i1 Изобретение от}юсится к машнно1:троению и может быть использовано цля механизации транспортных операций при работе с профильным прокатом.; Известно устройство для подачи сортового проката к пресс-нЬжвицам, содержащее консольно-поворотный кран с электрической талью и захватом, подающий рольганг, приемный рольганг и приемно-укладочный механизм, содержа- ший каретки, приводимые пневмоцилиндрами, ролики, копирные ролики, рычаги и тележку С 1 3 Недостатками этого устройства явля ются сложность передачи проката больш длины при захвате его в одной точке, необходимость ручной кантовки проката на подающем рольганге, а также сложность конструкции приемио-укладочного механизма, связанная с необходимостью раскрывания створок рольганга для сброса заготовок в тележку под приемным рольгангом. Наиболее близким к. предлагаемому п технической сущности и достигаемому ре зультату является устройство для подач профильного проката в пресс-ножницы, содержащее стеллаж, перегружатель, выполненный в виде многоцепного конвейера с механизмом поштучной подачи проката с приводом, подающий роликовый конвейер с приводом, мерный упор, приемный роликовый конвейер и сбрасыватели с приводом L 1. Однако известное устройство не рассчитано на подачу различных видов профильного проката - уголков, швеллеров, двутавров и др,, в то время как пресс-ножницы являйтся универсальным оборудованием. Устройство не имеет кантователя проката после перекладки е на подающий рольганг, а так как прокат должен строго определенно подаваться в инструмент пресс-ножниц, то его приходится кантовать вручную. Кроме того сброс отрезанных заготовок с. приемног рольганга происходит после того, как отрезанная заготовка переместится до конечного упора приемного рольганга, что требует времени, причем чем меньш длина отрезаемой заготовки, тем это время больше. Вследствие этого время цикла увеличивается, что снижает произ водительность пресс-ножниц. Механизм мерной резки устройства имеет сложную конструкцию, так как вьшолнен из семи жестко соединенных между собой кареток с установленными на них на равном расстоянии упорами-рычагами, подъем и 62 опускание KOTopi-ix осуиюстгугяется от пневмоцилинцров. Цель изобретения - обеспечение возможности подачи проката различного типоразмера и увеличение производительности устройства. Поставленная цель достигается тем, что устройство для подачи профильного проката в пресс-ножницы, содержащее стеллаж, перегружатель, выполненный в виде многоцепного конвейера с механизмом поштучной подачи проката с приводом, подающий роликовый конвейер с приводом, мерный упор, приемный роликовый конвейер и сбрасыватели с приводом, снабжено установленной над многоцепным конвейером траверсой с механизмами подъема, подающий роликовый конвейер снабжен цепными кантователями, установленными между отдельными секциями конвейера, механизм поштучной подачи проката снабжен спаренными, с профильтрованными вырезами, дисками, установленными на ведущем валу многоцепного конвейера с возможностью независимого вращения относительно вала и фиксированного разворота друг относительно друга. Каждый цепной кантователь может быть снабжен механизмом подъема в виде силового цилиндра, при этом неприводные звездочки кантователя снабжены качающимися двуплечими рычагами с противовесами. Кроме тогю, сбрасыватели могут быть снабжены силовыми цилиндрами и поворотными рычагами, один из которых установлен стационарно у пресс-ножниц, а другой жестко связан с мерным упором. На фиг. 1 изображено устройство, общий вид, в плане; на фиг. 2 - разрез Ана фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. ; на фиг. 5 - разрез Г-Г на фиг. 4| на фиг. 6 - разрез Д-Д на фиг. 1; на фиг. 7 - узел Г на фиг. 1; на фиг. 8 узел П на фиг. 1; на фиг. 9 - разрез Е-Е на фиг. 7. Устройство содержит взаимосвязанные системой управления пресс-ножйицы 1 и трайспортные части - стеллаж с многоцепным конвейером 2 и механизмом 3 поштучной передачи проката, передвижную траверсу 4, подающий роликовый коцвейер 5 с цепными кантователями 6 и приемный роликовый конвейер 7 с мерным упором 8 и сбрасывателем 9 проката.
