(54) СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСК11Х 1- ЗДЕ/ШЙ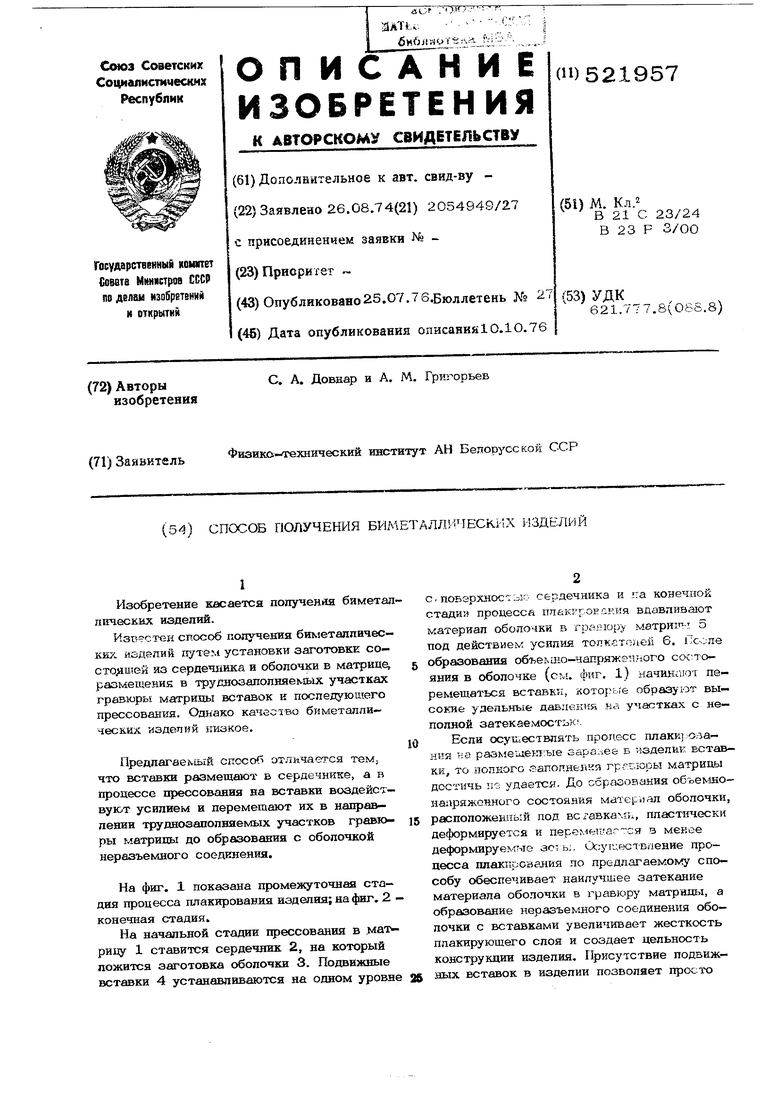
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения биметаллических изделий | 1974 |
|
SU496151A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВТУЛОК | 1995 |
|
RU2101137C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИОМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2336152C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2005 |
|
RU2293658C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| Способ обработки биометаллических штампов | 1975 |
|
SU558948A1 |
| Способ производства прутков диаметром менее 60 мм из жаропрочного сплава на никелевой основе ВЖ175-ВИ методом горячей экструзии | 2020 |
|
RU2752819C1 |
| Способ изготовления изделий типа матричных вставок | 1989 |
|
SU1680431A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПРОВОДНИКА НА ОСНОВЕ СОЕДИНЕНИЯ А-15 | 1988 |
|
RU2088991C1 |
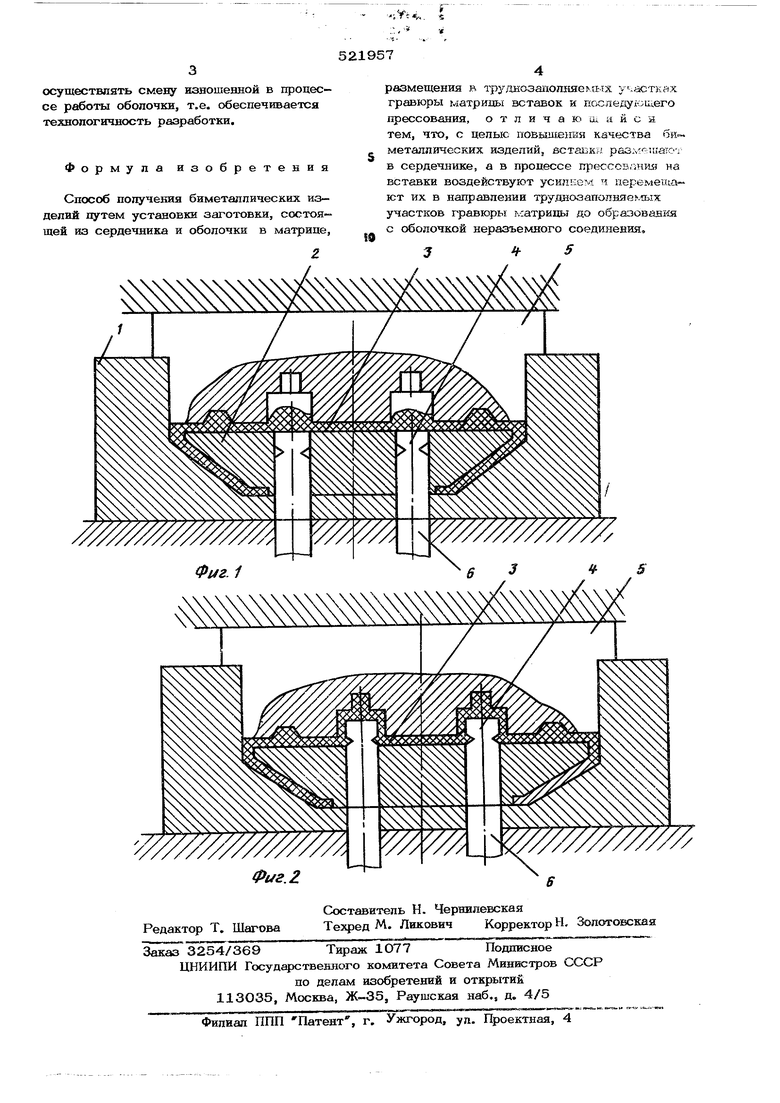
Изобретение касается получения биметап пЕческих издепий, Известен способ получения биметаллических иадйпий путем установки заготовкЕ со- из серде411ика и обопочщ в матрице, раомещеник в трудноаапопняемых участках гравюры матрииы вставок и поспедующего прессования. Однако качеотво биметаллических изделий низкое. Предлагаемый способ отличается теМ; что вставки размещают в сердечнике, а в процессе прессования на