Л
о to. О-, о -о. NCX -о-, ; ....0.o.
: в «О.А -о.О .-.о ,o.. «.-Р.-.о -v. о : « -V О ... ...,. о -.о ,.
|« NKMl xwcvя кчxжкlN x VlN lNK
////
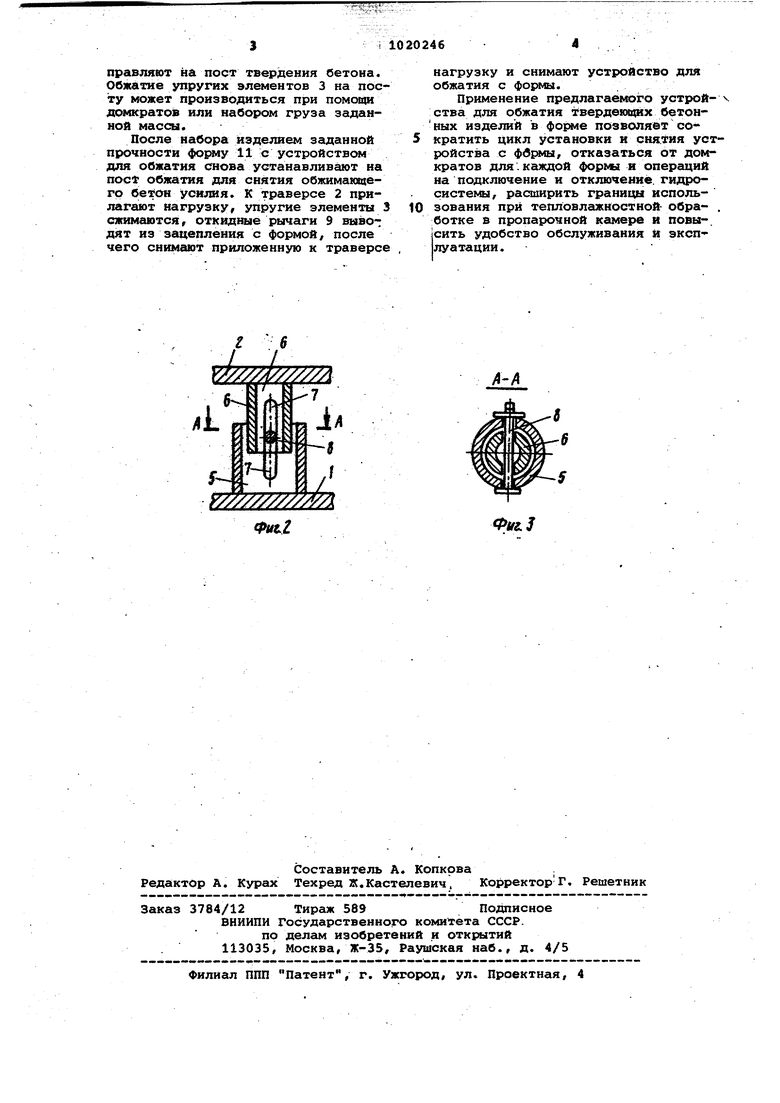
Изобретение относится к производству изделий :аз бетона и железобетона. Известно устройство для обжатия твердекядих бетонных, изделий в пакетах, содержащее ряд форм, установленных по высоте с возможностью механического обжатия изделий вьвиележаадими в пакете формами fl, Недостатком данного устройства яв ляется низкая величина удельного дав ления на изделия и неравномерность обжатия их в верхних и нижних формах пакета. Наиболее близким техническим решением к предлагаемому является устройство для термообработки железобетонных изделий и конструкций с приспособлением для равномерного обжати изделия, содержащее форму, пригрузоч ный щит (штамп )с нагревательными элементами, теплоизоляцией, возбудителями колебаний и домкратами, упирающимися головками в соединенную с формой неподвш{ную траверсу 2 }. Недостатком известного устройства является низкая производительность ,вследствие длительного цикла изготовления изделий, сложность обслуживания и эксплуатации. Цель изобретения - повышение производительности за счет сокращения цикла изготовления изделия, удобства обслуживания и эксплуатации. Поставленная цель достигается тем что устройство для обжатия твердею. щих бетонных изделий в форме, содержащее вертикально-подвижные траверсу пуансон, размещенные между ними упругие элементы, снабжено фиксаторами относительного положения пуансона и траверсы, размещенными между ними, и фиксаторами относительного положения траверсы и формы для обжатия бетонной смеси, выполненными в виде откидных рычагов с захватами, контак тирующими с формой, смонтированных на траверсе. Кроме того, каждый фиксатор относительного положения пуансона и траверсы выполнен в виде телескопически труб, закрепленных на пуансоне и траверсе, одна из которых имеет продольную прорезь, а другая - отверстие, соединенное при помощи пальца. На фиг. 1 показано устройство для обжатия твердеющих бетонных изделий в форме, общий вид5 на фиг. 2 - элементы фиксаторов относительного поло жения пуансона и траверсы; на фиг.З разрез А-А на . 2. Устройство содержит вертикальноподвижные пуансзон 1, траверсу 2, размещенные между ними упругие элет менты 3, выполненные, например в виде пружин, стаканы 4 для фиксирования упругих элементов 3 опорными частями в заданном положении, фиксаторы относительного положения пу-. ансона и траверсы, выполненные в виде телескопических труб, внешних 3, закрепленных на пуансоне 1, и внутренних €, закрепленных на траверсе 2. Одна из труб имеет продольную прорезь 7, а другая - отверстие с размещенным в нем пальцем 8, соединяющим трубы (фиг. 1), или обе трубы имеют прорези 7 (фиг. 2). По концам траверсы 2 шарнирно закреплены фиксаторы относительного положения траверсы и формы, выполненные в виде откидных рычагов 9 с Г-образными захватами 10. Для обжатия изделий разной толщины при одинаковом статическом давлении откидные рычаги 9 могут быть Выполнены с возможностью изменения дли1Лл или одна из труб может иметь несколько отверстий (на чертеже не показаны). Сборка устройства для обжатия твердеющих бетонных изделий в форме производится следукяцим образом. На пуансон 1, в стаканы 4 устанавливают упругие элементы 3 расчетной жесткости. Сверху на них устанавливают траверсу 2, пригружают ее статической нагрузкой (на чертеже не показана ) и обжатием упругих элементов 3 до совмещения прорезей 7 и отверстий в трубах 5 и б вводят в каждое отверстие пальцы 8. Затем . снимают,, и пальцы 8 фиксируют относительное положение пуансона 1 и траверсы 2, обеспечивающее целостность фиксируемых элементов и позволяющее устанавливать и снимать устройство с формы за один прием. Усилие предварительного обжатия упругих элементов 3 не должно превышать или быть равным усилию обжатия изделия. Устройство для обжатия твердеющих бетонных изделий в форме работает следующим образом. Форма 11 с отформованным изделием перемещается на пост обжатия. На уплотненную бетоннук смесь в форме 11 устанавливают устройство для обжатия в сборе, при этом откидные рычаги скользят захватами 10 по бортам формы 11. Затем траверсу 2 пригружают расчетным усилием, при этом упругие элементы 3 сжимаются, а траверса 2 перемещается вниз вместе с откидными {ялчагами 9 относительно формы 11. По достижении расчетного усилия Г-образные захваты 10 смещаются до уровня поддона формы 11, их вводят в зацепление с ним, обеспечив фиксирование относительного положения траверсы 2 и формы 11. По окончании операций обжатия и фиксирования внешнее приложенное усилие снимают, форму 11 с изделием и устройством для обжатия отправляют на пост твердения бетона. Обжатие упругих элементов 3 на посту может производиться при помощи домкратов или набором груза заданной массы.
После набора изделием заданной прочности фонолу 11 с устройством для обжатия снова устанавливают на пост обжатия для снятия обжимающего бетон усилия. К траверсе 2 прилагают нагрузку, упругие элементы 3 сжимаются, откидные рычаги 9 выводят из зацепления с формой/ после чего снимают приложенную к траверсе
нагрузку и снимают устройство для обжатия с формы.
