Изобретение относится к обработке металлов давлением и касается технологии изготовления труб из цветных металлов и сплавов, преимущественно сплавов, склонных к уширению.
Известен способ изготовления труб из цветных металлов и сплавов прессованием. Для этого способа характерен крайне недостаточный выход годного, связанный с большими технологическими потерями на пресс-остатки и пресс-утяжины и низким качеством поверхности. Изготовление труб прессованием является весьма энергоемким способом, требующим мощного, дорогостоящего оборудования. Кроме того, известный способ характеризуется высокими трудозатратами, обусловленными необходимыми вспомогательными операциями; нанесением смазки на поверхности заготовки, удалением смазки с поверхности трубы и др.
Известен способ изготовления бесшовных труб, который может быть применен для получения труб из цветных металлов и сплавов, включающий прошивку и раскатку на оправках в трехвалковых калибрах станов винтовой прокатки [2, 3, 4] Наиболее приемлемая для цветных металлов разновидность [4] известного способа предписывает выполнение операций прошивки и раскатки в калибрах, образованных многоконусными валками.
Многоконусные прошивные валки образуют калибр, в котором зона прошивки (участок от входа в калибр до носка оправки) состоит из ряда конусов с различными углами наклона образующей валка к оси прокатки α. На входе в валки на участке захвата угол αвх минимален и составляет 2-5о. В зоне носка оправки и пережима располагается деформирующий конус (гребень) с максимальным углом αобх. 15-30о.
Раскатка гильзы в трубу выполняется на длинной оправке в валках, имеющих захватной участок с углом наклона образующей к оси прокатки αвх= 2,5-5о и обжимной гребень αгр. 35-44о.
Благодаря достаточно высокому уровню пластических свойств многих цветных металлов и сплавов, этот способ ориентирован на весьма большие обжатия перед носком оправки и в пережиме до 35% и более.
Основными недостатками известного способа является высокий уровень технологических отходов и крайняя нестабильность процесса прокатки в применении его к цветным металлам и сплавам, склонным к повышенному уширению, например сплавам на основе титана, циркония и т.п.
Недостатки образуются как результат кинематического взаимодействия прокатываемой заготовки с применяемыми многоконусными валками.
Деформируемый металл, находящийся в калибре, подвергается значительному кинематическому напору по ходу прокатки со стороны входных (захватных) участков валков, имеющих минимальный угол наклона к оси прокатки. Одновременно прошивная оправка и достаточно крутой гребень оказывают существенное сопротивление осевому истечению металла против хода прокатки. Действуя в суперпозиции осевой напор и осевое сопротивление создают интенсивные усилия принудительного вытеснения металла в свободные зазоры между валками.
Кинематическая тенденция к вытеснению металла в зазоры усиливается повышенной склонностью металла к уширению. Внеконтактная поверхность деформируемого металла круто изгибается в межвалковых зазорах. Поперечное сечение заготовки приобретает форму близкую к треугольной, грозящую прекращением вращения.
Крутой пластический изгиб свободной поверхности заготовки вызывает образование разрывов и трещин металла. Одновременно существенно снижается стабильность вращения заготовки. Возникают критические условия, полностью блокирующие вращение и останавливающие процесс, возрастает контактное скольжение металла и повреждаемость поверхности трубы.
Кроме того, прошивка и раскатка ведется при практически одинаковых значениях углов αвх. Это создает опасность совмещения потенциально опасных зон кольцевого разрушения металла, свойственных трехвалковой прокатке, с одними и теми же материальными объемами металла. В этих объемах прогрессирующе концентрируется пластическое разрыхление металла, переходящее во внутренние кольцевые макроразрывы готовой трубы, при обработке цветных малопластичных сплавов.
Кроме того, для известного способа имеют место достаточно серьезные проблемы с выходом раската из валков. После прохождения входного (захватного) участка валков задний конец лишается осевого подпирающего действия и защемляется обжимным участком. Происходит остановка осевого движения заготовки и закат оправки.
