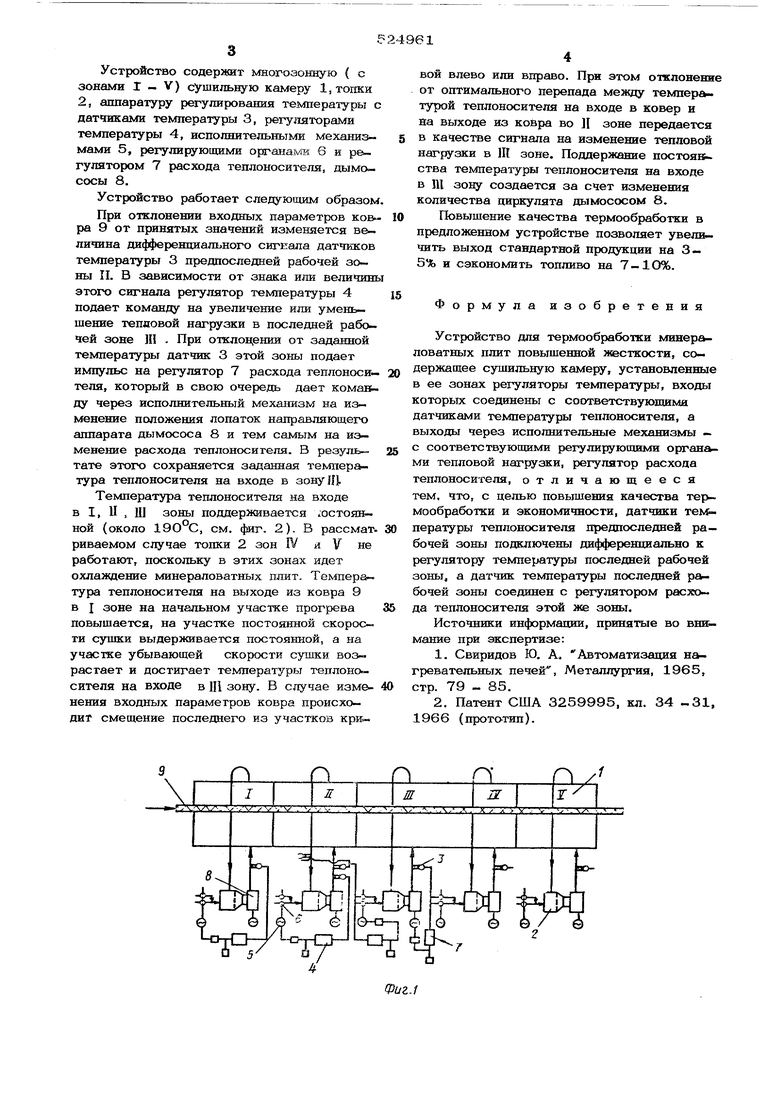
Устройство содержит многоаонную ( с зонами I - V) сушильную камеру 1, топки 2, аппаратуру регулирования темнературы с датчиками температуры 3, регуляторами температуры 4, исполнительными механизмами 5, регулирующими органаьш 6 и регулятором 7 расхода теплоносителя, дымососы 8,
Устройство работает следующим образом
При отклонении входных параметров ков- ра 9 от принятых значений изменяется величина дифференциальногчэ сигнала датчиков температуры 3 предпоследней рабочей зоны II. В зависимости от знака или величины этого сигнала регулятор температуры 4
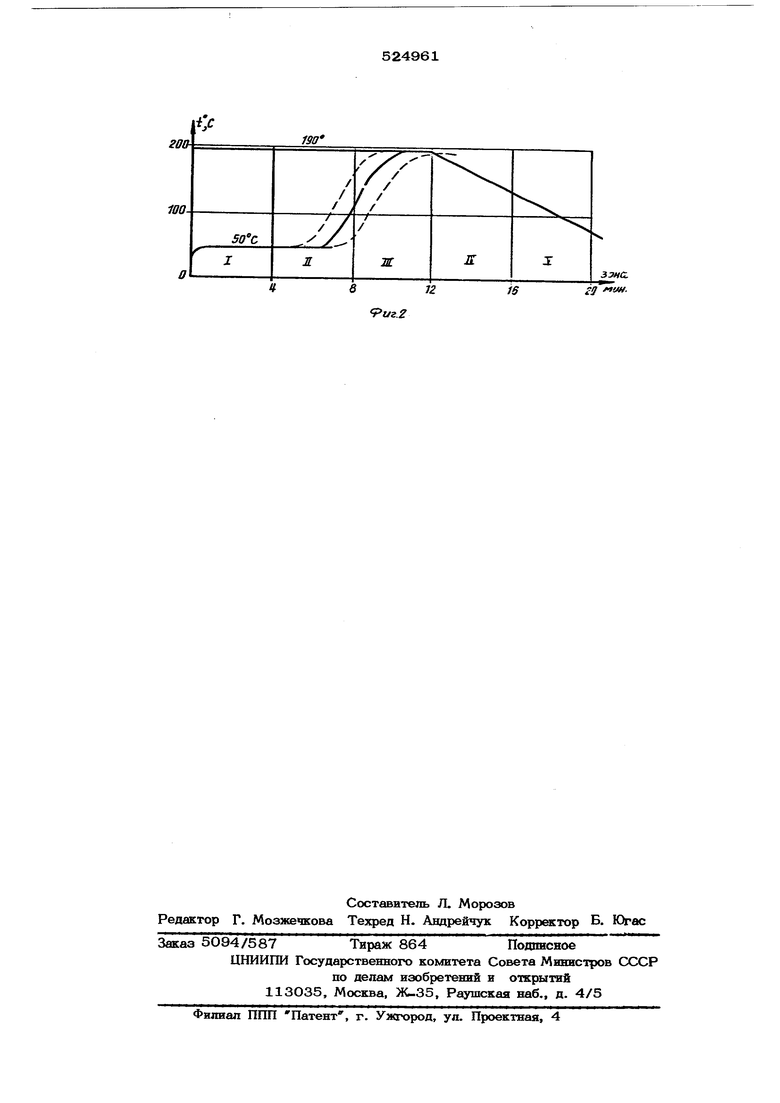
подает команду на увеличение или уменьшение тепловой нагрузки в последней рабочей зоне 1П . При отклоцении от заданной температуры датчик 3 этой зоны подает импульс на регулятор 7 расхода геплоноси- теля, который в свою очередь дает комав ду через исполнительный механизм на изменение положения лопаток направляющего аппарата дымососа 8 и тем самым на изменение расхода теплоносигеля. В результате этого сохраняется заданная температура теплоносителя на входе в зону Я Температура теплоносителя на входе в I, II , Ш зоны поддерживается постоянной (около 19О°С, см. фиг, 2). В рассматриваемом случае топки 2 зон IV и У не работают, поскольку в этих зонах идет охлаждение минераловатных плит. Телтера тура теплоносителя на выходе из ковра 9 в I зоне на начальном у час-псе прогрева повышается, на участие постоянной скорости сушки выдерживается постоянной, а на участке убывающей скорости сушки возрастает и достигает температуры теплоносителя на входе в Щ зону. В случае изменения входных параметров ковра происходит смещение последнего из участков кривой влево или вправо. При этом отклонение от оптимального перепада между температурой теплоносителя на входе в ковер и на выходе из ковра во Ц зоне передается в качестве сигнала на изменение тепловой нагрузки в 1П зоне. Поддержание постояв ства темпер атуры теплоносителя на входе в Ш зону создается за счет изменения количества циркулята дымососом 8.
Повышение качества термообработки в предложенном устройстве позволяет увеличить выход стандартной продукции на 3 5% и сэкономить топливо на 7 -10%.
