ма с зажимами дпя установки л фиксации разрезаемо го проката. Для обеспечения возможности резки проката с несеободными торцами, полый цилиндр вьтолнен разъемным в продольном направлении.
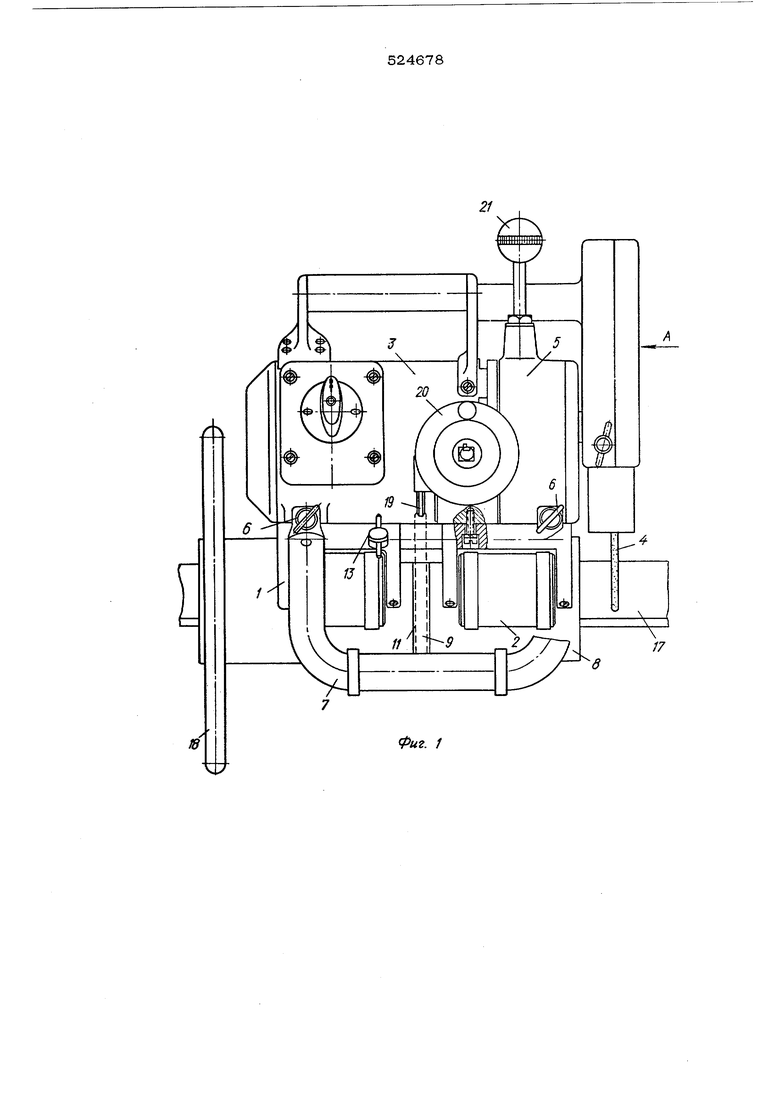
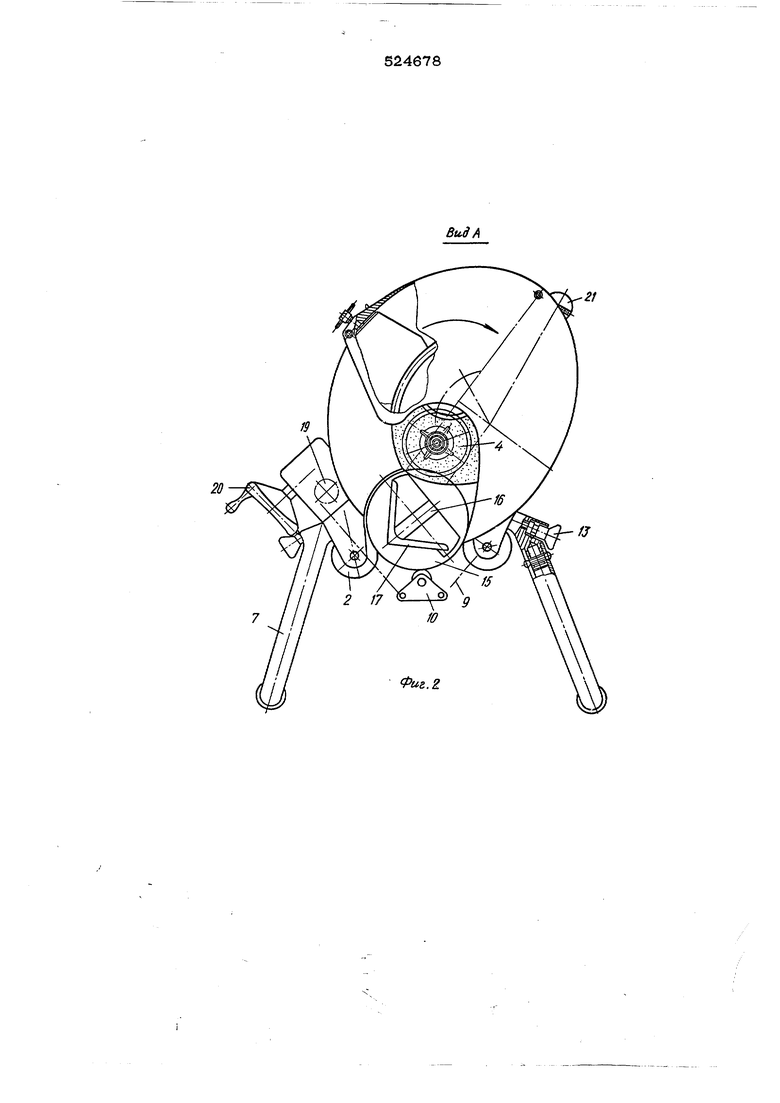
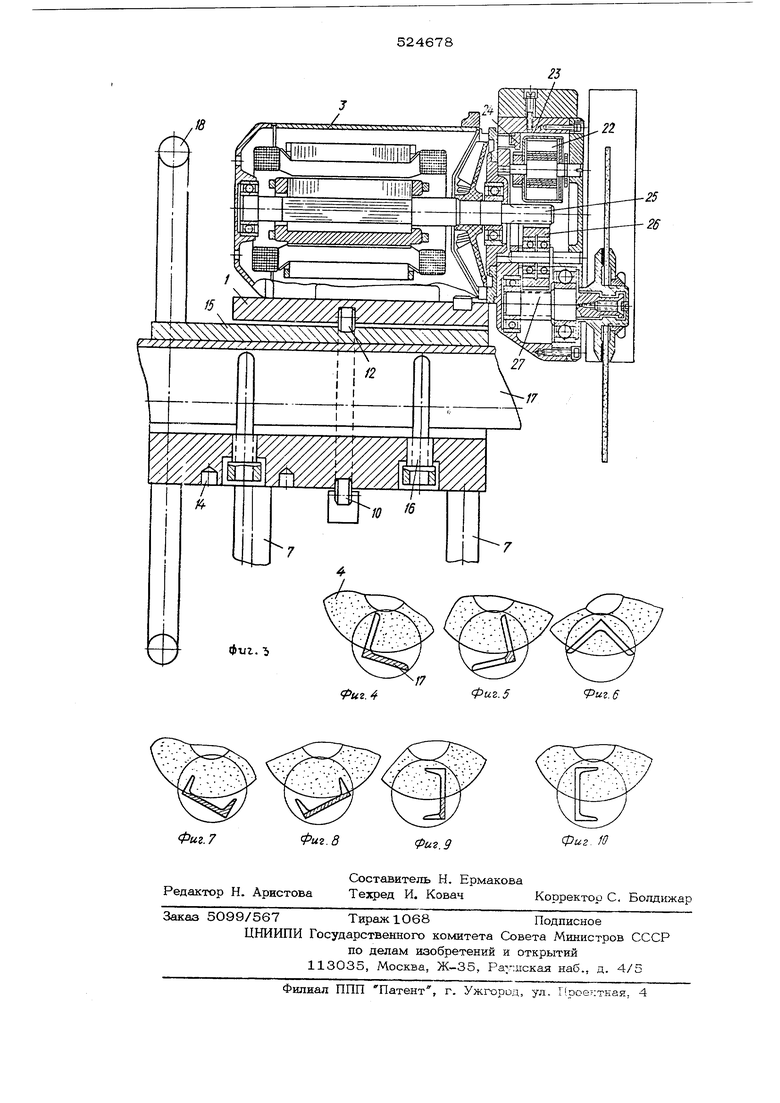
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - ввд по стрелке А на фиг. 1; на фиг. 3 - то же, разрез; на фиг. 4, 5, и 6 - схема последовательности резки уголка, размещенного в полом 0 цилиндре устройства; на фиг. 7, 8, 9, и 1Qсхема последовательности резки швеллера, расположенного в полом цилиндре устройст ва.