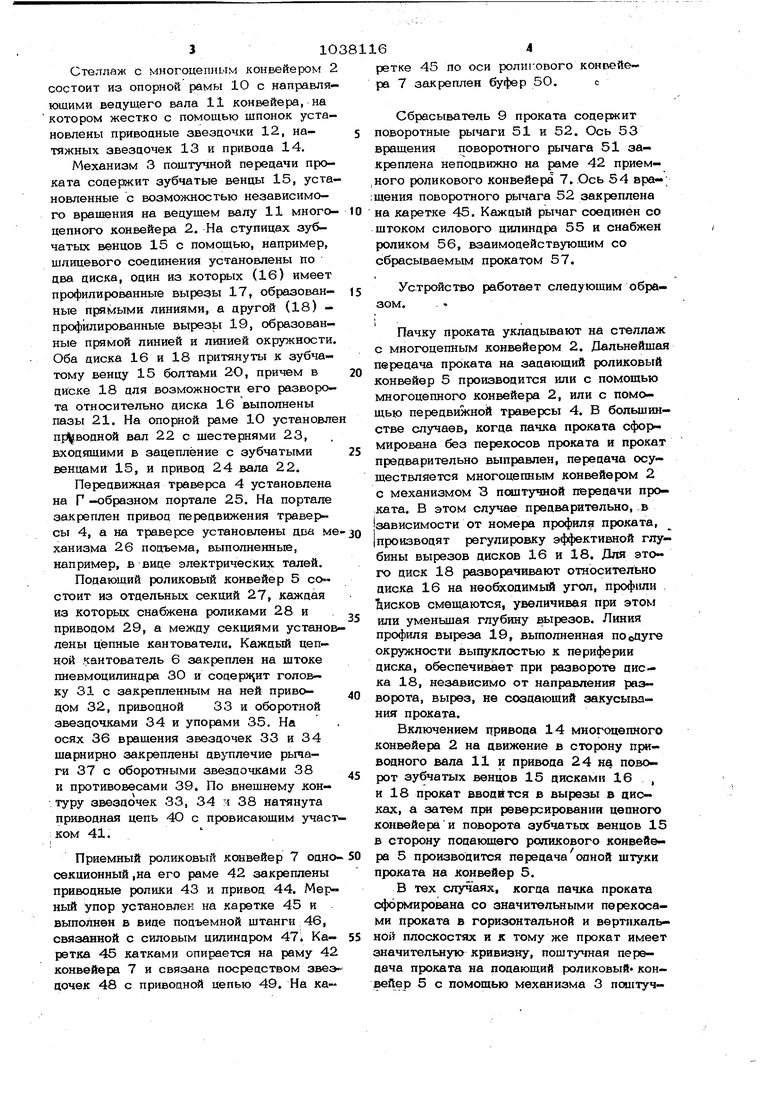
Стеллаж с многоценным конвейером 2 состоит из опорной рамы 1О с направляющими веаущего вала 11 конвейера, на котором жестко с помощью шпонок установлены приводные звезцочки 12, натяжных звезцочек 13 и привода 14,
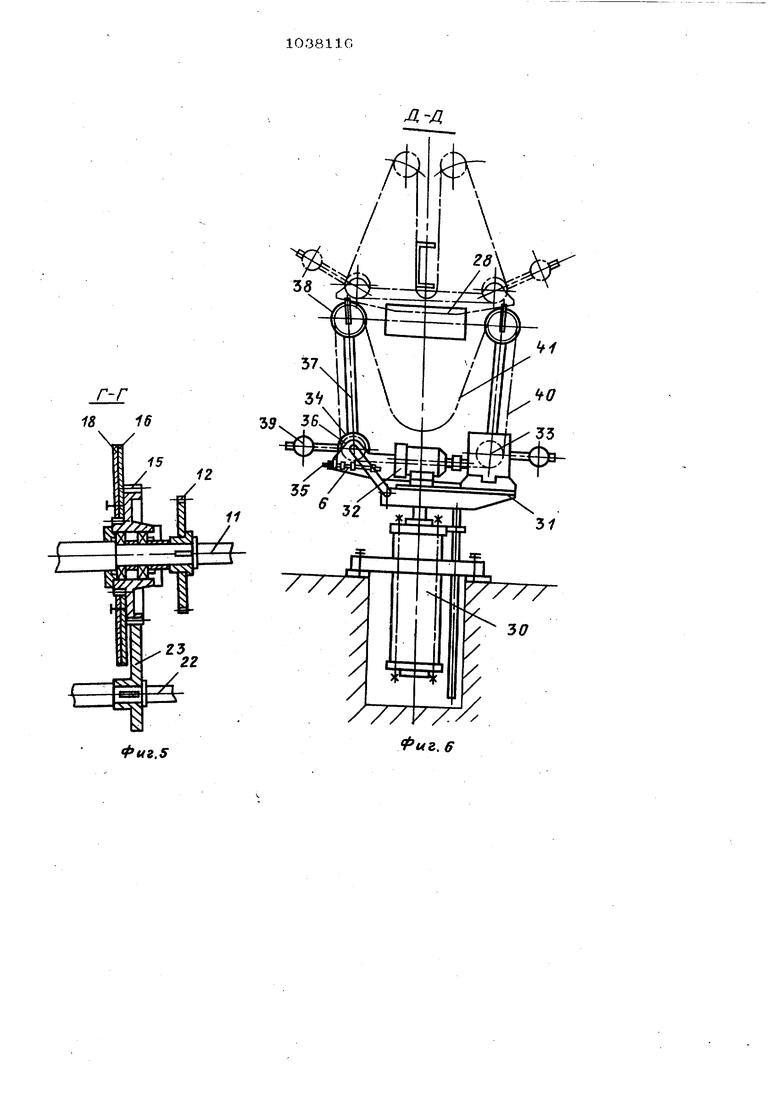
Механизм 3 поштучной передачи проката содержит зубчатые венцы 15, установленные с возможностью независимого вращения на ведущем валу 11 многоцепного конвейера 2. На ступицах зубчатых венцов 15 с помощью, например, щлицевого соединения установлены по два диска, один из которых (16) имеет профилированные вырезы 17, образованные прямыми линиями, а другой (18) - профилированные вырезы 19, образованные прямой линией и линией окружности. Оба диска 16 и 18 притянуты к зубчатому венцу 15 болтами 20, причем в диске 18 для возможности его разворота относительно диска 16 выполнены пазы 21. На опорной раме 10 установле пр водной вал 22 с щестернями 23, входящими в зацепление с зубчатыми
венцами 15, и привод 24 вала 22.
Передвижная траверса 4 установлена на Г -образном портале 25. На портале закреплен привод передвижения траверусы 4, а на траверсе установлены два ме ханизма 2в подъема, выполненные, например, в вице электрических талей.
Подающий роликовый конвейер 5 состоит из отдельных секций 27, каждая из которых снабжена роликами 28 и приводом 29, а между секциями установ лены цепные кантователи. Каждый цепной кантователь 6 закреплен на штоке пневмоцилиндра ЗО и содерх ит головку 31 с закрепленным на ней приводом 32, приводной 33 и оборотной звездочками 34 и упорами 35. На осях 36 вращения звездочек 33 и 34 шарнирно закреплены двуплечие рычаги 37 с оборотными звездочками 38 и противовесами 39. По внешнему контуру звездочек 33, 34 t 38 натянута приводная цепь 4О с провисающим участком 41.
