3
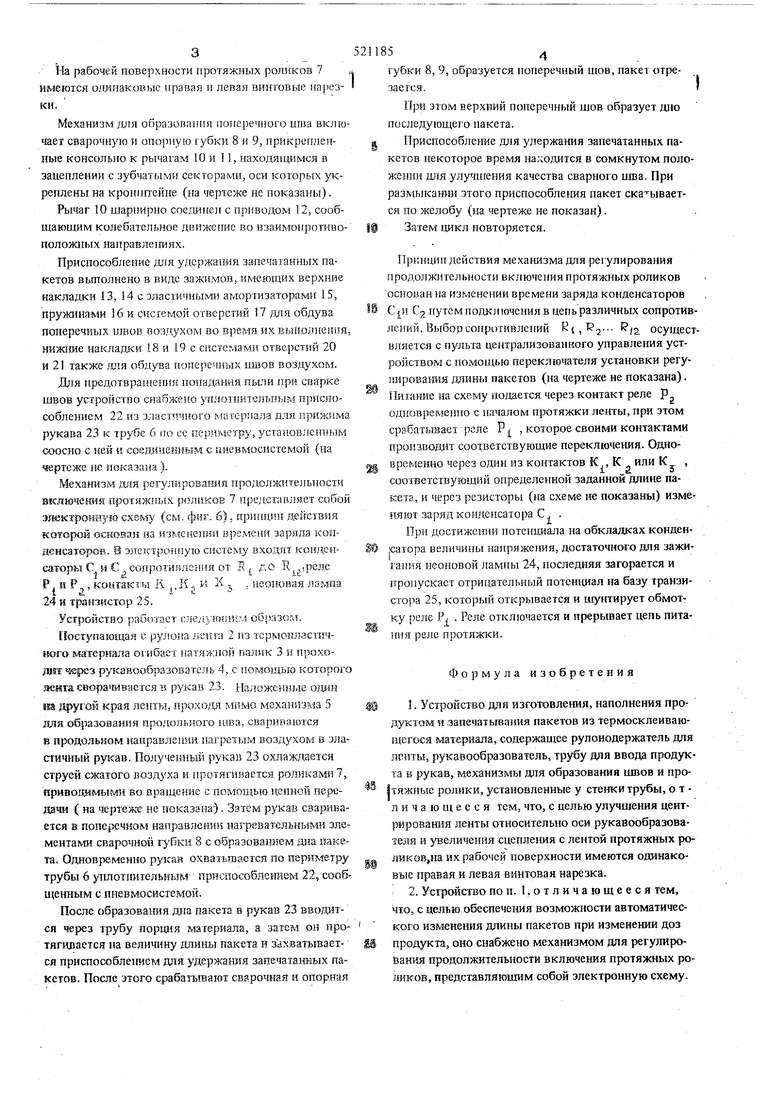
На рабочей поверхности протяжных роликов 7
... имеются ojfJiHaKOBiiic гравая и левая виитовые )езки.
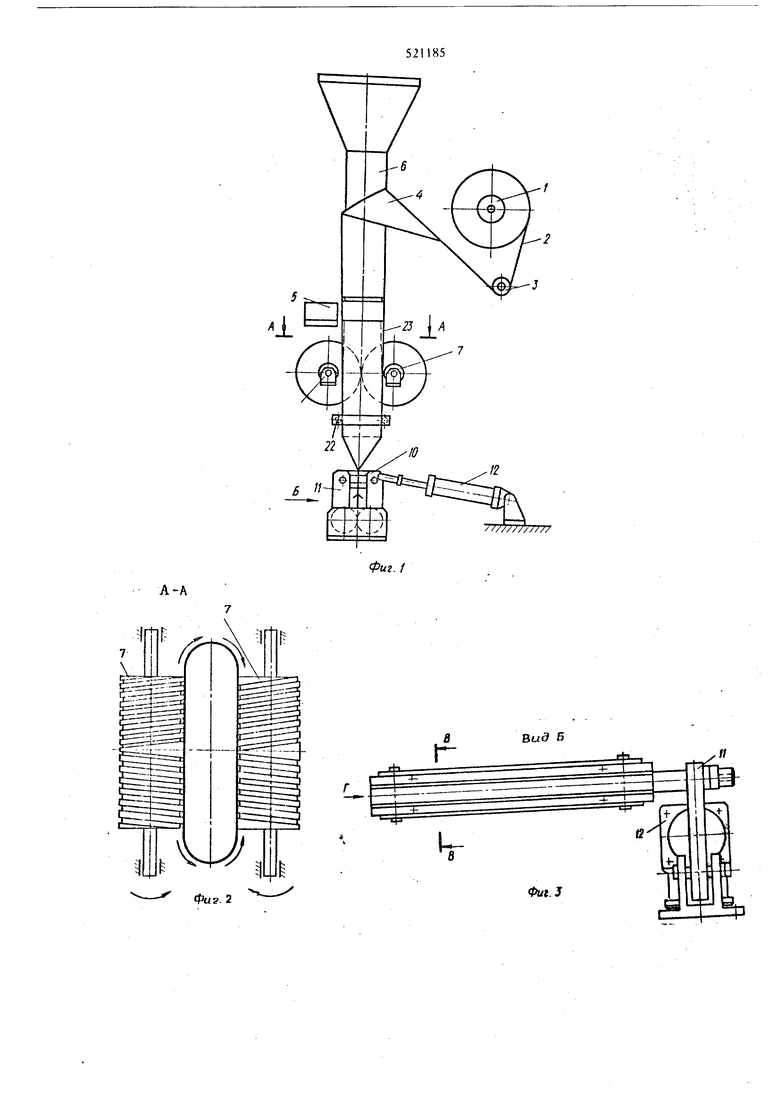
Mexatffl3M для образоватиш aoiiei)e4iroro иша включает сварочную и опорную губки 8 и 9, прикрепленные консольно к рычагам 10 и 11, находящимся в зацеплении с зубчатыми секторами, оси которых укреплены на кроннлейне (на чертеже не показаны).
