Известно, что в вакуумной технике и в лабораторной практике часто приходится соединять герметически две какие-либо стеклянные вакуумные системы, изготовленные из двух сортов стекла с различными коэфициентами расширения. Делать это соединение путем обычной спайки в тех случаях, когда имеет место значительное расхождение коэфициентов расширения, не представляется возможным. Появляющиеся при этом натяжения ведут к растрескиванию места спайки. В этих случаях соединение обычно осуществляется при помощи специальных, хорошо пришлифованных деталей. Для получения герметичности пришлифованные поверхности смазывают специальными вакуумными смазками. Последний способ соединения довольно сложен, дорог и, кроме того, не вполне надежен, т.к. при его применении возможно ухудшение вакуума из-за попадания внутрь через неплотное соединение воздуха или же вследствие испарения смазки.
В настоящем изобретении спаивание стеклянных трубок с различными коэфициентами расширения производится следующим образом.
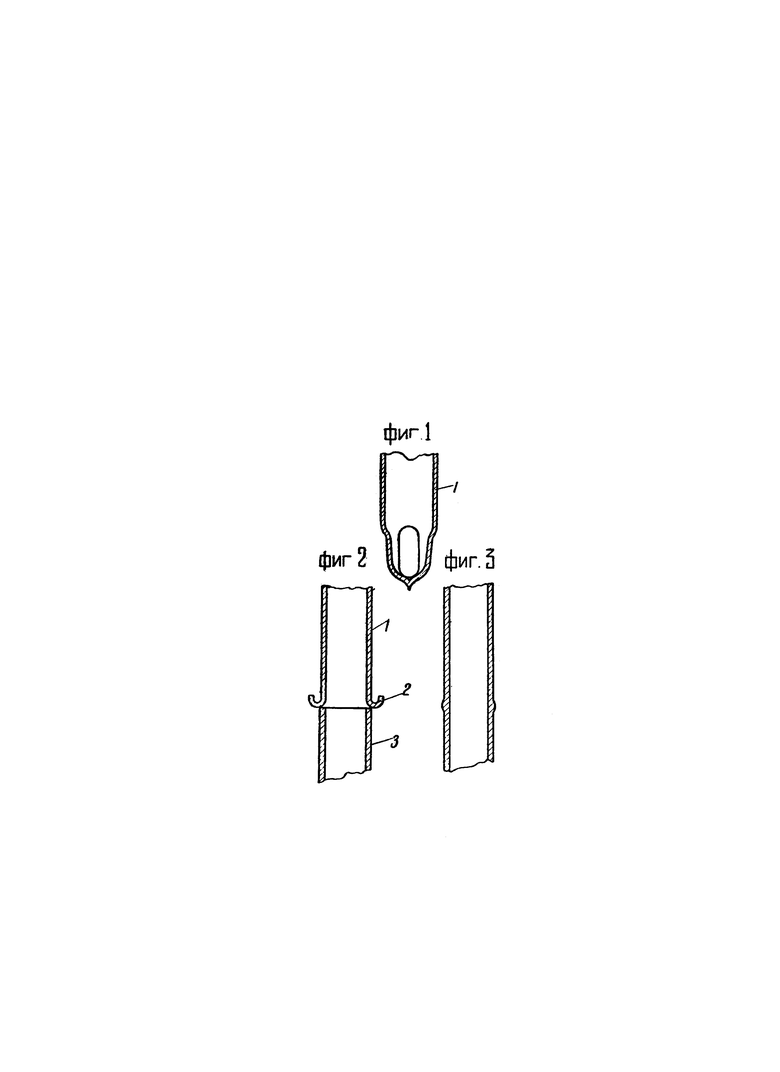
Как видно из прилагаемого чертежа (фиг. 1), одну из трубок на конце суживают и в нее закладывают кусочек стекла, из которого изготовлена другая трубка, с которой надлежит выполнить соединение. После этого конец трубки вместе с заложенным в нее кусочком стекла прогревают до плавления, затем трубку 1 раздувают и края ее 2 развертывают, как показано на фиг. 2. Затем к краю 2 приставляют трубку 3 и спаивают на пламени горелки. Законченное соединение будет иметь вид, указанный на фиг. 3.
Такой же результат спаивания указанных трубок может быть достигнут в том случае, если вместо кусочка стекла, из которого изготовлена припаиваемая трубка, вложить в трубку 1 кусочек стекла, имеющего коэфициент расширения, промежуточный между коэфициентами расширения обеих спаиваемых трубок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛЯННОЙ ПРЯМОУГОЛЬНОЙ РАМКИ ДЛЯ ОБОЛОЧКИ ВАКУУМНОГО ЛЮМИНЕСЦЕНТНОГО ПРИБОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2142436C1 |
| Способ соединения стеклянных трубок разного диаметра | 1980 |
|
SU903314A1 |
| Устройство для спаивания капилляра с трубкой | 1983 |
|
SU1098914A2 |
| ЗАКАЛЕННОЕ ВАКУУМНОЕ СТЕКЛО | 2016 |
|
RU2731550C1 |
| Способ фронтального мостовидного протезирования | 1926 |
|
SU11089A1 |
| Способ изготовления экрана электроннолучевой трубки для электростатической записи | 1976 |
|
SU597029A1 |
| Устройство для спаивания стеклянных трубок | 1973 |
|
SU510442A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ОДНОГО ТИПА ЗАКАЛЕННОГО ВАКУУМНОГО СТЕКЛА | 2016 |
|
RU2690981C1 |
| СБОРКА МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ И ДЕТАЛИ, ВЫПОЛНЕННОЙ ИЗ КЕРАМИЧЕСКОГО МАТЕРИАЛА НА ОСНОВЕ SiC И/ИЛИ НА ОСНОВЕ С | 2006 |
|
RU2427555C2 |
| Способ изготовления стеклянного крана | 1982 |
|
SU1049441A1 |
1. Способ спаивания стеклянных трубок с различными коэфициентами расширения, отличающийся тем, что в суженную часть одной из спаиваемых трубок, с целью создания между спаиваемыми трубками слоя стекла с промежуточным коэфициентом расширения, помещают кусок стекла с коэфициентом расширения второй трубки, нагревают конец трубки до плавления, раздувают и развертывают края, после чего к последним приплавляют вторую трубку.
2. Прием выполнения способа по п. 1, отличающийся тем, что, вместо куска стекла из второй трубки, применяют стекло с коэфициентом расширения промежуточного значения между спаиваемыми трубками.