Устройство состоит из рамы 1 с опорньв- i6 ми роликами 2, на которой установлен привод 3 режущего инструмента 4 и поворотный редуктор 5, обеспечивающий автоматическую подачу инструмента 4 на врезание одновременно с его вращением. К корпусу 20 рамы 1 при помощи зажимов- 6 жестко присоединены опорные кронщтейны 7. Поворотный полый цилиндр 8 поджимается к основа нию рамы 1 с помощью цепного быстродейс- вующего зажима 9 с роликом 1О. Для предг 26 отвращения продольного смещения цилинд-. ра 8 на его наружной поверхности выполне- на кольцевая проточка 11, в которой размещается установленный на раме 1 направляющий ролик 12. В проточке 11 также разме- 30 щается ролик 1О цепного зажима 9. Дляфшрсирования цилиндров 8 относительно рамы 1 предусмотрены фиксаторы 13, выполненные в виде щтырей, и отверстия 14, расположек)ные на наружной поверхности цилиндра 8. 35 Внутри цилиндра 8 помещены опорная призма 15 и зажимы 16 для установки и фиксации разрезаемого проката 17. Цилиндр 8 может быть выполнен разъемным в продольном направлении. Это обеспечивает возможность 40 резки проката, торцы которого заделаны, чтХ) часто встречается при выполнении монтажных работ. Цилиндр 8 снабжен рукояткой 1, предназначенной для его вращения.
Резка проката устройством осуществляет
ся следующим образом.
Устройство устанавливают на какуй -либс опору. В исходном положении цилиндр 8 быть размещен между опорными ролика- 50 ми 2 и направляющим роликом 12, к которым он поджимается при помощи цепного зажима 9, закрепленного одним концом к подпружиненному захвату (на фиг. не показан) а другим - к звездочке 19, установленной 56 на валу червячной щестерни, на червяке которой имеется маховичок 20. Редуктор 5 с режущим инструментом 4 устанавливают в верхнее положение и стопорят рукояткой 21 В цилиндр 8 помещают разрезаемый прокат 60
и закрепляют зажимами 16, после чего цилиндр 8 поворачивают с помощью рукоятки 18 в оптимальное положение для резки проката например уголка (см. фиг. 4), и фиксируют штырями 13. Затем включают привод 3, ру кояткой 21 освобождают поворотный редук-i тор 5, который, перемещаясь под действием пружинного двигателя 22 подводит режущий инструмент 4 к разрезаемому уголку. При этом щестерня 23 обкатьгеается по неподвижному сектору 24 и разворачивает по воротный редуктор 5 в направлении резания, обеспечивая таким образом автоматическую подачу на врезание. При включении привода 3 шестерня 25, вьшолненная на конце вала двигателя, через промежуточную щестерню 26 вращает щестерню 27, установленную на шпинделе, и режущий инструмент 4. noctле прорезки одной полки уголка режущий инструмент 4 выводят из пропила, цилиндр 8 освобождают от фиксаторов и поворачивают за рукоятку 18 в положение, изображенное на фиг. 5, а после прорезки второй полки :уголка, в положение, изображенное на фиг. 0 Резка швеллера производится также поэтапно (см. фиг. 7-10).
Для разки профиля с несвободными торйаКш цилиндр 8 выполняют разъемным. В этом случае обе половины цилиндра 8 устанавлнрают на разрезаемом профиле и скрепляют Между собой. Затем на него устанавливают раму 1 с приводом 3 и редуктором 5 таким образом, чтобы направляющий ролик 12 разместился в кольцевой проточке 11, а опорные ролики 2 поджались к наружной поверх-; ности цилиндра 8. Раму 1 закрепляют цепным зажимом 9. Резка профиля с заделанными торцами ведется посредством поэтапного обкатывания рамы 1 вокруг циливдра 8.
Рама 1 может относиться не только к описанному вьщ1е трубоотрезному устройству, но и к другим устройствам для резки профильного и трубного проката в заготовительных цехах и на монтаже, например, к маятни45ковым пилам.
Формула изобретения
Устройство для резки профильного проката посредством переЬосных станков, снабженное опорой для разрезаемогб материала, отличающееся Tew, что, с целыф обеспечния возможности использования для резки Переносных труборезов, обкатьюающих ся вокруг разрезаемой трубы, опора для разрезаемого материала выполнена в виде направляющей трубы с кольцевой наружной ка навкой для осевой фиксации трубореза с зажимами внутри трубы, предназначенными для закрепления разрезаемого профиля. Фиг. 1
2t

| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОРЕЗ | 1998 |
|
RU2140343C1 |
| ТРУБОРЕЗ | 1999 |
|
RU2152851C1 |
| ТРУБОРЕЗ | 2003 |
|
RU2259904C1 |
| Цепной труборез | 1979 |
|
SU1011037A3 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1987 |
|
SU1579657A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| ТРУБОРЕЗ | 2005 |
|
RU2281836C1 |
| ТРУБОРЕЗ | 1990 |
|
RU2025226C1 |
| РУЧНОЙ ТРУБОРЕЗ | 2023 |
|
RU2818056C1 |
| Устройство для резки труб | 1982 |
|
SU1098692A1 |