Рычаг 10 шарнирно соедапен с приводом 12, сообщающим колебательное движение во взаимопротивоположных направлениях.
Приспособление для удержания запечатанных пакетов вьшолнено в виде зажимов, имеюидих верхние накладки 13, 14 с злас1ИЧ1плми амортизаторами 15, пружинами 16 и системой отверстий 17 для обдува поперечных швоп воздухом во время их выполнения нижние накладки 18 и 19 с системами отверстий 20 и 21 также дая обдчтза поперечных швов воздухом.
Дня 1редотвращеьпш попадания пыли при сварке швов устройство снабжено уплотнительным приспособлением 22 из пластичного ма.териала для рукава 23 к трубе б по ее периметру, установленным соосно с ней и соединенным с лневмосистемой (на чертеже не показана).
Механизм для регулирования продолжите)гьности включения протяжных роликов 7 представтгяет собой ajKKTpoHHjio схему (см. фиг. 6). приицип действр я которой основан на измсиепии времени заряда конд,еясаторов. 8 электронную систему входят кон.ценсаторы С E-J С сопротивления от В. дО К -реле Р н Р , контакгч К , Я и К , гюоновая лампа 24 и транзистор 25.
Устройство работает акауюткл oGiKi3OM.
1 оступающая с рулола пукта. 2 пз тсрмоп.пастнчKofo материала огибает натяжной палиж 3 п прохоp{5f через рукавообразователь 4. с помощью которого лента сворзювается в рукав 23. Наложеншле одаи 8ia другой края лепты, проходя мпмо механизма 5 для образования продользого иша, свариваются в продольном направлеп 4Н нагретым воздухом в ajmсгичнык рукав. Полученный рукав 23 охлаждается струей сжатого воздуха и протягивается роликами 7, привовдмыми во вращение с поменяю цеп1ЮЙ передачи ( на чертеже не показана). Ззтем рукав сзаривается в поперечном направлении нагревательными элементами сварочной гурки 8 с образованием дна пакета. Одновременно рутсан охватывается по перщдатру трубы 6 уплотнительным приспособлением 22, сообщенным с пневмосистемой.
После образования дна пакета в рукав 23 вводится через трубу порция материала, а затем он протягидается на величину длины пакета и захватывается прнспособлением для удержания запечатанных пакетов. После этого срабатывают сварочная и опорная
85
губки 8, 9, образуется поперечный шов, пакет отрезается.I
При этом верхний поперечный шов образует даю последующего пакета.
Приспособление даш улержания запечатанных пакетов некоторое время находится в сомкнутом положешги дня улучшения качества сварного шва. При раэмыкашш гэтого пpиcпocoблe шя пакет ска- ывается по желобу (на чертеже не показан).
Затем дакл повторяется.
Пркнщш действия меха1дазма для регуяирования продолжительности включения протяжных роликов основан на изменении времени заряда конденсаторов (-2 ггутем подключения в цепь различных сопротивлений. Выбор сопротивлений Ki,.. )2 осуществляется с пульта централизованного управления устройством с помощью переключателя установки регуиировашш длины пакетов {на чертеже не показана). Питание на схему (тодается через контакт реле р с началом протяжки ленты, при этом срабатывает реле Р , которое своими контактами производд1т соответствующие переключения. Одновременно через один из контактов К , К или К , „., -.
соответствуюидии определенной заданной длине пакета, и через резисторы (па схеме не показаны) изменяют заряд конденсатора С . .
При достижеш1и потемциала на обкладках конденратора величины напряжения, достаточного для зажигания неоновой лампы 24, последняя загорается и (тропускает отрицательный потенциал на базу транзистора 25, который открывается и шу1ггирует обмотку реле PJ . Реле отключается и прерывает цепь питания протяжки.