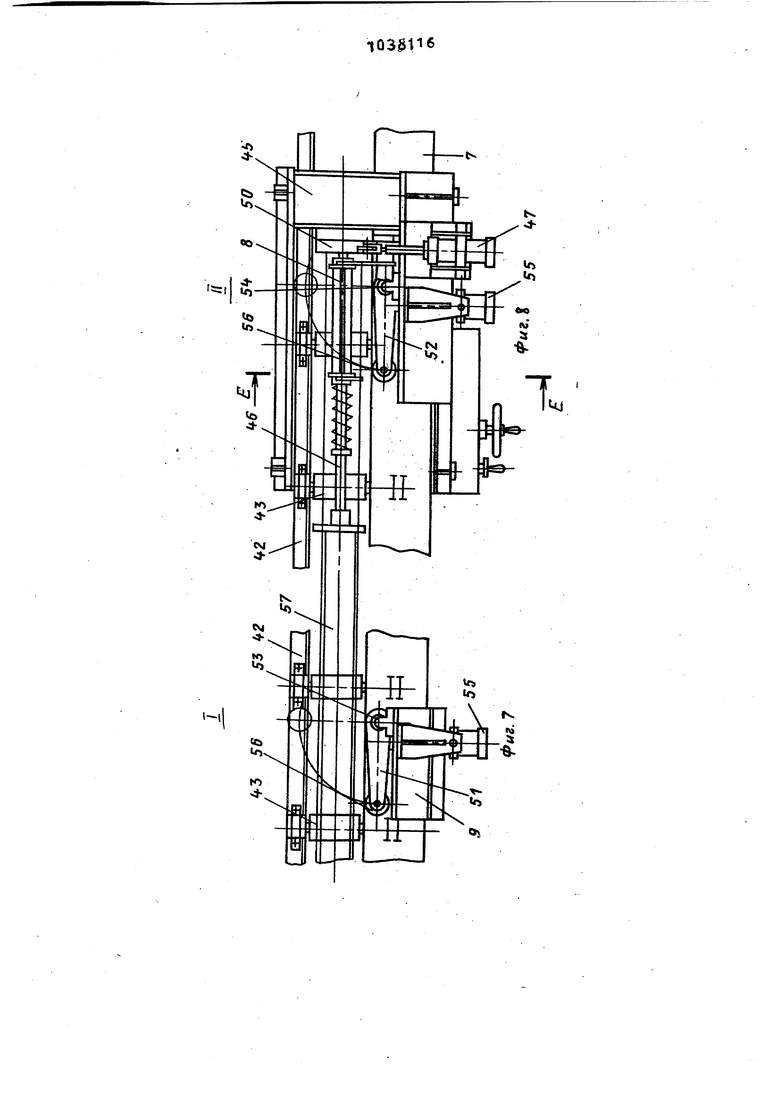
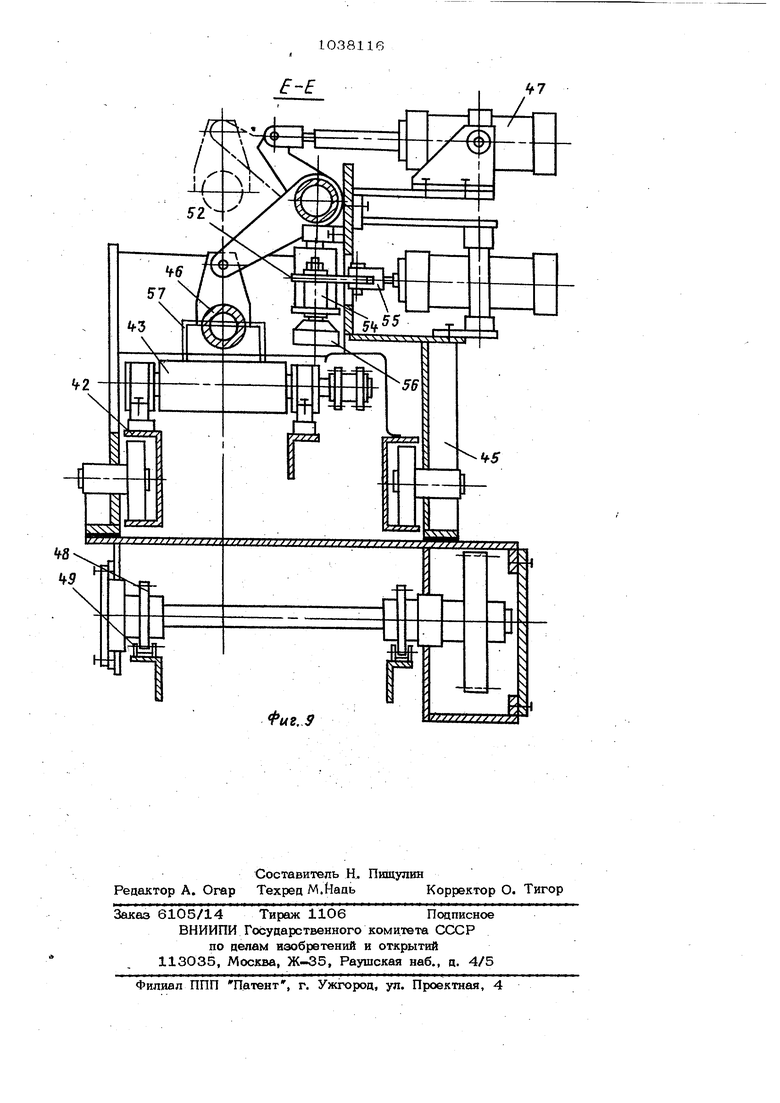
Приемный роликовый конвейер 7 одно секционный ,на его раме 42 закреплены приводные ролики 43 и привод 44. Мерный упор установлен на Каретке 45 и выполнен в виде подъемной щтанги 46, связанной с силовым цилиндром 47 Ка- ретка 45 катками опирается на раму 42 конвейера 7 и связана посредством звездочек 48 с приводной цепью 49. На ка
ретке 45 по оси ролиг.ового конвейера 7 закреплен буфер 50.с
Сбрасыватель 9 проката содержит поворотные рычаги 51 и 52. Ось 53 вращения поворотного рычага 51 закреплена неподвижно на раме 42 прием,ного роликового конвейера 7. Ось 54 вра-
:щения поворотного рычага 52 закреплена на каретке 45. Каждый рычаг соединен со штоком силового цилиндра 55 и снабжен роликом 56, взаимодействующим со сбрасываемым прокатом 57.
Устройство работает следующим образом.
Пачку проката укладывают на стеллаж с многоцепным конвейером 2. Дальнейша передача проката на задающий роликовый конвейер 5 производится или с помощью многоцепного конвейера 2, или с помощью передвижной траверсы 4. В большинстве случаев, когда пачка проката сфорь. мирована без перекосов проката и прокат предварительно выправлен, передача осуществляется многоцепным конвейером 2 с механизмом 3 поштучной передачи проката. В этом случае предварительно, в зависимости от номера профиля проката, производят регулировку эффективной глубины вырезов дисков 16 и 18. Для этого диск 18 разворачивают относительно диска 16 на необходимый угол, профили фисков смещаются, увеличивая при этом или уменылая глубину вырезов. Линия профиля выреза 19, вьшолненная пооДуге окружности выпуклостью к периферии диска, обеспечивает при развороте диска 18, независимо от направления разворота, вырез, не создающий закусывания проката.
Включением привода 14 многоцепного конвейера 2 на движение в сторону приводного вала 11 и привода 24 на поворот зубчатых венцов 15 дисками 16 , и 18 прокат вводится в вырезы в дисках, а затем при реверсировании цепного конвейера и поворота зубчатых венцов 15 в сторону подающего роликового конвейера 5 производится передача одной штуки проката на конвейер 5.
