Изобретение относится к изготовлению составных изделий методами порошковой металлургии и может быть использовано для изготовления биметаллических подшипников скольжения, фильтрующих трубчатых элементов с различными свойствами слоев и т.д.
Известен способ изготовления биметаллических деталей нефтегазопромыслового устьевого оборудования [1] включающий изготовление основы из низколегированной стали, вставку металлической формы и обваривание по контуру, засыпку порошком, дегазацию, горячее изостатическое прессование, удаление формы.
Недостатком формы является сложность реализации и необходимость использования дорогостоящего оборудования для горячего изостатического прессования.
Наиболее близким по сути к предлагаемому решению является способ изготовления двухслойных втулок, который реализован в устройстве для изготовления двухслойных изделий трубчатой формы [2] и включает напрессование порошка на внутреннюю поверхность заготовки в жесткой матрице с центральным стержнем с последующей термообработкой.
К недостаткам способа можно отнести то, что при напрессовании порошка в слое возникает неблагоприятное распределение напряжений, которые могут привести к расслоениям и выкрашиваниям кромок после выпрессования. Указанный недостаток особенно очевиден в случае использования для напрессовывания порошков трудноформуемых материалов, таких как сферические бронзовые порошки, смеси металлических и керамических порошков и т.д.
В процессе напрессовывания слой уплотняемого порошка постоянно смещается относительно заготовки вплоть до остановки матрицы в крайнем положении, что препятствует образованию прочных соединений порошка слоя и основы. Для соединения, полученного по данному способу, характерна малая прочность при сдвиге слоя относительно основы как после напрессовки, так и после термообработки, что ограничивает возможности дополнительной деформации слоя, например, при калибровании или доуплотнении.
В заявляемом способе втулку основу помещают в матрицу с зазором 0,05 - 0,2 мм, а внутри втулки размещают стальной стержень с высокой твердостью и диаметром, равным внутреннему диаметру напрессовываемого слоя. В зазор между внутренней поверхностью втулки и стержнем засыпают порошок и осуществляют напрессовывание слоя пуансонами.
Во избежание выкрашивания торцов напрессованного слоя и его отслоения после выпрессовки центрального стержня предлагается в качестве основы двухслойной втулки использовать спеченную порошковую или монолитную заготовку 1 (фиг. 1), оснащенную выступами на торцевых поверхностях, которые на конечной стадии процесса напрессовки порошка на внутреннюю поверхность втулки деформируют таким образом, что напрессованный слой 2 оказывается ограничен ими с торцов, что создает благоприятное распределение напряжений в слое и способствует его удержанию на поверхности втулки после извлечения центрального стержня, во время припекания и дополнительной деформации.
Выступы могут быть изготовлены различными способами: при прессовании в случае использования спеченной порошковой заготовки, течением и т.д.
Форма выступов выбрана таким образом, что они не препятствуют движению порошка в момент засыпки, а при приложении нагрузки со стороны пуансонов металл выступов течет в направлении центрального стержня. Внутренняя поверхность выступов цилиндрическая поверхность с диаметром, равным внутреннему диаметру заготовки. Наружная поверхность выступов усеченный конус с меньшим основанием, превышающим диаметр втулки на 0,2 0,7 мм (из соображений обеспечения технологичности изготовления заготовки за счет устранения острых кромок), и углом при вершине  . При углах менее
. При углах менее  смещение материала в направлении стержня недостаточно, при углах более
смещение материала в направлении стержня недостаточно, при углах более  для деформации требуется значительное усилие. Высота выступа определяется в соответствии с толщиной напрессовываемого слоя и типом порошка, а также материалом заготовки.
для деформации требуется значительное усилие. Высота выступа определяется в соответствии с толщиной напрессовываемого слоя и типом порошка, а также материалом заготовки.
Напрессовывание слоя может осуществляться в жестких пресс-формах на обычных прессах по схеме одно- или двухстороннего прессования при использовании втулки-основы в качестве матрицы, радиальным уплотнением порошка и т.д. Преобладание сжимающих напряжений в слое позволяет также использовать способ для напрессовывания порошков труднодеформируемых материалов.
По окончании процесса напрессовывания осуществляют выпрессовку заготовки из матрицы и стержня из заготовки, спекание и припекание слоя к основе и при необходимости доуплотнение слоя холодной деформацией в радиальном направлении с последующим отжигом для снятия напряжений.