Наиболее близким техническим решением к изобретению, принятым за прототип, является способ изготовления труб из цветных металлов и сплавов, включающий горячие винтовые прошивку и раскатку на оправках [5] Данный способ ориентирован на достаточно узкий круг цветных тугоплавких металлов, обладающих ограниченной склонностью к уширению, слабыми налипанием на инструмент, например молибден, кобальт и их сплавы. Изготовление по этому способу труб из металлов и сплавов, не имеющих таких технологических особенностей, т.е. с повышенной склонностью к уширению и налипанию, сопровождается высоким уровнем технологических отходов при крайне низкой стабильности процесса. Это относится к изготовлению труб из титановых, циркониевых, алюминиевых и др. сплавов.
В известном способе реализуется прошивка в двухвалковом калибре. Для винтовой прокатки в двухвалковом калибре обязательно применение направляющего инструмента линеек, дисков или роликов. Независимо от вида действие направляющего инструмента всегда реактивно. Оно характеризуется интенсивным пластическим скольжением деформируемого металла на контакте с направляющим инструментом, которое вызывает образование множественных поверхностных дефектов в виде задиров, рисок, отслоений и др.
Повышенная склонность металла к уширению и налипанию, увеличивая площадь и плотность контактного соприкосновения с инструментом, резко интенсифицирует процесс образования и развития поверхностных дефектов.
Одновременно с ростом ширины контактной поверхности ухудшаются условия вращения заготовки и падает стабильность прокатки.
Адгезионное схватывание (налипание) прокатываемого металла и направляющего инструмента значительно усиливает его тормозящее действие и еще более снижает стабильность процесса. В случае обработки ряда сплавов, в частности, на основе алюминия и титана, налипание полностью блокирует вращение заготовки, делая процесс прокатки невозможным. В известном способе обнаруживаются практически непреодолимые трудности, связанные с устойчивостью выхода заготовки из станов и с предотвращением закатки оправки с оправочным стержнем.
В известном способе отсутствуют приемы, направленные на адекватный учет, обозначенной технологической специфики ряда цветных металлов.
Взаимное наложение перечисленных явлений практически исключает возможность промышленного применения известного способа для изготовления труб из цветных металлов и сплавов, склонных к повышенному уширению и налипанию.
Техническим результатом изобретения является снижение технологических отходов и повышение выхода годного за счет уменьшения налипания металла на инструмент и повышение стабильности процесса, особенно на стадии выхода заготовки из валков, при обработке цветных металлов и сплавов, склонных к повышенному уширению и налипанию.
Данный технический результат достигается тем, что в способе изготовления труб из цветных металлов и сплавов, включающем горячие винтовые прошивку и раскатку на оправках, согласно изобретению, прошивку и раскатку осуществляют в трехвалковых калибрах, образованных многоконусными валками, причем угол наклона конической образующей к оси прокатки на входе в калибр при прошивке на 7-25о больше, чем перед носком оправки, и обжатие на входном участке составляет 0,3-0,8 от обжатия перед носком оправки.
Технический результат достигается также тем, что раскатку прошитой гильзы ведут в валках, имеющих два обжимных участка, разделенных между собой участками промежуточной калибровки и раскатки, причем угол наклона образующей к оси прокатки одного из них на 1,5-5,0о меньше, а другого больше, чем угол наклона образующей входного участка прошивных валков к оси прокатки.