Применение предлагаемого устрой- ства для обжатия твердеющих бетонных изделий в форме позволяет сократить цикл установки и сня.тия устройства с фдЕялы, отказаться от домкратов для.каждой формы и операций на подключение и отключение, гидросистемы, расширить границы использования при тепловлажностной- обра- . ботке в пропарочной камере и повы-. |сить удобство обслуживания и зксплуатации.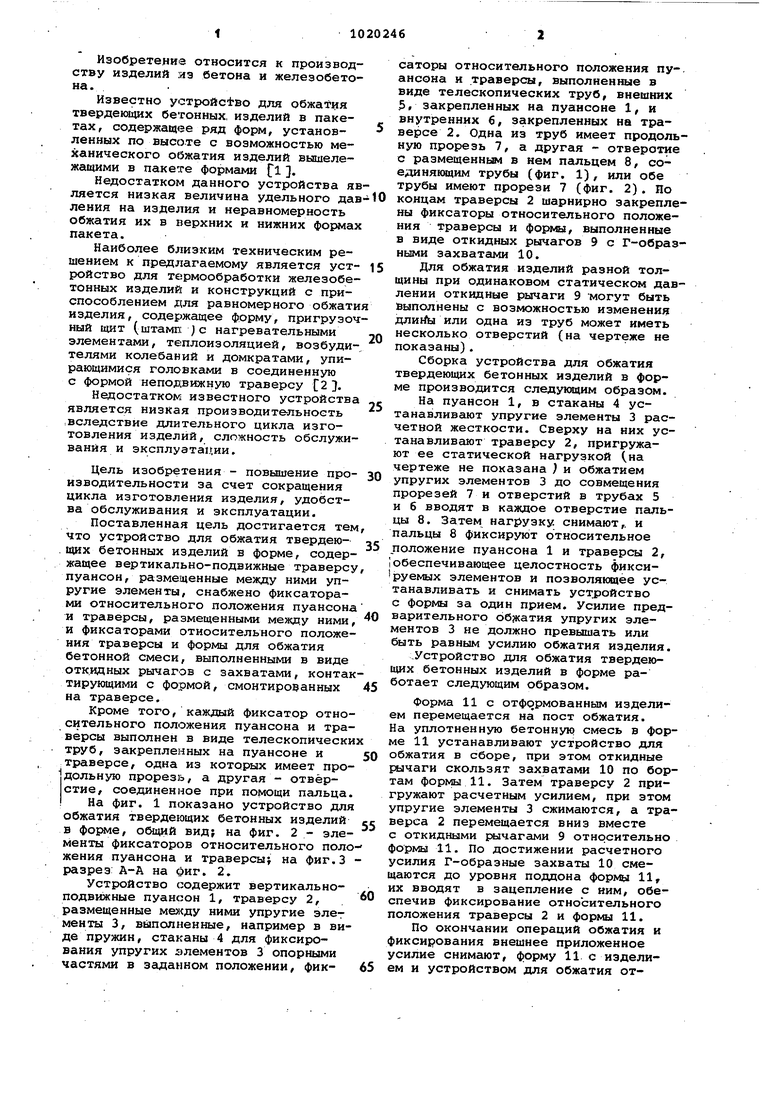
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для виброштампования изделий из бетонной смеси | 1979 |
|
SU876426A2 |
| Устройство для виброштампования изделий из бетонных смесей | 1983 |
|
SU1097499A2 |
| Установка для изготовления железобетонных изделий методом прессования | 1989 |
|
SU1778002A1 |
| Устройство для формования изделий из бетонных смесей | 1979 |
|
SU863342A1 |
| Устройство для виброштампования изделий из бетонных смесей | 1978 |
|
SU776918A2 |
| Прессующая установка для формования железобетонных изделий и ее элементы | 1991 |
|
SU1838100A3 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017609C1 |
| Установка для формования полых изделий из бетонных смесей | 1985 |
|
SU1329984A1 |
| Установка для изготовления бетонных и железобетонных изделий | 1990 |
|
SU1756155A1 |
| Способ изготовления изделий под давлением из высокопрочного фибробетона | 2016 |