В тех случаях, когда пачка проката сформирована со значительными перекосами проката в горизонтальной и вертикальной плоскостях и к тому же прокат имеет значительную кривизну, поштучная передача проката на подающий роликовый конвейер 5 с помощью механизма 3 пот туч$10ной передачи затруцняется. В этом случа передача проката выполняется передвижной траверсой 4. С помощью механизмов 26 подъема на траверсе 4 производи ся захват сначала одного конца, а затем другого конца проката и перенос его на подающий роликовый конвейер 5. В исходном положении приводная цепь 40 кантователя 6 расположена ниж траектории движения проката на роликах 28 подающего роликового конвейера 5 и не мещает движению проката. Ес ли необходимо раскантовать прокат для возможности ввода его в ножи пресогножниц 1, в пневмоцилиндр 30 подается воздух на подъем щтока, кантователь 6 движется вверх, провисающий участок 41 цепи подхватывает прокат, приподнимая его над роликами 28 на необходимую высоту. По мере нагружения от проката провисающего участка 41 приводной цепи 40 кантователя 6 под действием натяжения в цепи 4О рычаги 37 поворачиваются по направлению к оси кантователя 6. Приводная цепь 4О охва- тывает прокат, дальнейщий поворот рычагов 37 ограничивается упорами 35. При повороте рычагов 37 обеспечивается надежный охват проката независимо от его профиля. Затем при включении привода 32 приводная цепь, перемещаясь относительно звездочек 33, 34 и 38, раскантовьшает прокат до требуемого положения. При срабатывании пневмо- 6 цилиндра 30 на ход вниз прокат остает- , ся на роликах 28. Рычаги 37 под действием веса противовесов возвращаются в исходное положение до упоров 35. При включении приводов 29 подающ€ - го роликового конвейера 5 и привода 44 приемного роликового конвейера 7 прокат перемещается, проходит пресс-ножницы и упирается в подъемную щтангу 46 мереного упора 8. После реза силовым цилиндром 47 mrajira 46 поднимается, позволяя продвинуться прокату по роликовому конвейеру 7 на некоторое расстояние до буфера на каретке 45 и обеспечивая тем самым выход отрезанного проката 57 из габарита пресс-ножниц 1. При срабатывании силовых цилиндров 55 рычаги 51 и 52 поворачиваются на необходимый угол и прокат 57 роликами 56 сбрасывается с роликов 43 конвейера 7. Для резки проката 57 на различные длины каретка 45 с мерным упором 8 при вращении звездочек 48 перемещает ся по приводной цепи 49, как по рейке, опираясь своими катками на раму 42 роликового конвейера 7. Независимо от длины разрезаемого проката 57 сброс его с роликов 43 осуществляется в двух точках опоры. Использо1зание изобретения позволяет обеспечить возможность подачи проката различного типоразмера и увеличить производительность устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Устройство для подачи труб к трубоотрезному станку | 1982 |