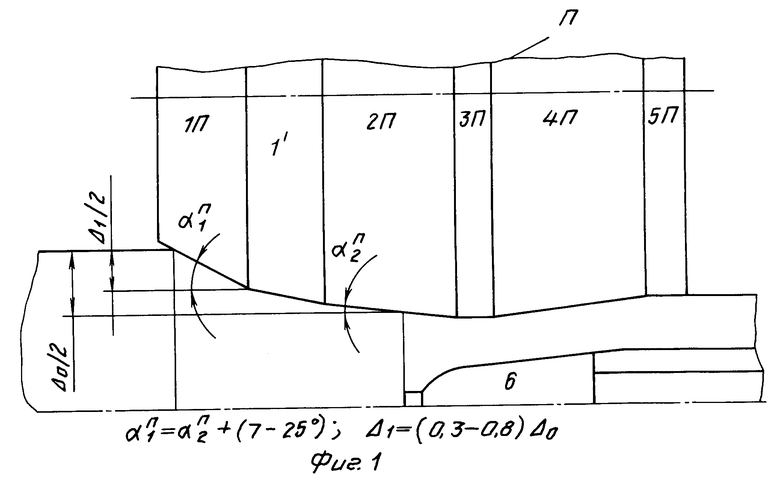
На фиг.1 изображены продольные разрезы калибров, образованных многоконусными прошивными валками П и раскатными валками Р, с обозначением параметров способа.
Способ выполняется следующим образом. Заготовка из цветного металла или сплава нагревается до температуры горячей деформации и подается на прошивку, которая производится в трехвалковом калибре, образованном многоконусными валками П на короткой оправке. На входе в калибр заготовка обжимается входным участком валков 1П, имеющим больший угол наклона образующей к оси прокатки α
α1п α2п + (7-25o); 1а
Δ1 (0,3-0,8) ˙Δo 1б.
Далее заготовка деформируется пережимом валков 3П, раскатным 4П и выходным участком 5П. Короткая оправка 6 прошивает заготовку. Между участками 1П и 2П могут располагаться один-два дополнительных участка 1', 1'', которые имеют промежуточные между α1п и α2п значение углов αп. Практически дополнительные участки имеют угол αп, увеличивающийся против хода прокатки на 1,5-4,0о, считая от участка 2П перед носком оправки.
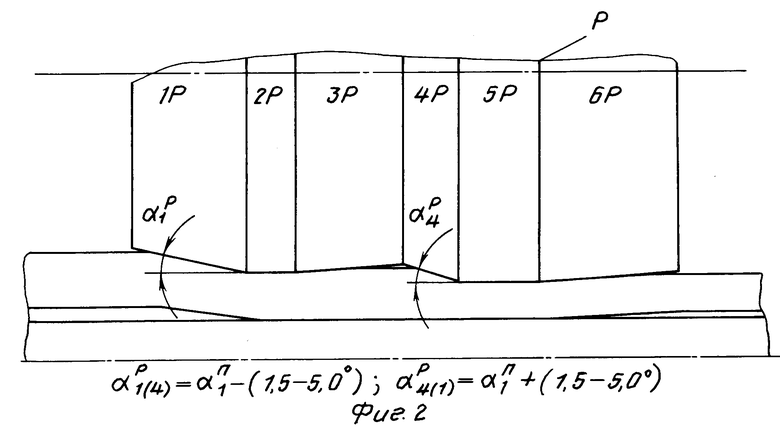
Полученная гильза раскатывается в трубу на длинной оправке в трехвалковом калибре, образованном многоконусными валками Р.
В соответствии с п.2 способ реализуется следующим образом.
После винтовой прошивки гильза подвергается раскатке. Раскатка выполняется на длинной оправке в трехвалковом калибре, образованном многоконусными валками Р (фиг.1). Раскатные валки Р имеют конические участки: первый обжимной 1Р; промежуточный раскатной 3Р; второй обжимной 4Р; калибрующий 5Р; раскатной 6Р. Угол наклона образующей одного из обжимных участков 1Р или 4 Р к оси прокатки α1р или α
α1(4)р α1п (1,5-5,0o) 2а
α4(1)p α1п + (1,5-5,0o) 2б
Причем согласно способа уменьшение наклона одного обжимного участка и увеличение наклона другого не обязательно должно производится на одну и ту же величину.
Вариант по п. 2, ориентирован в основном на малопластичные металлы и сплавы, например типа двухфазных титановых сплавов ВТЗ-1.