Формула изобретения
Устройство для термообработки минераловатных плит повышенной ж/есткости, содержащее сушильную камеру, установленные в ее зонах регуляторы температуры, входы которых соединены с соответствуюпшми датчиками температуры теплоносителя, а выходы через исполнительные механизмы - с соответствующими регулирующими органами тепловой нагрузки, регулятор расхода теплоносителя, отличающееся тем, что, с целью повьш1ения качества термообработки и экономичности, датчики тем пературы теплоносителя предпоследней рабочей зоны подключены дифференциально к регулятору температуры последней рабочей зоны, а датчик температуры последней рабочей зоны соединен с регулятором расхода теплоносителя этой же зоны.
Источники информации, принятые во внимание при экспертизе:
1.Свиридов Ю. А. Автоматизация нагревательных печей. Металлургия, 1965, стр. 79 - 85.
2.Патент США 3259995, кл. 34 -31, 1966 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования режима тепловой обработки минераловатных плит в многозонном сушиле | 1976 |
|
SU573698A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕСТКИХ МИНЕРАЛОВАТНЫХ ПЛИТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2024444C1 |
| Способ автоматического управления режимом тепловой обработки минераловатных ковров в конвейерных многозонных камерах | 1977 |
|
SU643850A1 |
| Устройство для регулирования влажности сыпучих материалов | 1973 |
|
SU483659A1 |
| Система автоматического управления режимом сушки | 1981 |
|
SU954750A1 |
| Способ тепловой обработки минераловатного и стекловолокнистого ковра | 1986 |
|
SU1337264A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ И КОНТРОЛЯ ТЕМПЕРАТУРЫ ТЕПЛОНОСИТЕЛЯ СУШИЛКИ ЗЕРНА С ТЕПЛОГЕНЕРАТОРОМ, РАБОТАЮЩИМ НА ТВЕРДОМ ТОПЛИВЕ | 1996 |
|
RU2117227C1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ КОТЕЛЬНОЙ УСТАНОВКИ | 1998 |
|
RU2149310C1 |
| Система автоматического регулирования процесса сушки сыпучих материалов | 1981 |
|
SU1015211A1 |
| Устройство для автоматического управления процессом термообработки материала | 1988 |
|
SU1576819A1 |
П у
гооЗЭНС.
д мин.