Нагрев втулки в восстановительной среде после напрессовки приводит к снятию наклепа, спеканию порошка слоя и припеканию его к основе, что позволяет провести операцию доуплотнения внутреннего слоя без дополнительного нагрева заготовки. Термообработка заготовки после напрессовывания также, как и после доуплотнения слоя, может осуществляться в обычных проходных печах, используемых для производства порошковых деталей без дополнительных приспособлений и по обычным режимам.
Доуплотнение припеченного слоя осуществляется при комнатной температуре путем радиального уплотнения порошка при проталкивании через отверстие инструмента с конической рабочей поверхностью. В этом случае деформированные выступы удерживают внутренний слой от осевого смещения относительно основы. Применение радиального уплотнения, при котором в очаг деформации вовлекается ограниченный объем металла, позволяет использовать для этой операции пресс с небольшим максимальным усилием.
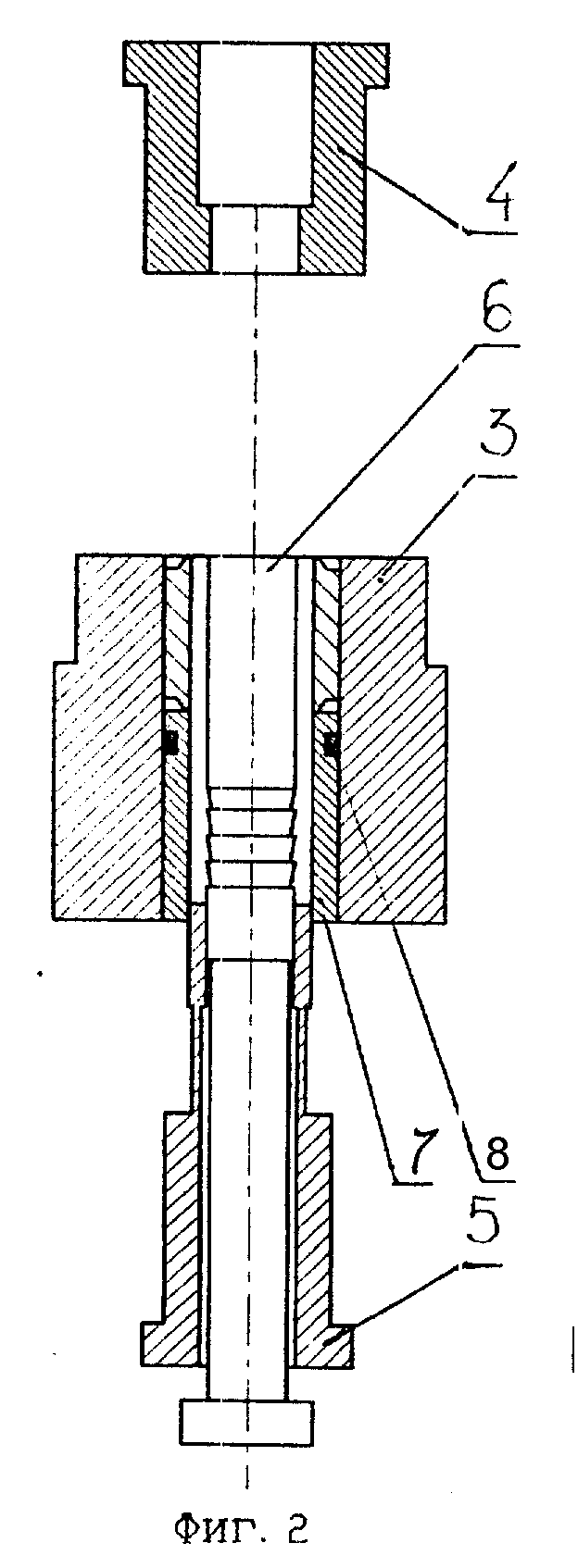
Пример. Для изготовления опытных образцов втулок со стальной основой и внутренним слоем (наружный диаметр основы 40 мм, внутренний диаметр слоя 20 мм, толщина слоя 2,5 мм, высота втулки 30 мм) использовался инструмент, описанный в прототипе. Основные части инструмента матрица 3, верхний 4 и нижний 5 пуансоны, неподвижный стержень 6 и подвижная вставка матрицы 7 с кольцевой канавкой и резиновым уплотнением 8 (фиг.2). Стержень имел протоки глубиной 0,5 мм и конической боковой поверхностью.