Технический результат способа образуется посредством максимального ограничения поперечного вытеснения уширяющегося металла в зазоры между валками при отсутствии направляющего инструмента. Как следствие снижается уровень отбраковки труб по поверхностным дефектам и повышается стабильность процесса. В способе по п.2 частный технический результат усиливается подавлением тенденции к кольцевому разрыхлению металла и повышением равномерности деформационной проработки структуры металла.
Технический результат достигается воздействием на условия деформации прошиваемого и раскатываемого металла через геометрические параметры трехвалковых калибров.
Прошивка сплошной заготовки в гильзу и раскатка ее в трубу выполняются в трехвалковых калибрах без применения направляющего инструмента. Отсутствие направляющего инструмента с реактивно-тормозящим действием практически исключает потери металла, обусловленные скольжением, налипанием и нарушением стабильности процесса.
Однако наличие свободных межвалковых зазоров в трехвалковых калибрах требует специальных приемов деформации, ограничивающих уширение. Механизм прошивки при соблюдении соотношений (1) представляется следующим образом. В зоне прошивки металл обжимается сначала участком с большим углом α, а потом с меньшим. Тянущая способность участка 2П выше, чем входного участка 1П. Между участками 1П и 2П устанавливается контролируемое кинематическое натяжение, активно препятствующее поперечному вытеснению металла в зазоры между валками.
Входной участок 1П удерживает тянущую способность участка 2П на уровне, достаточном для обеспечения устойчивого вторичного захвата без чрезмерного нагнетающего действия по оси прокатки и вытеснения металла в зазоры.
Поверхность на протяжении всего очага деформации раската не испытывает опасного пластического изгиба в межвалковых зазорах. Сплошность металла не нарушается, вращение заготовки стабильно, контактное скольжение и налипание ограничено. Получаемый продукт характеризуется высоким качеством поверхности и точностью геометрических размеров, а процесс высоким выходом годного.
Численные пределы соотношения (1 а, б) обеспечивают искомые условия деформации. Они установлены экспериментально в процессе непосредственной отработки способа.
Если α1п и α2п различаются менее, чем на 7о, то удерживающее действие входного участка 1П недостаточно. Участок 2П интенсивно нагнетает металл на оправку и он устремляется преимущественно в межвалковые зазоры. Если α1п превышает α2п более, чем на 25о, то нарушаются условия первичного захвата. Входной участок не в состоянии обеспечить даже начального осевого движения заготовки.
Аналогичная картина наблюдается и в отношении второй из формул (1). Если Δ1<0,3Δo, то удерживающее действие участка 1П мало и не дает искомого технического результата. В случае Δ1>0,8Δo удерживающее действие чрезмерно и нарушен вторичный захват заготовки. Осевое движение заготовки прекращается при встрече с носком оправки.
Соотношения (2а, б), формирующие частный технический результат, управляют рассредоточением по глубине зон предрасположенных к кольцевому разрушению на различных стадиях процесса. Как известно в трехвалковой схеме винтовой прокатки присутствует характерная кольцевая зона, опасная пластическим разрыхлением. Глубина ее залегания от поверхности раската определяется, в первую очередь, уровнем частных обжатий, равно как и углом конусности калибра α в пределах данного способа.
Активное обжатие заготовки по диаметру в данном способе осуществляется участками 1П, 2П, 1Р, 4Р. Соотношение (2а, б) устанавливает такое различие между углами α участков, чтобы на каждом из них опасная кольцевая зона располагалась на существенно разной глубине. Этим удается предотвратить нежелательное накопление пластического разрыхления и микродефектов в одних и тех же материальных объемах металла, и надежно блокировать возникновение кольцевого разрушения.