вставки воздействуют усилием и перемещают их в направлении труднозаполняемых участков гравюры матрипы до образования с оболочкой неразъеклного соединения. На фиг. 1 показана промежуточная стадия процесса плакирования изделвщ; на фиг. 2 конечная стадия. На начальной стадии гфессовання в мат рицу 1 ставится сердечник 2, на который ложится заготовка оболочки 3. Подвижные вставки 4 устанавливаются на одном уровне с,поБэрхнос1ыо сердечника и :а конечной стадий процесса ппекгронйния вдавливают материал оболочки в гравюру матриг ь: 5 под действием, усилия топкстолей 6. Псоле образования o6beNiHo-напряженного сос-то- яния в оболочке (см. фиг, 1) начинают перемещаться вставки, которые образуют высокие удельные давления на участках с неполной затек аемость5С. Если осуществлять процесс плаки) ода- ния г-.в. раамеиаеетгые ааранее Б изделии вставки, то полного ,7:-апопне11Кя грри.юры матрицы достичь пе удается. До образования o6neNffio- напряженного состояния материал оболочки, расположенный под всгавкамь, пластически деформируется и переметиаг-ся з менее деформируемые аоты. С)с;у иес1-Бпение процесса плакпровелия по предлагаемому способу обеспечивает наилучшее затекание материала оболочки в гравюру матрацы, а образование неразъемного соединения оболочки с вставками увеличивает жесткость плакирующего слоя и создает цельность конструкции изделия, Г1рисутствие подвижаых вставок в изделии позволяет прос;то
