(54) СТЕНД ДЛЯ ИСПЫТАНИЯ ЧЕРВЯЧНЫХ РЕДУКТОРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ УСКОРЕННЫХ ИСПЫТАНИЙ ЧЕРВЯЧНЫХ РЕДУКТОРОВ | 2014 |
|
RU2580207C1 |
| СПОСОБ ОБКАТКИ КОРОБОК ПЕРЕМЕНЫ ПЕРЕДАЧ ТРАНСПОРТНЫХ СРЕДСТВ И СТЕНД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2500996C1 |
| СТЕНД ДЛЯ ИСПЫТАНИЙ КОНИЧЕСКОГО РЕДУКТОРА ПО СХЕМЕ ЗАМКНУТОГО КОНТУРА | 2015 |
|
RU2610940C1 |
| Стенд для испытания редукторов | 1979 |
|
SU838490A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1973 |
|
SU362654A1 |
| Стенд для обкатки агрегатов транспортного средства | 1978 |
|
SU718747A1 |
| ВЕТРОЭНЕРГЕТИЧЕСКАЯ УСТАНОВКА | 1995 |
|
RU2075637C1 |
| СПОСОБ И СТЕНД ДЛЯ ИСПЫТАНИЯ ПЕРЕДАЧИ С ГЛОБОИДНЫМ ЧЕРВЯКОМ | 2019 |
|
RU2716874C1 |
| Стенд для испытания редукторов | 1981 |
|
SU945711A1 |
| Стенд для испытания муфт сцепления | 1978 |
|
SU739359A1 |
1
Изобретение относится к области машиностроения И применяется для обкатки червячных редукторов по схеме замкнутого контура.
Известны стенды для обкатки червячных редукторов, выполненные по схеме замкнутого контура, содержащие приводной электродвигатель, замыкающие передачи, два нагружающих устройства и ручную червячную передачу, соединенную с приводом 1 .
Недостатками таких стендов являются ручное управление наращивания момента нагружения, вытягивание цепей нагружателей, черезмерный ИЗНОС звездочек цепных передач.
По технической сущности и достигаемому эффекту наиболее близким к предлагаемому изобретению является стенд, выполненный по схеме замкнутого контура, содержащий приводной электродвигатель, нагружающее устройство И замыкающие передачи 2.
Недостатком данных стендов я-вляется то что ОНИ не обеспечивают равномерного на- ращивания момента нагружения без включения ОДНОГО ИЗ обкатываемых редукторов, кроме ТОГО, система работы замыкающей передачи ненадежна и не позволяет вести проиесс обкатки редукторов в автоматическом режиме с изменением величины нагрузочного момента.
С целью автоматического и-зменения момента нагружения предлагаемый стенд снабжен раздаточной коробкой, электрически связанной с нагружающим устройством, а нагружающее устройство выполнено в виде перемешающегося в осевом напра&аении вала с упорами, двух зубчатых пар, в каждой из которых одна ИЗ щестерен соединена с валом резьбой, а другая - шпонкой, связывающей другие щестерни зубчатых пар пружины и взаимодействующих с упорами вала конечных путевых переключателей, управлртощих раздаточной коробкой.
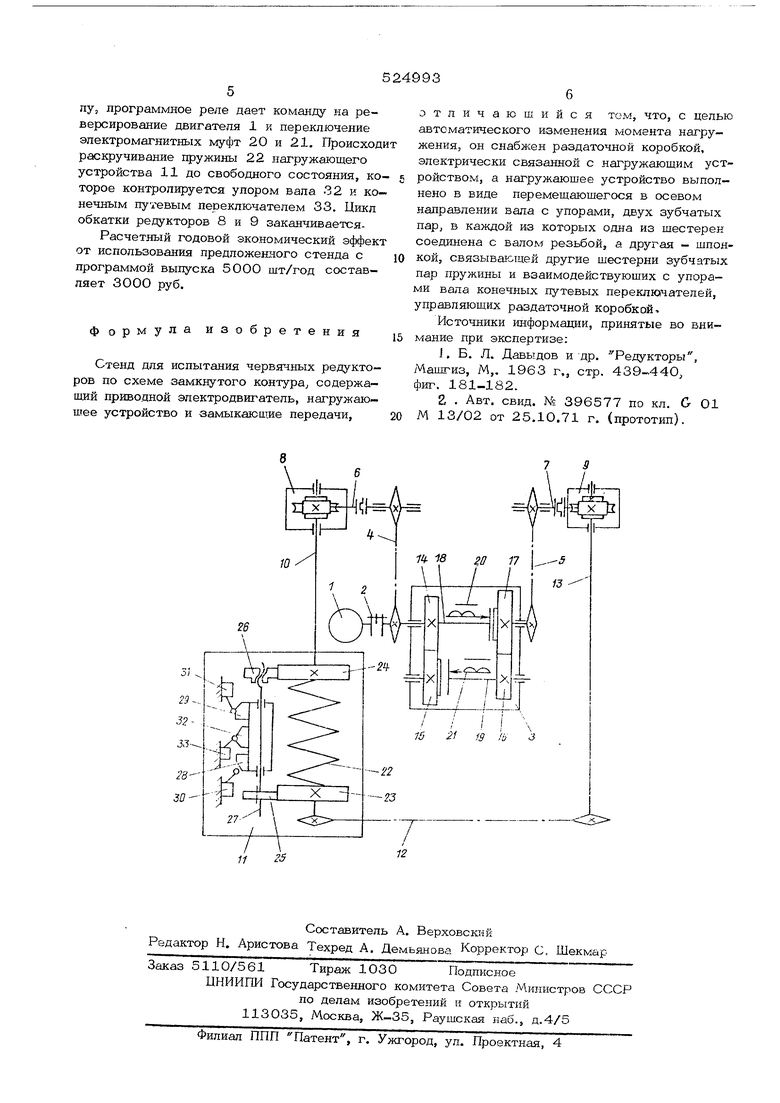
На чертеже изображена схема предлагаемого стенда.