Нарушение численных параметров соотношения (2а, б) лишает способ указанного технического результата. Если различие между углами менее 1,5о, то глубинное положение зон кольцевого разрыхления становится недопустимо близким. Концентрация накапливаемого разрыхления усиливается локализацией в ограниченных кольцевых объемах. Опасность кольцевого разрушения резко возрастает. Чрезмерно большое различие между углами α (> 5,0о) нарушает общую стабильность и несбалансированность процесса раскатки уширяющихся сплавов вследствие образования обжимных участков с недопустимо большими и недопустимо малыми углами конусности. Происходит нарушение захвата, потеря устойчивости профиля трубы, нарушение стабильности вращения заготовки.
П р и м е р 1. Способ реализован на агрегате "40-80" для получения труб из уширяющегося титаного сплава ВТ-5. Заготовка диаметром 130 мм нагревалась в индукционной печи до 1000оС. Нагретая заготовка прошивалась в гильзу 89х14 мм на короткой оправке в трехвалковом калибре, образованных многоконусными валками. Угол наклона образующей конического участка валков к оси прокатки перед носком оправки составлял 3о, а угол наклона входного участка 20о т.е. на 17о больше. Между входным участком и участком перед носком оправки располагался дополнительный участок с углом наклона к оси прокатки 5о. Обжатие перед носком оправки составляло 21 мм, а обжатие входным участком выдерживалось равным 11,4 т.е. 0,55 от обжатия перед оправкой. Угол подачи устанавливался равным 10о.
Прокатка всех заготовок проходила при их стабильном вращении без образования разрывов поверхности и повреждения поверхности скольжением. Прошитая гильза раскатывалась в трубу 70х10 мм в трехвалковом стане на длинной оправке.
П р и м е р 2. На агрегате "40-80" согласно п.2 предложенного способа получали трубы из двухфазного титанового сплава ВТ-3-1, обладающего пониженной пластичностью. Деформационные условия и геометрические параметры п.1 соблюдались полностью. Температура нагрева заготовок под прокатку составляла 1180оС, угол наклона входного участка к оси прошивки составлял 20о.
Прошитая гильза раскатывалась на длинной оправке в многоконусных валках, имеющих конические участки со следующими углами наклона образующих к оси прокатки, град.
Первый обжимной участок 20-3 17
Промежуточный калиб- рующий участок 0
Промежуточный раскат- ной участок -3
Второй обжимной участок 20 + 2 22 Калибрующий участок 0 Раскатной участок -2,5.
Прошивка и раскатка проходила устойчиво. Тенденций к возникновению кольцевого разрушения не установлено. Полученные трубы полностью удовлетворяли требованиям действующей нормативно-технической документации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2133161C1 |
| Способ реверсивной прокатки сплошных круглых профилей | 1991 |
|
SU1817709A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНЫХ ТРУБ ИЗ АЛЬФА- И ПСЕВДО-АЛЬФА-СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2544333C1 |
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| ВОЛОКА | 1996 |
|
RU2101109C1 |
| Способ винтовой прошивки в четырёхвалковом стане | 2023 |
|
RU2821416C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
Изобретение относится к обработке металлов давлением и касается технологии изготовления труб из цветных металлов и сплавов. Способ позволяет повысить выход годного и улучшить стабильность процесса при обработке уширяющихся металлов. Способ предусматривает горячие винтовые прошивку и раскатку на оправках, в трехвалковых калибрах, образованных многоконусными валками, имеющими угол наклона конической образующей к оси прокатки на входе в калибр на 7 25° больше, чем перед носком оправки, с обжатием на входном участке, составляющем 0,3-0,8 от обжатия перед носком оправки. Способ предусматривает также раскатку прошитой гильзы в валках, имеющих два обжимных участка (гребня), разделенных между собой участками промежуточной калибровки и раскатки, причем угол наклона образующей к оси прокатки одного из них на 1,5-5,0° меньше, а другого больше, чем угол наклона образующей входного участка прошивных валков к оси прокатки. 1 з. п. ф-лы, 2 ил.
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ изготовления труб из тугоплавких металлов | 1976 |
|
SU545398A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

