(54) ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ И ПОСЛЕДУЮЩЕЙ ТЕПЛОВЛАЖНОСТНОЙ ОБРАБОТКИ В ПАКЕТАХ БЕТОННЫХ
ИЗДЕЛИЙ
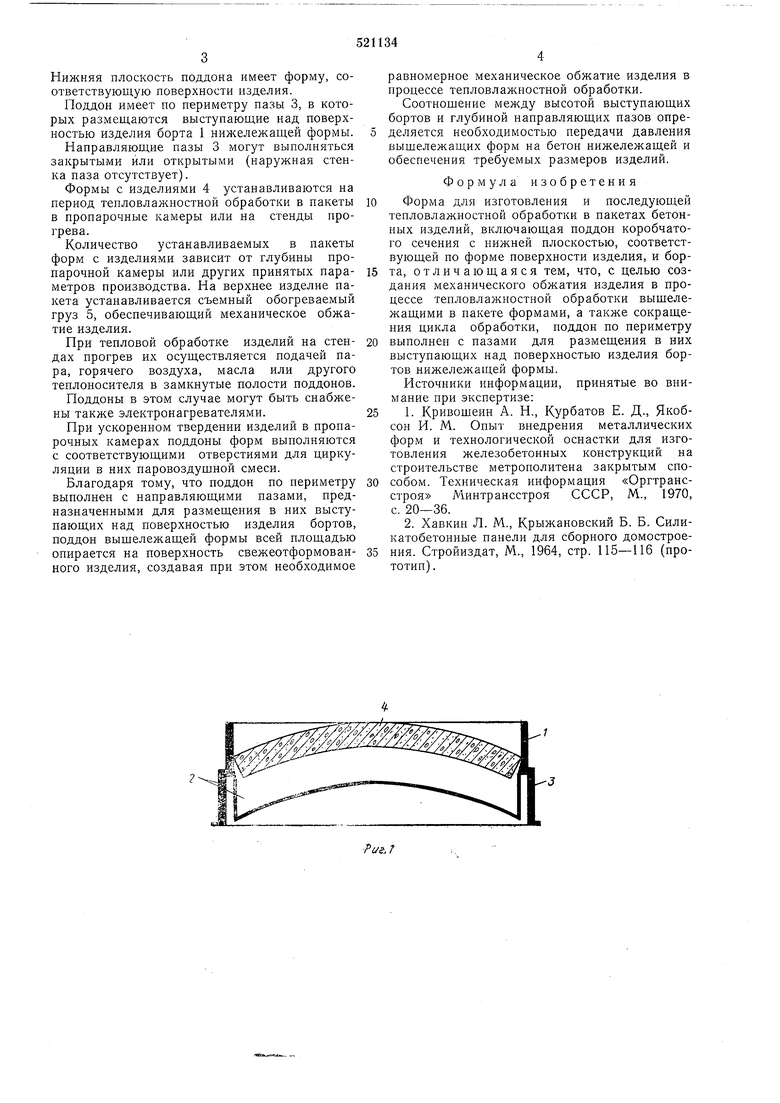
Нижняя плоскость поддона имеет форму, соответствующую поверхности изделия.
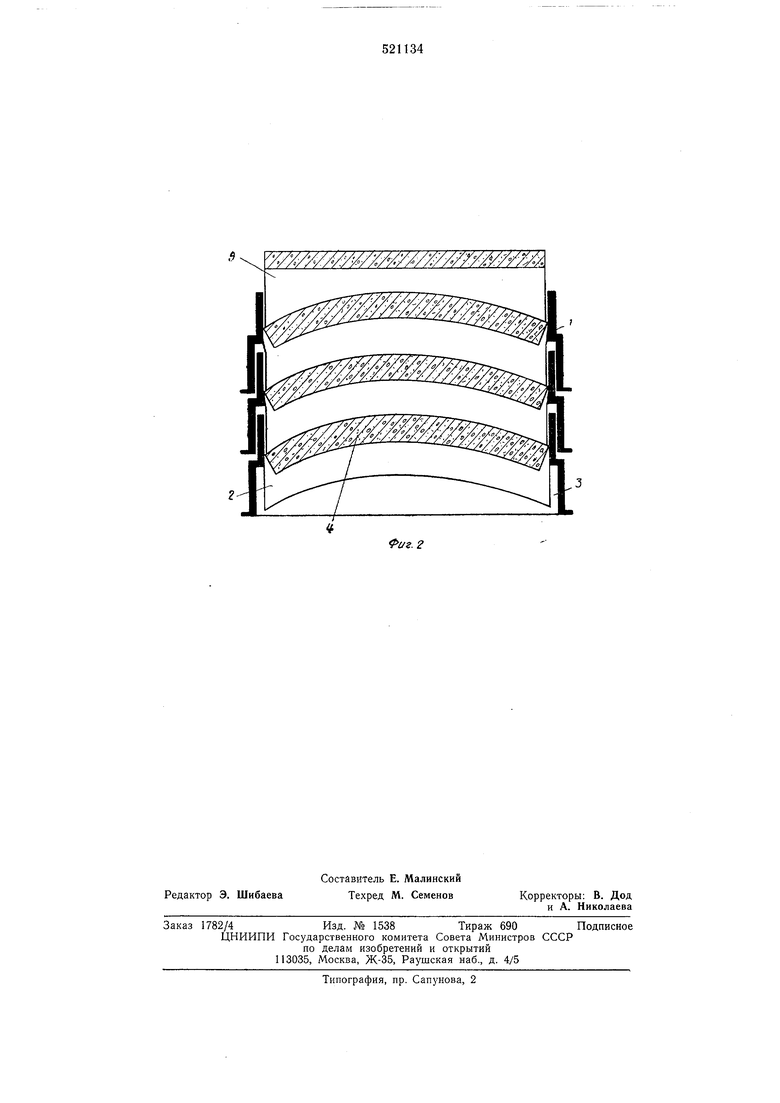
Поддон имеет по периметру пазы 3, в которых размещаются выступающие над поверхностью изделия борта 1 нижележащей формы.