|
RU2641363C1 |
1. УСТРОЙСТВО ДЛЯ ОБЖАТИЯ ТВЕРДЕЮЩИХ БЕТОННЫХ ИЗДЕЛИЙ В ФОРМЕ, содержащее вертикальноподвижные траверсу, пуансон, размещенные между ними упругие элементы, отличающееся тем, что, с целью повышения производительности за счет сокращения цикла изготовления изделий, удобства обслуживания и эксплуатации, оно снабжено фиксаторами относительного положения пуансона и траверсы, размещенными между ними, и фиксаторами относительного положения траверсы и фбрмы для обжатия бетонной смеси, выполненными в виде откидных рычагов с захватами, контактирующими с формой, смонтированных на траверсе. 2. Устройство по п. 1, отличающееся тем, что каждый фик сатор относительного положения пуансона и траверсы выполнен в виде телескопических труб, закрепленных на пуансоне и траверсе, одна из которых имеет продольную прорезь, а другая | отверстие, соединенные при помощи |f пальца. s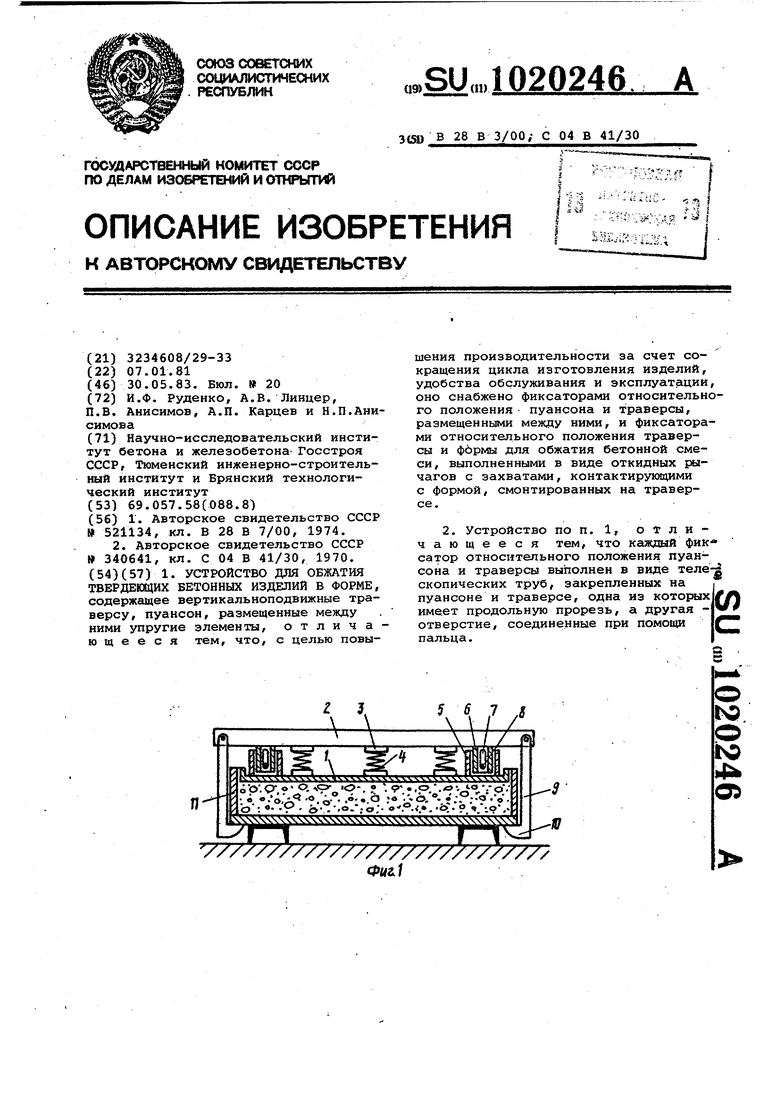
г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Форма для изготовления и последующей тепловлажностной обработки в пакетах бетонных изделий | 1974 |
|
SU521134A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для ТЕРМООБРАБОТКИ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ | 0 |
|
SU340641A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
