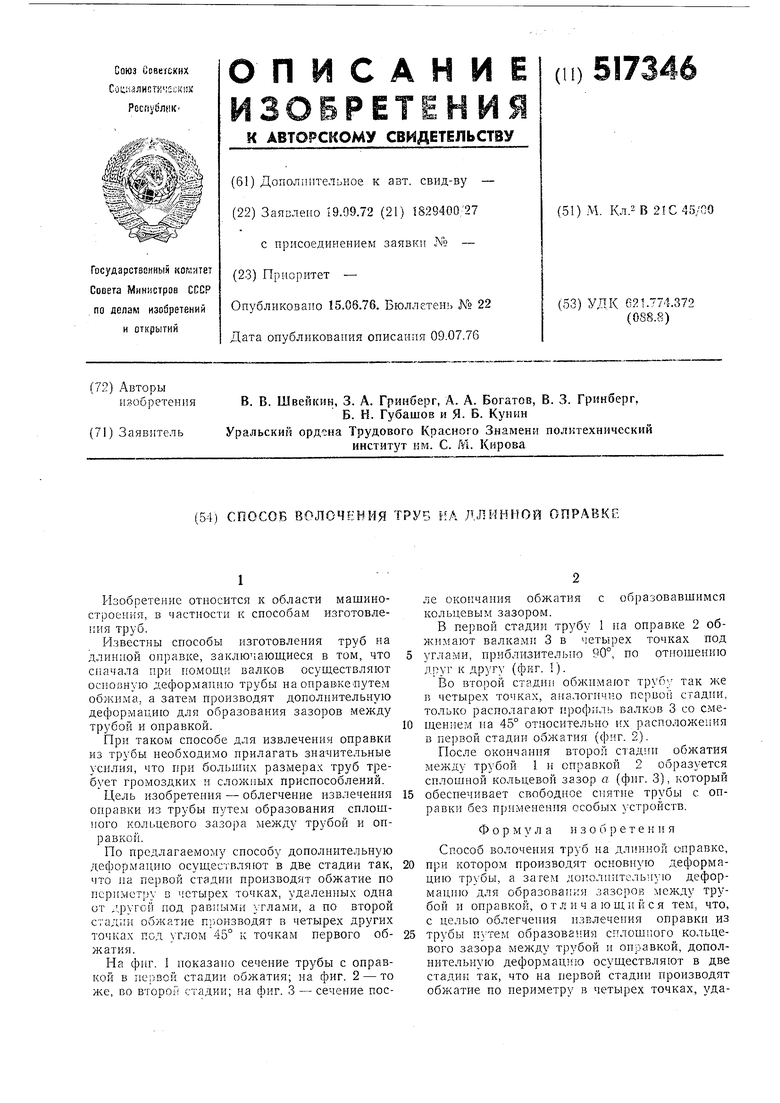
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048219C1 |
| СПОСОБ ПРОШИВКИ ЗАГОТОВОК И ПОЛУЧЕНИЯ ТРУБ В СТАНЕ ПРОДОЛЬНОЙ ПРОКАТКИ | 1992 |
|
RU2037348C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ | 2010 |
|
RU2438808C2 |
| Способ формовки трубной заготов-Ки | 1979 |
|
SU837437A1 |
| Способ волочения труб | 1988 |
|
SU1595607A1 |
| Устройство для продольной обкатки труб с оправкой | 1988 |
|
SU1585047A1 |
| Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой | 2017 |
|
RU2635207C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ В ДВУХ ВЗАИМНО ПЕРПЕНДИКУЛЯРНЫХ ПАРАХ ВАЛКОВ ПЕРЕМЕННОГО РАДИУСА | 1998 |
|
RU2129926C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТУРНОГО ОПАЛУБОЧНОГО ПРОФИЛЯ | 2008 |
|
RU2368439C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |
9 г/г./
ft/s.-S V3.2