Направляющие пазы 3 могут выполняться закрытыми или открытыми (наружная стенка паза отсутствует).
Формы с изделиями 4 устанавливаются на период тепловлажностной обработки в пакеты в пропарочные камеры или на стенды прогрева.
Количество устанавливаемых в пакеты форм с изделиями зависит от глубины пропарочной камеры или других принятых параметров производства. На верхнее изделие пакета устанавливается съемный обогреваемый груз 5, обеспечивающий механическое обжатие изделия.
При тепловой обработке изделий на стендах прогрев их осуществляется подачей пара, горячего воздуха, масла или другого теплоносителя в замкнутые полости поддонов.
Поддоны в этом случае могут быть снабжены также электронагревателями.
При ускоренном твердении изделий в пропарочных камерах поддоны форм выполняются с соответствующими отверстиями для циркуляции в них паровоздущной смеси.
Благодаря тому, что поддон по периметру выполнен с направляющими пазами, предназначенными для размещения в них выступающих над поверхностью изделия бортов, поддон выщележащей формы всей площадью опирается на поверхность свежеотформованного изделия, создавая при этом необходимое
равномерное механическое обжатие изделия в процессе тепловлажностной обработки.
Соотнощение между высотой выступающих
бортов и глубиной направляющих пазов определяется необходимостью передачи давления
вышележащих форм на бетон нижележащей и
обеспечения требуемых размеров изделий.
Формула изобретения
Форма для изготовления и последующей тепловлажностной обработки в пакетах бетонных изделий, включающая поддон коробчатого сечения с нижней плоскостью, соответствующей по форме поверхности изделия, и борта, отличающаяся тем, что, с целью создания механического обжатия изделия в процессе тепловлажностной обработки выщележащими в пакете формами, а также сокращения цикла обработки, поддон по периметру
выполнен с пазами для размещения в них выступающих над поверхностью изделия бортов нижелел ащей формы.
Источники информации, принятые во внимание при экспертизе:
1. Кривошеин А. Н., Курбатов Е. Д., Якобсон И. М. Опыт внедрения металлических форм и технологической оснастки для изготовления железобетонных конструкций на строительстве метрополитена закрытым способом. Техническая информация «Оргтрансстроя Лшнтрансстроя СССР, М., 1970, с. 20-36.
2. Хавкин Л. М., Крыжановский Б. Б. Силикатобетонные панели для сборного домостроения. Стройиздат, М., 1964, стр. 115-116 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления железобетонных изделий | 1978 |
|
SU779077A1 |
| Форма для изготовления строительных изделий | 1981 |
|
SU992191A1 |
| Устройство для обжатия твердеющих бетонных изделий в форме | 1981 |
|
SU1020246A1 |
| Установка для изготовления железобетонных изделий | 1976 |
|
SU727457A1 |
| Ямная пропарочная камера | 1977 |
|
SU719993A1 |
| Кассетная форма для изготовления бетонных изделий | 1991 |
|
SU1795939A3 |
| СТРОИТЕЛЬНЫЙ КИРПИЧ, СПОСОБ И КОМПЛЕКТ ОБОРУДОВАНИЯ ДЛЯ ЕГО ПРОИЗВОДСТВА | 2004 |
|
RU2275343C1 |
| Кассетная форма для изготовления строительных изделий | 1979 |
|
SU863365A1 |
| СТРОИТЕЛЬНЫЙ КИРПИЧ, СПОСОБ И КОМПЛЕКТ ОБОРУДОВАНИЯ ДЛЯ ЕГО ПРОИЗВОДСТВА | 2003 |
|
RU2243178C1 |
| Форма для изготовления строительных изделий | 1980 |
|
SU939211A1 |