Формула изобретения
1.Устройство для изготовления, наполнения продуктом и запечатывания пакетов из термосклеивающегося материала, содержап1ее рулонодержатель для лрнты, рукаеообразоватсль, трубу для ввода продукта в рукав, механизмы для образования швов и про|тяжные ролики, уста1}овленные у стенки трубы, о т л и ч а ю UI е е с я тем, что, с целью улучш ения центрирования ленты относительно оси рукавообразователй и увеличения сцепления с лентой протяжных ропиков,на их рабочей поверхности имеются одинаковые правая и левая винтовая нарезка.
2.Устройство по п. ,отличающееся тем, что, с целью обеспечения возможности автоматического изменения длины пакетов при изменении доз продукта, оно снабжено механизмом для регулиро1зания продолжительности включения протяжных рожков, представляющим собой электронную схему.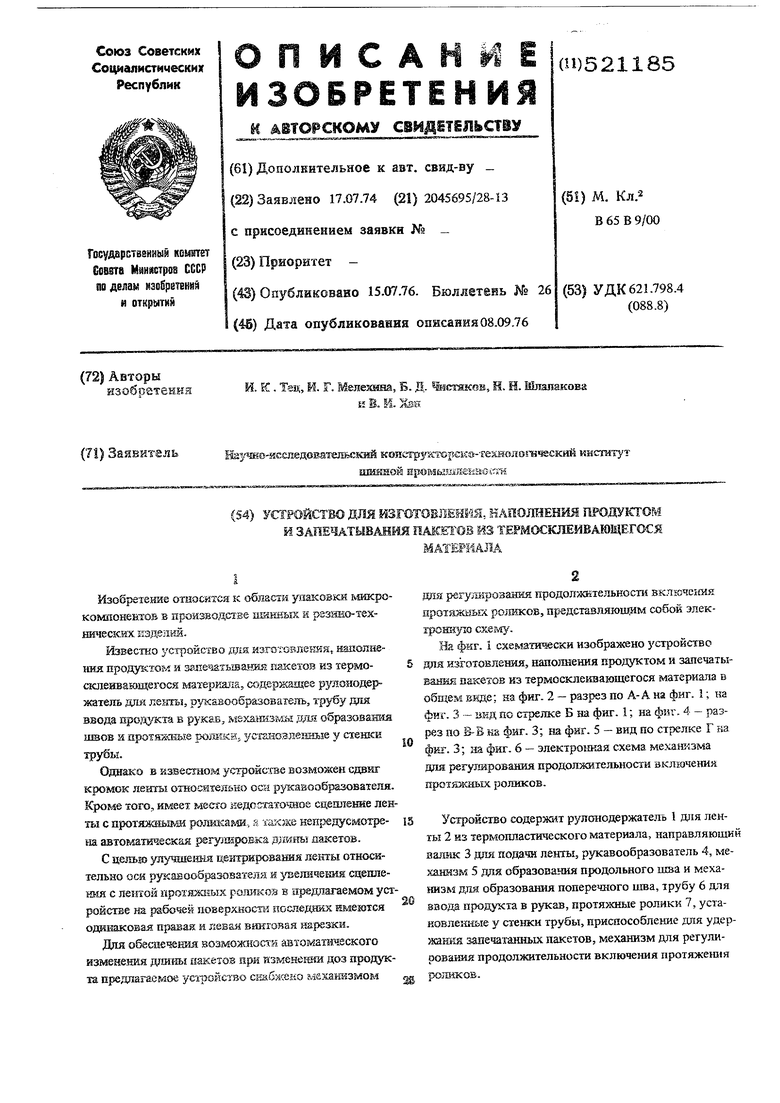
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из ленточного термосклеивающегося материала | 1977 |
|
SU636134A1 |
| Упаковочная машина | 1983 |
|
SU1395546A1 |
| УПАКОВОЧНАЯ МАШИНА | 1998 |
|
RU2131833C1 |
| Способ упаковки вязкого продукта в трехшовные герметичные пакеты из термопластичной полимерной пленки и упаковочно-фасовочная машина вертикального исполнения, реализующая способ | 2016 |
|
RU2631695C1 |
| УПАКОВОЧНАЯ МАШИНА | 2006 |
|
RU2318708C1 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из термосклеивающейся пленки | 1988 |
|
SU1570944A1 |
| УПАКОВОЧНАЯ МАШИНА | 1997 |
|
RU2114032C1 |
| Пакет для сыпучих материалов, способ упаковывания сыпучих материалов в пакет из термопластичной пленки и устройство для его осуществления | 1987 |
|
SU1588643A1 |
| Устройство для изготовления, наполения продуктом и запечатывания пакетов из полимерного материала | 1977 |
|
SU637300A1 |
| Автомат для изготовления, наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1973 |
|
SU442957A1 |

Фиг. 2
Вид Б
Н
/
Фмг. J