Перед началом напрессовывания порошка заготовка 1 помещалась в матрицу 3 с зазором 0,05 0,2 мм. Внутренняя поверхность заготовки, внутренняя поверхность вставки 7, торец нижнего пуансона 5 и цилиндрическая поверхность стержня образовывали камеру, в которую засыпался порошок.
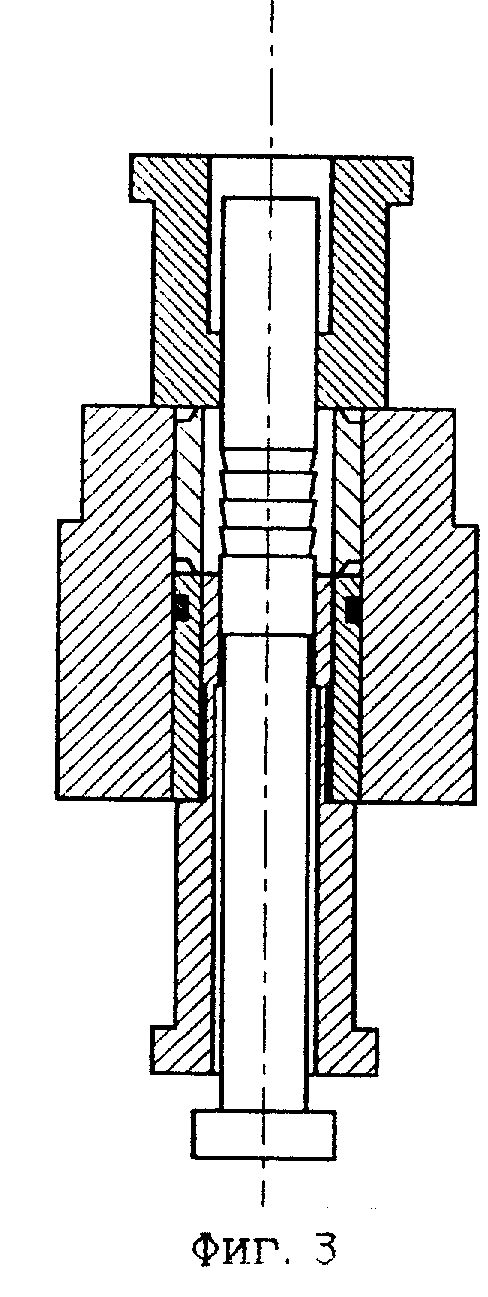
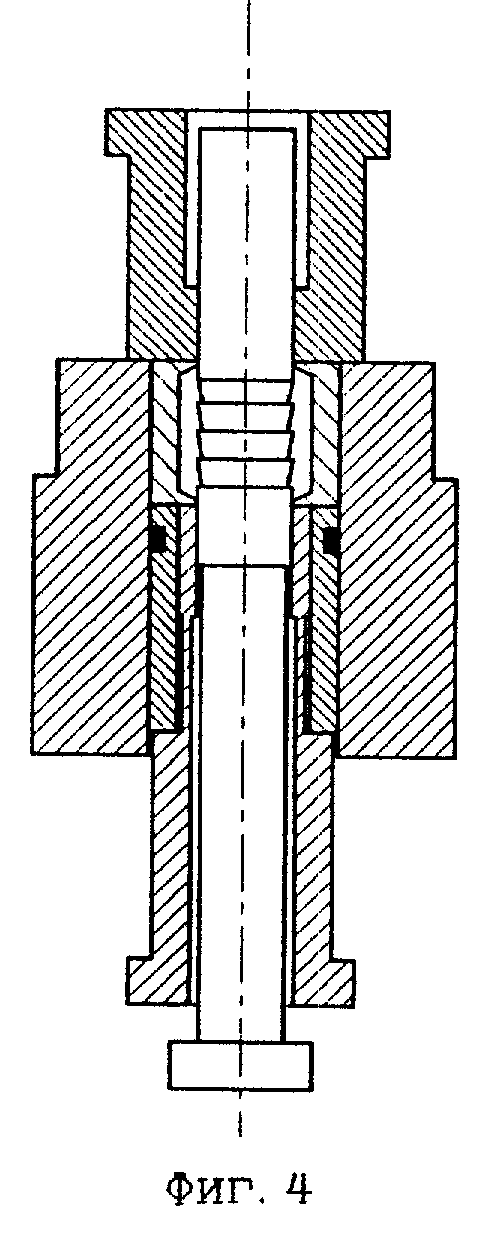
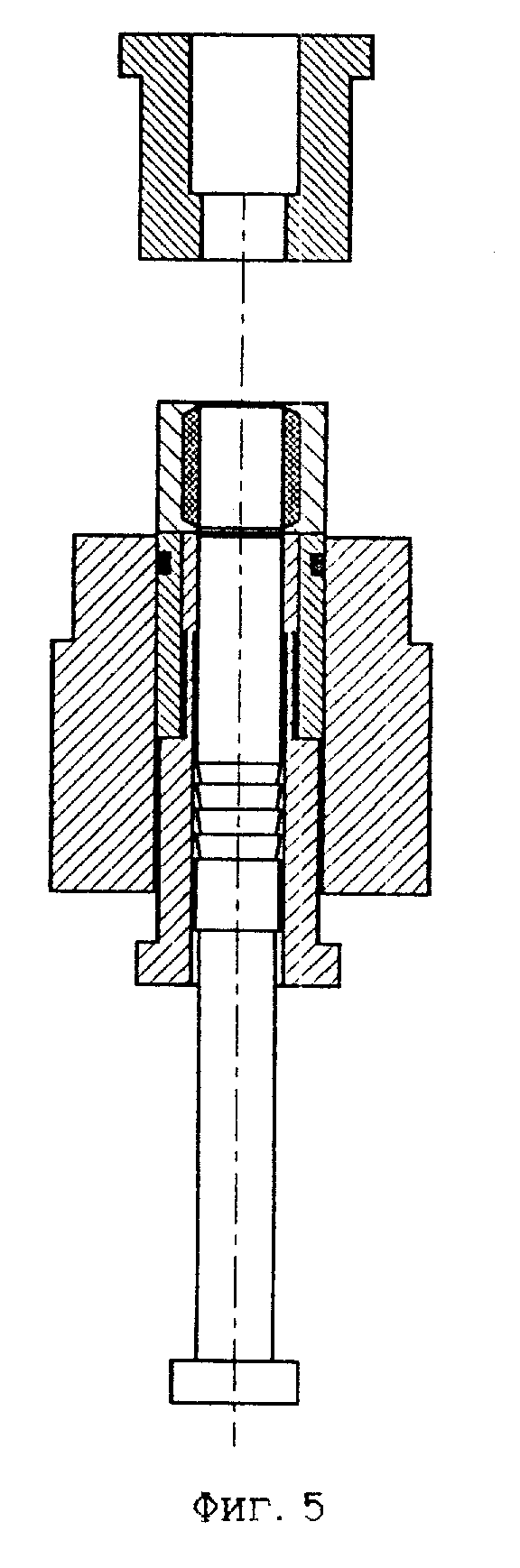
При ходе плунжера пресса вниз верхний пуансон упирался в кромку матрицы и перемещался вместе с ней и заготовкой относительно стержня. При этом происходило уплотнение порошка. При подходе блока матрица-вставка к крайнему нижнему положению (фиг.3) вставка 7 упирается в выступ нижнего пуансона 5. При дальнейшем ходе верхнего пуансона и матрицы вниз осуществляется сжатие втулки с напрессованным слоем в осевом направлении между неподвижной вставкой и верхним пуансоном (фиг.4). При этом выступы деформируются таким образом, что их материал течет в направлении центрального стержня. В крайнем положении инструмента расстояние между нижним торцом пуансона 4 и верхним торцом вставки 7 равно окончательной высоте двухслойной втулки. При выталкивании детали из матрицы нижним пуансоном 5 (фиг.5) она смещается относительно неподвижного стержня и за счет наличия канавок с конической боковой поверхностью происходит дополнительное уплотнение слоя в радиальном направлении.
Заготовки спекались в атмосфере водорода при  в течение 60 мин. Доуплотнение слоя осуществлялось дорнованием за один проход с припуском 0,5 мм. Отслоений и выкрашиваний в напрессованном слое после освобождения детали из матрицы, спекания и доуплотнения слоя не наблюдалось.