|
SU1031655A1 |
| Автомат для рубки прутков | 1974 |
|
SU519255A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1972 |
|
SU346153A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ БЕЗОТХОДНОЙ ЗАГОТОВКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1973 |
|
SU408730A1 |
| Механизированная линия для правки проката | 1975 |
|
SU513755A1 |
| Сортировочно-пакетирующая линия для обработки пиломатериалов | 1988 |
|
SU1555237A1 |
| Линия резки трубных заготовок | 1983 |
|
SU1077721A1 |
1. УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРОФИЛЬНОГО ПРОКАТА В ПРЕССНОЖНИЦЫ, содержащее стеллаж, перегружатель, вьшолненный в виде многоцепного конвейера с -механизмом поштучнЬй подачи проката с приводом, подающий роликовый конвейер -с приводом, мерный упор, приемный роликовый конвейер и срабатыватели с приводом, о т л и ч а-ю щ е е с я тем, что, с целью обеспечения возможности подачи проката раз ZJ 12 ff / 3 ...г/ A/7/tl i в« I ( I fvl) ДТШППОpi I Oiti Ci-Д; дя SSK ifOTafA личного типоразмера и увеличения производительности, оно снабжено установленной над многоцепным конвейером траверсой с механизмами подъема, подающий роликовый конвейер снабжен цепными кантователями, установленными между отдельными секциями конвейера, механизм поштучной подачи проката снабжен спаренными, с профилированными вырезами, дисками, згстановленными на ведущем валу многоцепного конвейера с возможностью независимого вращения относительно вала и фиксированного разворота друг о гнрсительно друга. 2.Устройство по п. 1, о т л и ч а ю щ е е с я тем, что каждый цепной кантоьатель снабжен механизмом подъема в вице силового цилиндра, при этом неприводные звездочки кантова- ля снабжены Качающимися двуплечими рычагами с противовесами. 3.Устройство по п. 1, О т л и чающееся тем, что сбрасыватели снабжены силовыми цилиндрами и поворотными рычагами, один из которых СО установлен стационарно с у пресс-ножниц, 00 а другой жестко связан с мерным упором. О5 I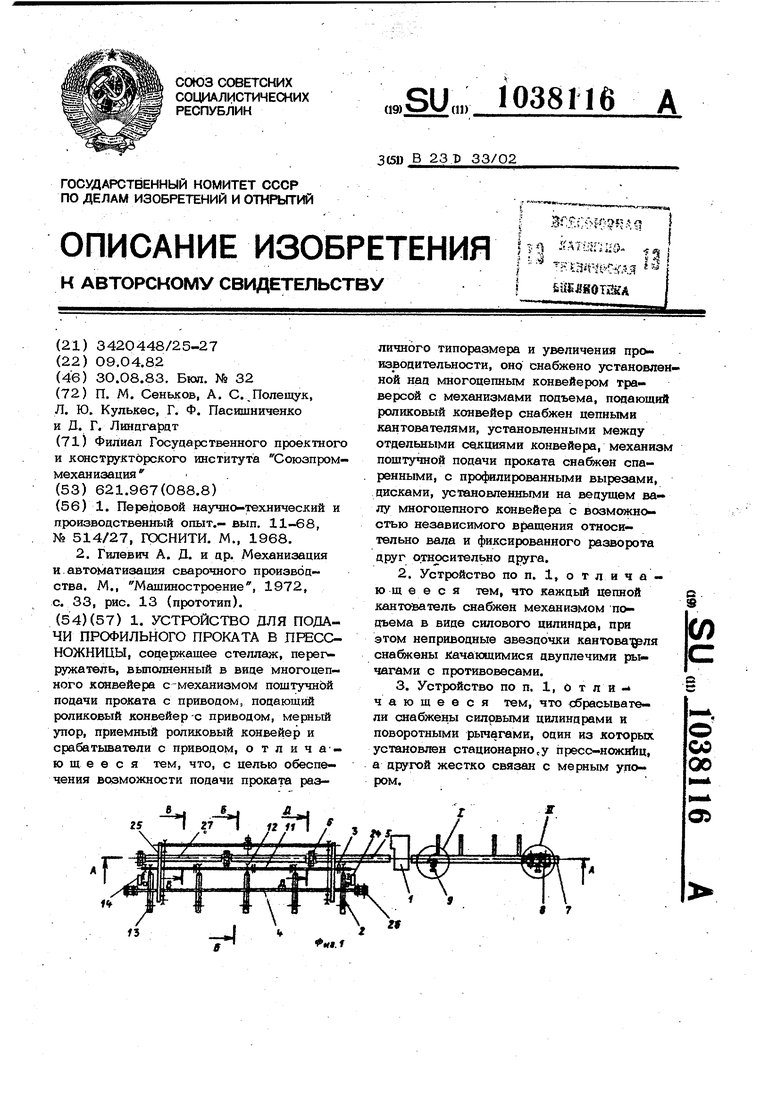
А А
«5 г
7
V4
1038116 6-6
Фиг.5
Фиг, 6
Е-Е
Фиъ,9
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Передовой научно-технический и производственный опыт.- вып, 11-68, № 514/27, ГОСНИТИ | |||
| М., 1968 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Гилевич А | |||
| Д | |||
| и др | |||
| Механизация и автоматизация сварочного производства | |||
| М., Машиностроение, 1972, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Насос | 1917 |
|
SU13A1 |