Стенд для обкатки червячных редукторов СОСТОИТ ИЗ приводного электродвигателя 1, соединенного через предохранительную муфту 2 с валом раздаточной коробки 3. Выходные валы раздаточной коробки 3 соединены с помощью цепных передач 4 и 5 с быст роходными валами 6 и 7 обкатываемых редукторов S и 9. На тихоходном валу 10 обкатываемого редуктора 8 установпено нагружающее устройство 11, второй конец торого посредством замыкающей цепной передачи 12 соединен с тихоходным валом 13 обкатываемого редуктора 9. Раздаточная коробка 3 содержит две пары зубчатых передач с шестернями 14 и 1 с передаахэчным числом 1 и шестерни 16 и 17 с передаточным числом 0,967. Шестерни 14 и 16 на валах 18 и 19 закреплень неподвижно, а шестерни 15 и 17 соединены с валами 19 и 18 с помощь электромагнитных дисковых муфт 20- и 21. Нагружающее устройство 11 содержит пружину 22, которая жестко соединена с шестернями 23 и 24. Шестерня 23 соединена с тихоходным валом 13 обкатываемог редуктора 9, а шестерня 24 .закреплена на тихоходном валу, обкатываемого редуктора 8 Шестерни 23 и 24, которые находятся в зацеплении с шестернями 25 и 26, посажены на вал 27. Один конец вала 27 свя зан с шестерней 26 с помошью реаьбы, другой - с шестерней 25 с помощью шпонки. На валу 27 жестко закреплены упоры вала 28 и- 29, взаимодействующие с конечными путевыми выключателями 30 и 31, закрепленными на корпусе обкаточного стен да, на котором установлены все перечислен ные вы.ше узлы (на чертеже не показан). Сгенд для обкатки червячных редукторов работает следующим образом. При включении электродвигателя 1 шестерня 17 находится в зацеплении с валом 18 посредством электромагнитной дисковой м;/иЬты 20, а шестерня 15 свободно вращает ся на валу 19, так как электромагнитная дисковая муфта 21 выключена, вращение с вала 18 при помощи цепной передачи 4 передается на быстроходный вал 6 обкатываемого редуктора 8, а вращение быстроходному валу 7 обкатываемого редуктора 9 передается посредством включенной электромагнитной дисковой муфты 20, шестерни 17 и Ц -пной пс редачи 5. Происходит обкатка редукторов 8 и 9 без гягрузки в течение 2-3 мин, необходи- vi ло те:аюлогическому циклу, после чего ; ML/icTBOM программного реле (на чертеж не uoKfiaaHoj происходит реверсирование электроцвигателя 1 и производится обкатка рецуктороь 8 и 9 в ненагруженном состоя нии в обратном направлении. Раздаточная коробка 3 обеспечивает передачу одинакового числа оборотов обкатываемым редукторам 8, 9. После окончания обкатки редукторов 8, 9 в ненагруженном состоянии программное реле дает команду на включение электромагнитной дисковой муфты 21, которая соединяет шестерню 15 с валом 19, и отключает электромагнитную дисковую муфту 20, которая разъединяет шестерню 17 с валом 18. Вращение с вала 18 при помощи цепной передачи 4 передается на быстроходный вал 6 обкатываемого редуктора 8, а вращение быстроходному валу 7 обкатываемого редуктора 9 передается череа шестерни 14 и 15, включенной электромагнитной дисковой муфты 21, шестерни 16 и 17 и цепной передачи 5. Раздаточная коробка 3 в процессе нагружения производит передачу разных чисел оборотов обкатываемым редукторам 8 и 9, в результате чего происходит закручивание пружины 22 нагружающего устройства 11 и обеспечивается равномерное наращивание момента нагружения без выключения одного из обкатываемых редукторов 8 или 9. Одновременно с .закручиванием пружины 22 осуществляется поступательное перемещение вала 27 при помощи шестерен 23, 24 25 и 26 (т к. тихоходные валы 10 и 11 обкатываемых редукторов 8 и 9 вращаются с различными числами оборотов). В результате разных оборотов шестерен 25 и 26, которые соединены с валом 27 при помош.и скользящей шпонки и винтовой пары, происходит перемещение его с закрепленными на нем упорами вала 28, 29 и 32; взаимодействующими с конечными выключателями 30, 31 и 33. При нажатии одним: из уноров вала 27 на соответствующий конечный путевой выключатель подается команда на переключение электромагнитных дисковых муфт 20 и 21 для окончания наращивания нагрузки до HOMmianbHoro значения и продолжения обкатки под нагрузкой. Раздаточная коробка 3 обеспечивает передачу одинакового числа оборотов обоим обкатываемым редукторам 8 и 9 в нагруженном состоянии. По истечении 5-6 мин обкатки под нагрузкой, необходимых по технологическом циклу, посредством программного раде происходит реверсирование электродвигателя 1, переключение электромагнитных дисковых муфт 20 и 21, раскручивание и закручивание в обратном направлении пружины 22 нагружающего устройства 11, а также последующее переключение электромагнитных дисковых муфт 20 и 21 для обкатки редукторов 8 и 9 в нагруженном состоянии в хротивоположном направлении (происходит обкатка зубьев редукторов с обеих сторон). По истечении послех уютгих мин обкатки, необходимых по технологическому цик