в течение 60 мин. Доуплотнение слоя осуществлялось дорнованием за один проход с припуском 0,5 мм. Отслоений и выкрашиваний в напрессованном слое после освобождения детали из матрицы, спекания и доуплотнения слоя не наблюдалось.
Для сравнения изготавливались такие же втулки без выступов и для всех образцов определялось усилие, необходимое для отрыва слоя от основы при приложении к торцу слоя усилия в осевом направлении после спекания. Для втулки, изготовленной по способу-прототипу, усилие составило 500 кг, для втулки, изготовленной по предлагаемому способу, усилие составило 1800 кг, а для той же втулки с удаленными после спекания торцевыми поверхностями усилие составило 1200 кг. Таким образом можно сделать вывод о том, что напрессовывание слоя по предлагаемому способу способствует лучшему его спеканию с основой.
Использование: для повышения прочности составных изделий, полученных методами порошковой металлургии, и при изготовлении биметаллических подшипников скольжения, фильтрующих трубчатых элементов с различными свойствами слоев и т. д. Сущность: во время изготовления заготовки детали ее оснащают выступами специальной формы, а в процессе напрессования слоя порошка на поверхность заготовки выступы деформируют так, что они ограничивают слой с торцов. Способ реализуется следующим образом. Заготовку детали с выступами помещают в матрицу. Между внутренней поверхностью заготовки и жестким центральным стержнем засыпают напрессованный порошок, который уплотняют пуансонами. В конце цикла уплотнения выступы деформируют так, что их материал течет в направлении центрального стержня и таким образом ограничивает напрессованный слой с торцов. После термообработки слой доуплотняют в радиальном направлении инструментом с конической рабочей поверхностью. Преимуществом предлагаемого способа перед аналогами является повышение прочности сцепления слоя с основой. 1 з.п. ф-лы, 5 ил.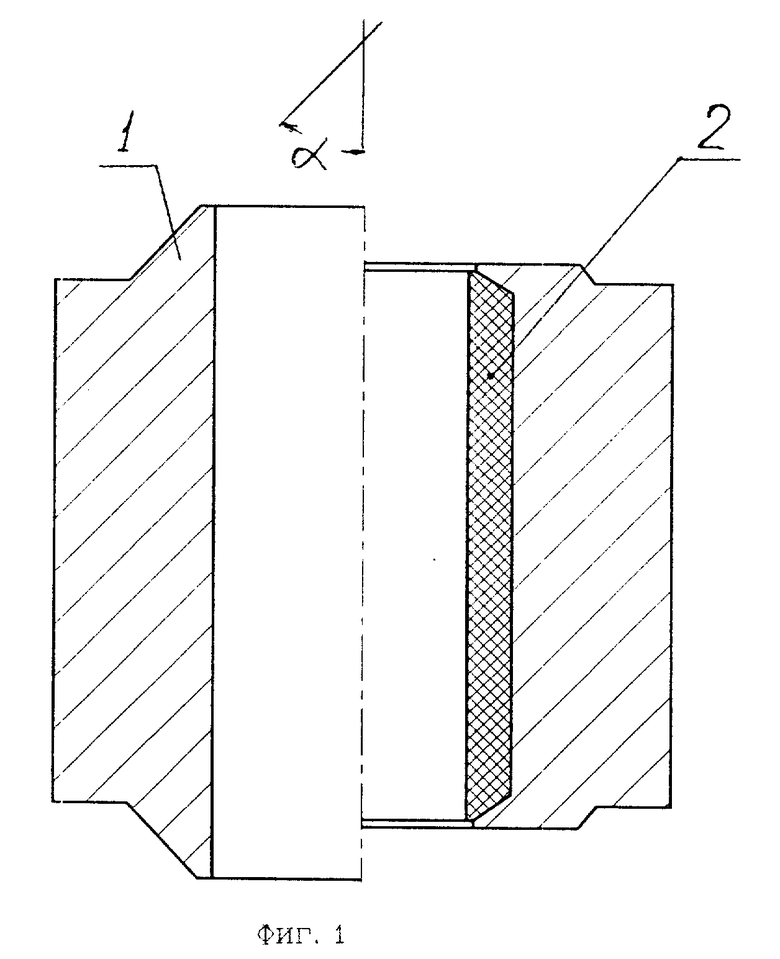
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1793996, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1084115, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
